二次曲線組合件的機械加工工藝編制與仿真加工
2020-11-02 07:46:54張艷張飛
湖北農機化 2020年17期
關鍵詞:分析
張 艷 張 飛
(炎黃職業技術學院,江蘇 淮安 223400)
1 分析圖紙
該配合件是由心軸1與心軸2根據總裝圖的技術要求組合而成的,根據零件圖顯示,表面粗糙度、尺寸精度、相互位置精度以及材料45#鋼,在現有數控車床的生產條件下可以達到技術要求。
配圖由心軸1和心軸2組成,如圖1-3所示。
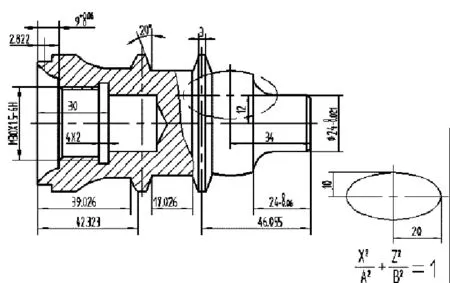
圖1 心軸1

圖2 心軸2
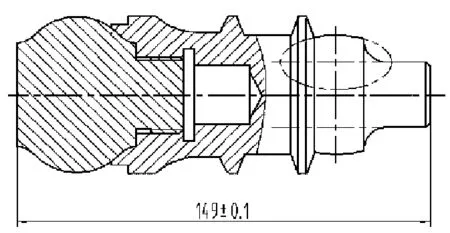
圖3 裝配圖
2 加工工藝分析
加工路線根據先主后次,先粗后精的加工原則[1]。由圖可見,考慮節約成本,提高加工效率,而且心軸2無法獨立裝夾加工,所以先加工心軸2。心軸1和心軸2加工順序:心軸2外輪廓—心軸1左外輪廓—心軸1的內輪廓—兩件裝配加工心軸2左端面—心軸1右外輪廓—拆裝清理。
2.1 工件圖紙分析
先分析心軸2,再分析心軸1。
2.1.1 心軸2結構與精度分析

圖4
(1)結構分析。心軸2:45#鋼,Φ62的毛坯棒料,總長58mm,右端M30×1.5外螺紋和退刀槽5×3,向左為R10的凹圓弧段與R21凸圓弧段相切的對稱圓弧面,兩段對稱圓弧段節點處必須光滑連接。心軸2從左至右并不單調遞增或遞減,但對稱圓弧面必須光滑過渡連接無接刀痕,所以兩對稱圓弧面必須一起加工。平左端面并且保證總長,需心軸2右端定位,此時心軸2右端是螺紋和圓弧面,無法實現定位、裝夾,所以考慮將心軸1與心軸2裝配在一起來加工心軸2的左端面[2](圖4)。工序:粗車外輪廓—精車外輪廓—切斷。
(2)精度分析。心軸2重要加工部位為對稱圓弧面Φ57以及其長度要求為43mm。表面粗糙度Ra為3.2μm,在數控車床上可以達到精度要求。
2.1.2 心軸1結構與精度分析
(1)結構分析。心軸1:45#鋼,Φ62mm的毛坯棒料,總長115mm。左端Φ24內輪廓,M30×1.5內螺紋,凸圓弧R10與凹圓弧R21相切的一段內輪廓,以及Φ52與Φ58的外輪廓,R22的凸圓弧面,Φ46的外輪廓,R20的凸圓孤面,中間為梯形槽,右端為部分中橢圓面,Φ24的外輪廓,兩者之間有R8.5的過渡圓角。外輪廓從左向右并不單調遞增或遞減。考慮外圓輪廓Φ58與內輪廓Φ24有個同軸度要求,所以所有Φ58的外輪廓與內輪廓在同一次裝夾下加工。工序:粗車外輪廓—精車外輪廓—粗車內輪廓—精車內輪廓—調頭安裝—平端面—打中心孔—加工右端外輪廓—粗車外輪廓—精車外輪廓。
(2)精度分析。心軸1重要加工部位Φ58、Φ52外輪廓,其次Φ24內輪廓,兩者同軸度0.025mm,在同一次裝夾下加工。表面粗糙度Ra最高為1.6μm,在數控車床上可以達到要求。考慮有內應力存在,可在加工外輪廓前先打底孔。
2.2 裝夾方案的確定
采用三爪自定心卡盤定位、裝夾,加工心軸2右端,裝夾部位在Φ52外輪廓處用頂尖輔助定位。
2.3 加工工藝過程
根據圖樣擬定加工工藝過程。
心軸2:(1)用卡盤夾住毛坯外輪廓;(2)粗、精車外輪廓,各尺寸至圖紙精度;(3)切槽5×3;(4)加工外螺紋M30×1.5;(5)切斷心軸2,工件長58mm。
心軸1:(1)用卡盤夾住毛坯外輪廓伸出約76mm;(2)平端面,手動打孔Φ22;(3)用尖刀(防止干涉)粗加工、精加工外輪廓Φ52、Φ58、Φ46、Φ44至圖紙要求。(4)用切槽刀加工梯形槽,底邊寬至17.026;(5)粗、精加工內輪廓Φ24至尺寸精度;(6)加工內螺紋M30×1.5;(7)將心軸1與心軸2裝配在一起(如圖5),加工心軸2的左端面,保證心軸2的總長;(8)調頭,裝夾Φ52的外輪廓,打中心孔,裝頂尖;(9)粗加工、精加工心軸1的右端外輪廓。
3 編制程序
由于心軸1與心軸2輪廓較復雜,選擇自動編程可提高加工效率。本文選用CAXA數控車(2013版本)軟件,可實現自動編程,生成所需要的程序代碼。下面僅對心軸1外輪廓做編程介紹。
(1)用CAXA數控車軟件繪制心軸2外輪廓,僅保留切削部分形狀,再繪制毛坯形狀。此時注意:坐標原點的選擇是心軸2的最右端面中心處。心軸的切入點和撤離點需要給個2~3mm切入緩沖,防止打刀。
(2)根據外輪廓形狀特點選擇參數設置,由于心軸2外輪廓有對稱圓弧面,因此在選擇刀具參數時注意干涉情況,否則無法生成程序代碼。各參數設置完成后,選擇加工表面輪廓線和毛坯,點擊進退刀點,此時退刀點注意選取要適當。
(3)生成程序代碼。確認刀具軌跡線無誤后,拾取刀具軌跡產生的加工程序,對程序做適當修改,如T指令、程序號、修改刀具號和刀補等,再將加工程序代碼傳輸到數控車床進行加工。
4 結語
本文以對稱圓弧面心軸配合件為例,心軸1有對稱圓弧面,心軸2有橢圓面、梯形槽,對于此類較復雜表面,普通機床已經很難加工,需要選擇數控機床來加工。心軸1無法獨立加工,心軸2不符合單調增或者單調減,所以要選擇合適的加工工藝方案,本文針對兩心軸的加工工藝過程做了介紹,在條件允許的情況下選擇自動編程更能提高效率。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06