背面局域點接觸對PERC太陽電池性能的影響
2020-11-02 03:46:38龐恒強賀茂雙王凱輝常輝東
太陽能 2020年10期
龐恒強,周 雨,賀茂雙,王凱輝,常輝東,卞 濤,薛 凱
(浙江晶科能源有限公司,海寧 314000)
0 引言
晶體硅太陽電池背表面場的鈍化效果是衡量電池背表面復合速率的主要依據[1],常規的全鋁背場 (Al-BSF) 太陽電池是目前太陽電池量產最成熟的工藝方案,但較高的背表面復合速率限制了其轉換效率的進一步提升。因此,降低背表面復合速率逐漸成為提高太陽電池轉換效率的重要途徑之一。
全鋁背場太陽電池的正面采用氮化硅鈍化來降低復合速率,背面則采用鋁背場來降低復合速率,但其背表面復合速率很難降至200 cm/s以下,較低的背面長波反射率限制了該類太陽電池背面光譜的長波響應[2]。與全鋁背場太陽電池的制備工藝相比,PERC太陽電池僅新增了3個工藝步驟,但其背表面復合速率卻可以降至20 cm/s以下[3],界面態密度可降至1011eV-1cm-2以下[4];而且PERC太陽電池中硅片背面的鈍化介質膜還起到了減少紅外波段反射的作用,提高了電池的短路電流[2],使更多的光被反射回電池,從而被吸收,增加了電池的背面光譜長波響應,降低了長波的光學損失。同時,PERC太陽電池還擁有更低的溫度系數和更好的弱光響應能力。德國IFSH實驗室于2015年提出了PERC單晶硅太陽電池轉換效率達到24%的技術方案[5]。因此,PERC太陽電池逐漸成為替代全鋁背場太陽電池最具潛力的技術路線[6-7]。
在PERC太陽電池中,硅片背面的鈍化介質膜屬于絕緣層,因此需要采用激光開槽技術使硅片背面形成局域點接觸。激光開槽是利用激光在硅片背面進行打孔或開槽,消融背面介質層,與襯底形成良好的局域點接觸,用于收集電流。激光開槽過程不產生機械應力、無污染、精度高。最初的激光開槽技術是采用光刻,實現了PERC太陽電池23%的轉換效率[8],但是該技術的工藝復雜,不適合產業化應用[9]。2000年,德國ISE實驗室提出將激光技術應用于太陽電池領域,之后使用Nd:YAG泵浦半導體激光器將PERC太陽電池的轉換效率提升至21.3%[10]。2007年,德國ISE實驗室在利用激光技術去除硅表面SiO2膜時,發現激光對硅片的損傷很小,而且表面基本無殘留雜質。這項發現對于PERC太陽電池的量產起到了非常關鍵的作用[11]。目前,PERC太陽電池產業化技術路線已全部使用激光開槽形成局域背表面場。因此,進一步研究和完善激光開槽的工藝參數在PERC太陽電池產業化中顯得尤為重要。
本文采用控制變量法,首先研究了工業化生產過程中激光開槽技術的工藝參數對PERC太陽電池性能的影響,然后研究了背電極電阻對PERC太陽電池性能的影響,最后研究了PERC太陽電池在燒結過程中,由歐姆接觸向肖特基接觸轉變過程中空洞的產生原因及改善方法。
1 實驗設計
實驗所用硅片均為來自同一根硅棒的p型太陽能級金剛線切割單晶硅片,尺寸為158.75 mm×158.75 mm,襯底厚度為180 μm,電阻率為0.75~0.85 Ω·cm。
激光器采用532 nm納秒綠光激光器,其工作原理為:532 nm激光從激光器輸出后,先經過第1個反射鏡,其傳輸方向改變了90°;再經過第2個反射鏡,其傳輸方向又改變了90°;然后經過擴束鏡和光闌,分別輸入至激光掃描振鏡、聚焦透鏡后,輸出經過聚焦后的激光,并作用于硅片表面。激光開槽方式采用點開槽,激光開槽的圖形為垂直主柵,線段數量為162個,激光開槽線間距為975 μm。
通過調整激光器擴束鏡得出最佳激光光斑直徑,然后調整激光器功率得出不同的激光光斑形貌,并使用3D顯微鏡對比硅片表面的激光光斑微觀形貌,分析不同激光光斑直徑與激光光斑形貌對PERC太陽電池性能的影響。通過調整激光器頻率和速度得出激光光斑的重疊率,通過調整虛實比和雕刻頻率得出開孔率,然后分析重疊率和開孔率對PERC太陽電池性能的影響。
實驗硅片按照5主柵單面PERC太陽電池(下文簡稱“PERC太陽電池”)制備工藝進行制備。其結構示意圖如圖1所示。
2 實驗結果及分析
2.1 激光光斑直徑與形貌對PERC太陽電池性能的影響
2.1.1激光光斑直徑對電池性能的影響
本實驗選取4組硅片,每組500片。采用控制變量法,硅片背面激光開槽圖形參數及激光參數保持不變,僅通過調整擴束鏡來改變激光光斑的直徑。然后按照PERC太陽電池的制備流程,將4組采用不同激光光斑直徑的硅片制備成4組電池樣品(樣品編號分別為1~4),分析激光光斑直徑對電池電性能的影響。不同激光光斑直徑時電池的電性能參數如表1所示。
由表1可知,當激光光斑直徑為40~45 μm時,樣品電池的電性能差異較小;而當激光光斑直徑增至50 μm時,電池的開路電壓Voc下降較為明顯。與激光光斑直徑為40~45 μm時相比,激光光斑直徑為35 μm時樣品電池的電性能呈下降趨勢。這是因為隨著激光光斑直徑逐漸減小,激光光斑之間的間距增大,激光光斑的接觸面積減小,背表面復合速率持續降低。
激光光斑接觸面積S的表達式為:

表1 不同激光光斑直徑時PERC太陽電池的電性能參數Table 1 Electrical performance parameters of PERC solar cells with different laser spot diameters
式(1)中,r為激光光斑半徑;p為每2個激光光斑的中心間距。
由式(1)可知,隨著激光光斑直徑的逐漸變小,激光光斑的接觸面積也在減小。
激光開槽后的硅片經過高溫燒結后,鋁硅合金層由外向內滲透,使更多鋁漿被填充進激光開槽區域,背表面場將會收集更多的載流子,并通過背電極導出。然而隨著激光光斑直徑逐漸增大,鋁硅接觸區域的面積也隨之增大,這表明激光作用于硅片的范圍增大,鋁硅合金層向襯底擴散的速度變慢,電極區域的復合增大,鋁背場收集載流子的能力下降,最終Voc逐漸下降,Rs升高。因此,在每2個激光光斑之間的中心間距和鋁硅接觸區域面積達到最佳的前提下,直徑較小的激光光斑是未來提高PERC太陽電池轉換效率的主要方向。
2.1.2激光光斑形貌對電池性能的影響
采用控制變量法,將激光器功率分別設置為80%、85%、90%、95%、100%,其他激光參數保持不變,分別選取5組硅片進行實驗。不同激光器功率時硅片背面的激光光斑形貌圖如圖2所示。
由圖2可知,當激光器功率為90%和95%時,激光光斑的形貌基本無差異。但當激光器功率小于90%時,開槽界面位置有很多殘留物。這是氧化鋁與氮化硅未去除干凈的表現,而且光斑邊緣也非常不規整,一定程度上阻擋了鋁硅合金層向襯底擴散。因此,采用此激光器功率的硅片經過燒結后,鋁與硅很難形成良好的共晶層,此時FF勢必呈下降趨勢。相反,當激光器功率逐漸增大至90%~95%后,激光光斑邊緣的形貌非常整潔,此激光器功率下硅片背面的介質層完全消融,形成了良好的背場局域點接觸。而當激光器功率大于95%時,硅片背面鈍化介質膜不能接收全部的激光能量,剩余的激光能量將會被襯底吸收[12],這將對背面鈍化介質膜產生損傷,進而影響電池的電性能。因此,激光器功率不宜過大,這樣才能減小硅片的損傷。
具體而言,當激光作用于硅片表面后,激光能量同時會被襯底吸收,硅片背表面溫度出現急劇升高,從而導致材料熔化,這一系列的現象被稱為激光熱效應。本實驗使用的納秒綠光激光器屬于短脈沖激光,不同波長的激光具有不同的加工機理。長脈沖激光的熱效應易引起材料熔融損傷[13];而短脈沖激光因光子能量較高,且硅的禁帶寬度小于光子能量,使硅與載流子同時具有本征吸收特性[14]。當激光能量過低時,達不到材料的熔點,激光區域僅起到退火效果,而激光能量過高時,達到材料的熔點后激光區域的材料將熔化,并在降溫的過程中再結晶。激光熱效應將帶來材料內部原子擴散或晶格空位的移動,一定程度上會改變材料的特性,甚至導致原子、分子、離子的重新排列。據研究表明,在不同的激光峰值功率密度下,材料將發生不同的物理現象[15],具體如表2所示。
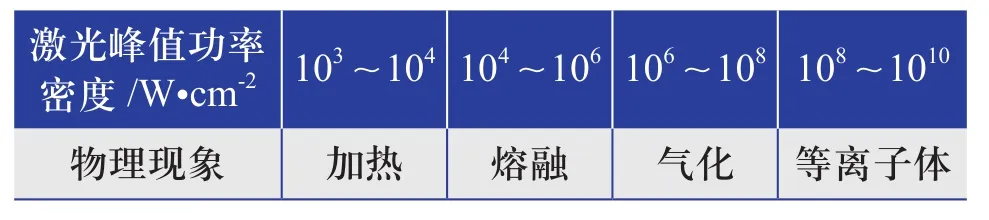
表2 不同激光峰值功率密度下材料的物理現象[15]Table 2 Physical phenomena of material under different laser peak power densities[15]
2.2 重疊率對電池性能的影響
硅片背面的激光光斑中,通常將相鄰的2個激光光斑之間的重疊程度稱為重疊率。圖3為激光光斑距離與重疊率的關系圖。
當激光光斑完全重合時,重疊率為100%;相切時,重疊率為0%;相交時,重疊率介于0%~100%之間。激光光斑重疊率η的計算公式為:
式中,v為激光雕刻速度;f為激光器頻率;d為激光光斑直徑。
根據式(2)可知,激光光斑重疊率主要與激光雕刻速度、激光器頻率、激光光斑直徑這3個因素有關。當光斑直徑恒定不變、激光雕刻速度加快、激光器頻率減小時,激光光斑重疊率也隨之減小;在重疊率逐漸減小的過程中,硅片背面的接觸面積也在不斷減小,每2個激光光斑之間的中心間距逐漸變大;這有利于橫向串聯電阻的減小,從而使FF得到提升,電池接觸性能得到改善。隨著激光光斑重疊率的進一步減小,將會實現更低的接觸電阻。
2.3 開孔率對電池性能的影響
開孔率是指開孔區面積與硅片總面積的比值。開孔率Φ可表示為:
式中,S1為開孔區面積;S2為硅片總面積。
開孔區面積主要涉及激光光斑直徑、激光光斑數量、實虛總長、線段長度及線段數量這些參數。由于硅片總面積恒定不變,當激光開槽圖案和擴束鏡保持不變時,激光光斑直徑、激光光斑數量、線段長度、線段數量也將恒定不變。因此,開孔率主要與實虛總長有關,而實虛總長由虛實比和雕刻頻率決定。因此,實驗選取了3組硅片,每組500片,通過改變虛實比與雕刻頻率將3組硅片制備成3組PERC太陽電池樣品,樣品編號為A、B、C。對3組電池樣品進行對比實驗,驗證不同開孔率對電池電性能的影響,結果如表3所示。
由表3可知,B組樣品的Voc與Rs均低于其他2組樣品,但其FF遠高于另外2組樣品,達到了80.35%;且因較低的Rs和較高的FF使其Eff為3組樣品中最高。雖然C組樣品的FF比B組樣品的稍差,但其Voc是3組樣品中最高的。B組和C組樣品的Isc差異不大,且明顯均比A組樣品的高。為了揭示樣品Isc產生差異的原因,測量了A組和B組樣品的內部量子效率(IQE),如圖4所示。

表3 不同開孔率時PERC太陽電池的電性能參數Table 3 Electrical performance parameters of PERC solar cells with different opening ratios
由于B組樣品的開孔率高于A組樣品,從圖4中可以看出,當開孔率較高時,該樣品在短波段的光譜響應也相對偏高,因此,B組樣品的Isc遠大于A組樣品的。這是因為B組樣品良好的鋁硅界面效應為電池提供了一個很好的反射結構,使金屬電極與硅基底接觸(即背接觸)面積變大,最終電池的內反射效應對Isc起到了較大的提升作用。相反,隨著開孔率的逐漸減小,背接觸面積也在逐漸減小;而較小的背接觸面積意味著更大的鈍化區域,這有利于降低背表面復合速率,因此A組樣品的Voc比B組樣品的略高。太陽光由電池正面照射進硅基體后,一部分會被電池吸收,還有一部分會穿過電池背面流失;而長波段(900~1200 nm)的太陽光主要是被反射回電池內部的p-n結區吸收利用,減少了紅外光穿透電池背面的損失,從而使Voc得到相應的提升,這也是A組樣品Voc提升的主要原因。
綜上,為獲得較高的Voc,低開孔率是未來主要的發展方向。然而,低開孔率意味著較小的接觸面積,較小的接觸面積會導致較高的橫向串聯電阻,而橫向串聯電阻是Rs的一部分,因此,A組樣品的Rs比B組樣品的高0.136 mΩ;與此同時,較小的接觸面積會使電流產生堆積效應,因此,A組樣品的Isc比B組樣品的低7.6 mA。相對地,B組樣品的Voc比A組樣品的低0.5 mV,FF高0.24%。由于B組樣品FF的提升超過了Voc對Eff的影響,因此其Eff成為3組樣品的最優。未來通過低開口率匹配PERC太陽電池專用鋁漿以實現低背表面復合速率是重要的提升電池轉換效率的方向。
2.4 背電極電阻對電池性能的影響
PERC太陽電池的FF一直是限制其效率提升的重要因素之一,因此,FF是衡量PERC太陽電池輸出特性的重要依據。雖然PERC太陽電池經過鈍化后,少數載流子復合速率得到顯著降低,但與此同時,背面接觸電阻也會顯著增大,FF下降。限制PERC太陽電池的FF提升的最主要原因是少數載流子在電池背面需橫向擴散到背場才會被電極收集,而這樣會增大橫向串聯電阻即增大背接觸電阻和背電極電阻。
背電極的圖形面積是限制FF的一個因素,PERC太陽電池一般采用絲網印刷鋁漿形成鋁背場,主要作用是形成p+鈍化層,提升Voc,降低背表面復合速率,與此同時進行鋁吸雜,提高少子壽命;同時,鋁背場還可以作為背反射器,增加電池對長波段的響應,提升Isc。一般情況下,隨著硅片背電場與背電極重疊面積的逐漸減小,電池轉換效率將逐漸提升。這是因為背電極所使用漿料中的鋁含量非常少,不利于硅片背表面的鈍化,增加了漏電流。電池在燒結過程中,在背電場與背電極重疊處,漿料中的有機溶液不易揮發,導致Rs升高,Voc下降,Eff偏低。而背電極的主要作用是收集并導出電流,根據文獻[16],當背電極面積只占整個硅片表面的1%、背表面全部電極覆蓋時的暗電流僅占背表面全部背金屬覆蓋時的5%時,有利于減小背表面復合速率。
總體來說,鋁背場與背電極重疊面積越大,Rs越大,Voc會隨之下降。隨著背電極重疊面積的逐漸減小,鈍化層的接觸面積越來越大,背表面復合越來越少。而鋁漿在背場覆蓋的面積越大,Eff也會越高。另外,除背電極外,所有鋁背場必須經過激光開槽,目的是讓鈍化介質膜與襯底之間形成合金層,即形成背面局域點接觸。在這種背面局域點接觸的電池結構中,激光區域以點開槽的形式存在,所以只有這些區域才具有背電場的作用。除了激光開槽區域外,剩余區域是經過鈍化的背表面場。經過鈍化的背表面場可以降低這個區域的表面復合速率,提升Voc。但是未經過激光開槽的區域不能產生光生載流子的加速作用,所以,激光開槽的開孔率和虛實比是加速光生載流子在背表面場傳輸的關鍵因素。
2.5 燒結工藝與空洞率對電池性能的影響
硅片經過絲網印刷后,需要進行燒結形成歐姆接觸。高質量的歐姆接觸意味著良好的接觸性能和較低的空洞率。因此需尋找一個合適的燒結溫度以匹配激光開槽與鋁漿填充率。為對比不同燒結溫度對電池電性能的影響,選取了5組硅片,每組硅片500片;選用最佳激光工藝參數進行硅片背面的激光開槽,然后選取5個不同燒結溫度(包括預燒區溫度和峰值區溫度)進行快速燒結;將燒結完成后的硅片制備成5組PERC太陽電池樣品,樣品編號為a、b、c、d、e。實驗采用科隆威PV-HF1050型燒結爐,鋁漿采用杭州正銀RS2330B30型鋁漿。不同燒結溫度時電池的電性能參數如表4所示。
由表4可知,預燒區溫度為650 ℃、峰值區溫度為770 ℃時的b組樣品的Eff最高。這說明此時的燒結溫度最優。出于保護硅片背面氧化鋁鈍化層的目的,通常采用弱刻蝕性的玻璃體與粉徑更大、氧含量更高的鋁粉作為漿料的基礎配方。這種工藝配方最顯著的優勢就是不會嚴重侵蝕鈍化層,同時可使鋁漿填充率上升,促進鋁硅合金層的形成,抑制背場空洞的形成,增加鋁硅合金層厚度。鋁硅合金層的厚度會隨著燒結溫度的增加而增厚,在燒結過程中,鋁硅合金層隨燒結溫度變化的相圖,如圖5所示[17-18]。隨著鋁硅合金層厚度的逐漸增加,少數載流子復合速率被降低,鋁背場收集載流子的能力得到提升。有研究表明,當鋁硅合金層厚度大于2 μm時,可以有效降低少數載流子的復合速率[19]。
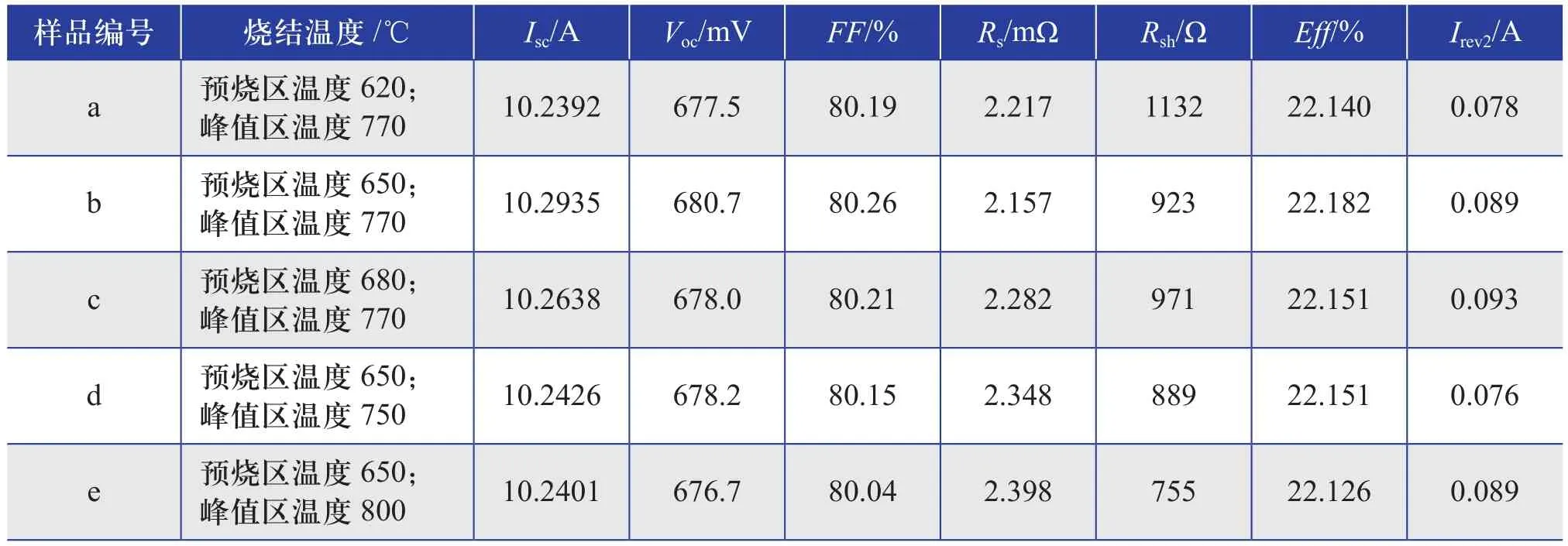
表4 不同燒結溫度時PERC太陽電池的電性能參數Table 4 Electrical performance parameters of PERC solar cells with different firing temperatures
常規單晶硅太陽電池燒結時峰值區溫度一般是800~900 ℃,而 PERC太陽電池為了形成局域鋁背場,燒結時的峰值區溫度不能達到該溫度范圍,否則會導致其電性能下降。圖6是PERC太陽電池燒結時的爐溫曲線。
結合表4與圖6可知,當峰值區溫度逐漸增加后,電池體內的歐姆接觸會得到優化。但當峰值區溫度增至800 ℃后,電池電性能呈逐漸下降趨勢。這是因為1)高溫燒結導致SiNx鈍化層被燒穿,燒穿后其鈍化性能下降,導致電性能也隨之下降。峰值區溫度由750 ℃逐漸升溫至800 ℃時,Rs不斷增大,FF出現先升高、再降低的現象。這是因為此階段中鋁漿很難侵蝕SiNx鈍化層,所以在預燒區溫度快速升溫的過程中,SiNx鈍化層起到保護硅基體不受鋁漿侵蝕的作用。但當燒結溫度逐漸達到峰值后,背場鋁漿會局部燒穿SiNx與Al2O3鈍化層。隨后鋁漿進一步接觸硅基體,會形成額外的電流通道。2)峰值區溫度由750 ℃升溫至800 ℃時,鋁漿填充率也在不斷下降,溫度越高,燒結越充分,鋁與硅之間的相互滲透越徹底,但當鋁硅合金層區域遠超過鋁漿可填充區域時,增加了空洞形成的幾率。
當峰值區溫度為750 ℃時,電池體內未形成良好的歐姆接觸,導致d組樣品的Rs高達2.348 mΩ,FF也最低。當燒結溫度逐漸增加后,通過與燒結時間合理匹配,最終c組樣品的FF比e組樣品的高0.17%,Rs低0.116 mΩ。當背激光圖形和背激光工藝參數完全相同時,隨著燒結溫度逐漸增加,會使鋁硅接觸面積增大,直接降低橫向串聯電阻,間接降低接觸電阻。通過分析FF與Isc、Voc之間此消彼長的關系后可以發現,770 ℃是峰值區溫度的最佳設置,燒結后的電池轉換效率最高可達22.182%。
高溫燒結易導致鋁漿填充率下降,為驗證鋁漿填充率與空洞產生的物理機制,對2個電池樣品(樣品g和樣品f)進行SEM表征測試和EL、PL測試,具體如圖7、圖8所示。其中,樣品g的鋁漿填充率大于70%,樣品f的鋁漿填充率小于70%。
樣品g是低溫燒結,鋁漿填充率大于70%,從EL圖及PL圖中可看出其表面光潔、幾乎無黑點;SEM測試結果表明,鋁漿填充了整個接觸區域,且鋁硅接觸性能會較好。樣品f是高溫燒結,鋁漿填充率小于70%,其EL圖表現為電池表面有大量黑點出現,PL圖表現為電池體內存在缺陷,從而引起局部少子壽命異常偏低;SEM圖顯示,硅片背表面局域接觸區產生了大量空洞,這些空洞存在于激光開口的接觸區域,當鋁漿不能完全填充接觸區域時,硅片中間位置未形成鋁硅合金,導致電極導電能力很差。
通過SEM測試還發現,當背面某個位置出現空洞后,其附近區域很容易連續出現空洞,甚至出現接觸處大部分都是空洞的情況。這是因為鋁硅合金層未形成良好的共熔,與接觸區域產生了較多空隙,這些空隙的高度越高、長度越長,就意味著背場的漏電通道越大,歐姆接觸越差。當鋁漿無法填充進這些空隙時,背場鋁漿將無法完全覆蓋鋁背場。隨著空隙越深,空洞越大,鋁硅合金層將變為肖特基接觸而非歐姆接觸。這不僅會產生漏電通道,還會加劇此處少數載流子的復合速率,直接導致Voc異常偏低。
根據柯肯達爾效應可知,由于Si跟Al這2種原子的擴散系數不同,在合金形成的過程中產生的缺陷融合在一起會形成空洞,取代了鋁硅合金層。隨著峰值區溫度的不斷升高,硅基底中的硅向鋁層的擴散速度加快,同時伴隨著摻雜濃度及結深的增加[20]。在峰值區完成燒結后,會經過降溫階段,當溫度降至共晶狀態時,鋁硅合金層中的硅無法及時返回局域接觸位置,會減少激光局域開口位置的硅元素。最終,激光局域接觸位置因未形成鋁硅合金層而產生空洞[21-25]。為抑制空洞的形成,可以先固定燒結時峰值區溫度不變,然后通過延長降溫速率減少空洞的產生[26]。這是因為在燒結過程中,鋁含量小于硅含量,硅很難持續向鋁硅合金層進行擴散,因此此方法可以減少空洞產生的幾率[27-28]。而且通過合理匹配背激光工藝與燒結工藝,可以實現100%鋁漿填充率[29]。
3 結論
本文通過采用控制變量法,研究了產業化PERC太陽電池中激光開槽的工藝參數對電池電性能的影響,并得出了不同工藝參數與轉換效率之間的關系,探討了燒結過程對PERC太陽電池性能的影響及背電極電阻對電池電性能的影響,結果表明:
1)鋁硅合金層的復合速率增大易導致Voc偏低;而鋁硅合金層厚度逐漸增加有利于形成良好的歐姆接觸;鋁漿完全覆蓋鋁硅合金層使電池的Rs降低,FF提高。
2)減少背面接觸面積和背接觸電阻,有助于降低鋁硅合金層復合速率和接觸電阻,從而提高電池的Isc和Voc。
3)降低燒結時峰值區溫度、延長降溫速率、提高預燒區溫度,會獲得更低的接觸電阻。
4)小中心間距和大接觸面積會得到低接觸電阻,大中心間距和小接觸面積會得到低背表面復合速率。需要權衡FF與Isc、Voc之間此消彼長的關系,合理設計背表面場的接觸面積與中心間距,最終實現低接觸電阻和低背表面復合速率。
