某SUV背門框漏水分析及改進
2020-10-29 07:37:05李海波陳全新王強秦雨軍余勇
汽車科技 2020年5期
李海波 陳全新 王強 秦雨軍 余勇

摘 ?要:本文主要從解析下線車輛的SUV后背門漏水問題著手,通過對后背門密封原理的分析,建立了FTA故障樹,對可能產生的原因進行了全面和系統的分析,找到產生漏水的原因,制訂了排水和堵水的實施方案,經過驗證,有效的解決了該問題。
關鍵詞:背門;密封條;FTA故障樹;失效模式
中圖分類號:U463 ? ?文獻標識碼:A ? ?文章編號:1005-2550(2020)05-0030-07
Abstract: This paper starts with the analysis of the water leakage problem of the SUV back door of the offline vehicle. Through the analysis of the sealing principle of the back door, the FTA fault tree is established, the possible causes are comprehensively and systematically analyzed, the causes of the water leakage are found, and the implementation scheme of drainage and water plugging is formulated. After verification, the problem is effectively solved.
Key Words: Back Door; Sealing Strip; Fta Fault Tree; Failure Mode
1 ? ?引言
SUV后背門密封性是整車關鍵性能之一,能夠直接影響到駕乘人員的主觀感受,其主要作用有防水、防塵、隔音降噪等,為駕乘人員提供舒適的駕乘環境。
2 ? ?故障現象
在某SUV車型量產前階段,下線淋雨時發現批量背門密封條內部兩個圓角及中間部位出現水漬,如下圖1所示,跟蹤相關漏水車輛,現場鉆進行李箱跟蹤淋雨試驗,查找水流路徑,發現水是從密封條止口外部進入到止口內,即通常所說的翻水問題,由于密封界面復雜,涉及設計定義,制造以及供應商產品等多方面原因,本文著重解析問題原因并解決此問題。
3 ? ?背門漏水原因解析
3.1 ? 背門防水原理
行李箱防水的主密封是背門密封條,其防水原理[1]是:一是背門里板的密封面壓縮密封條泡管,形成防水密封;二是密封條U型槽底部、內部密封齒、防水唇邊與板金干涉貼合,U型槽底部密封膠與止口配合形成密封,密封條防水結構見圖2所示:
3.2 ? 背門漏水失效模式
背門框處漏水一般分為如下為A、B兩種,見圖3所示:
A:水從密封條泡管與背門里板之間進入行李箱內
失效模式主要有:①止口間隙偏大超差,導致背門里板與密封條泡管壓縮不充分,導致密封性能下降漏水;②泡管尺寸不符合設計要求、部品不合格導致泡管壓縮扭曲變形等原因,導致密封性能下降。
B:水從密封齒與止口板件間隙進入行李箱內
失效模式主要有:止口板件尺寸超差、板件焊接錯邊、止口內外層鈑金不貼合而張開不貼合、止口厚度過渡平順性差及板件焊點毛刺等,都會導致密封條無法裝配到位、密封齒變形及拔出力降低等密封性能下降,最終會導致防水唇邊與板件懸空,導致外部積水進入行李箱內。
3.3 ? 背門漏水路徑
通過跟蹤實車淋雨試驗后的漏水車輛的實車分析,可能漏水路徑(見圖4所示)如下:
(1)車輛一般在背門下部產生翻水,可知水流經流水槽向下流動后,在下部拐角位置滯留產生水壓。
(2)密封條裝配不到位,密封條底部防水唇邊與板件存在間隙,頂部密封膠不起作用,水在外側密封齒上堆積。
(3)在外側密封齒上水堆積到一定程度后通過密封條頂部與止口間隙,翻到密封條內側密封齒上。
(4)當遇到止口板件料厚過渡時,內側密封齒與板件存在間隙,無法保持密封連續性,水流流出到車身內部。
3.4 ? 背門漏水FTA故障樹建立
基于上述背門的防水原理、漏水失效模式和背門可能的漏水路徑建立FTA故障樹,見圖5所示:
3.5 ? 部品核查
下面從密封條部品進行符合性詳細核查。
(1)實物斷面掃描檢查
掃描斷面與十倍密封條斷面放大圖進行對比分析,密封條斷面尺寸符合定義,見圖6所示:
(2)鋼帶符合性檢查
密封條在拐角處容易發生彎折,而彎折性能與密封條鋼帶選擇直接相關,要求拉伸收縮性較高,密封條主要選擇滾剪剪切鋼帶,通過實物可以看出,見圖7所示,此鋼帶拉伸性能和收縮性都比較好,符合定義要求。
(3)涂膠量核查
針對密封條涂膠量不足,理論定義斷面涂膠量2.5±0.5mm,經現場切割密封條核查,涂膠高度2.8mm,能夠填充門洞止口和密封條內部間隙,滿足密封要求。
(4)密封條長度核查
密封條長度按照止口長度來確定,要求3980+5/-10mm,通過抽樣測量20輛份,接頭部位沒有間隙,長度符合要求。
(5)密封條性插拔力
密封條插拔力需滿足要求[2],根據經驗值,定義插入力F<100N/100mm(t=3mm);拔出力F>70N/100mm(t=0.8mm),實測密封條插入力62N和拔出力110N,滿足要求。
(6)密封條壓縮后的密封寬度
密封條泡管與背門可能存在壓縮不充分情況,導致水從密封面進入(失效模式A),密封面需滿足如下設計定義,經過CAE分析理論壓縮和過壓縮后接觸長度大于8mm。
a. 理論壓縮后,密封條泡管與密封面接觸長度最小8mm,見圖8:
實車涂藍試驗檢查(見圖9),最小寬度8.3mm和最大寬度8.8mm,并且涂藍連續性均符合要求。
3.6 ? 背門框止口檢查
3.6.1 止口設計定義核查
(1)止口高度檢查
根據密封條斷面,確定止口高度為16±1mm,由于止口是幾層鈑金焊接而成,需注意內層鈑金高度與止口有1mm高度差,以避免公差累積導致密封條被頂起。檢查斷面數據可知,符合要求。
(2)止口間隙檢查
根據要求,止口間隙定義值為12±2mm,根據現場測量,見圖10所示,符合要求。
(3)止口厚度過渡平順性檢查
根據密封條斷面需求,止口最大厚度4mm;注意止口不要有急劇變化,止口厚度變化量最大 2mm;檢查相關車型以及競品車發現,見圖11和表1數據,符合要求。
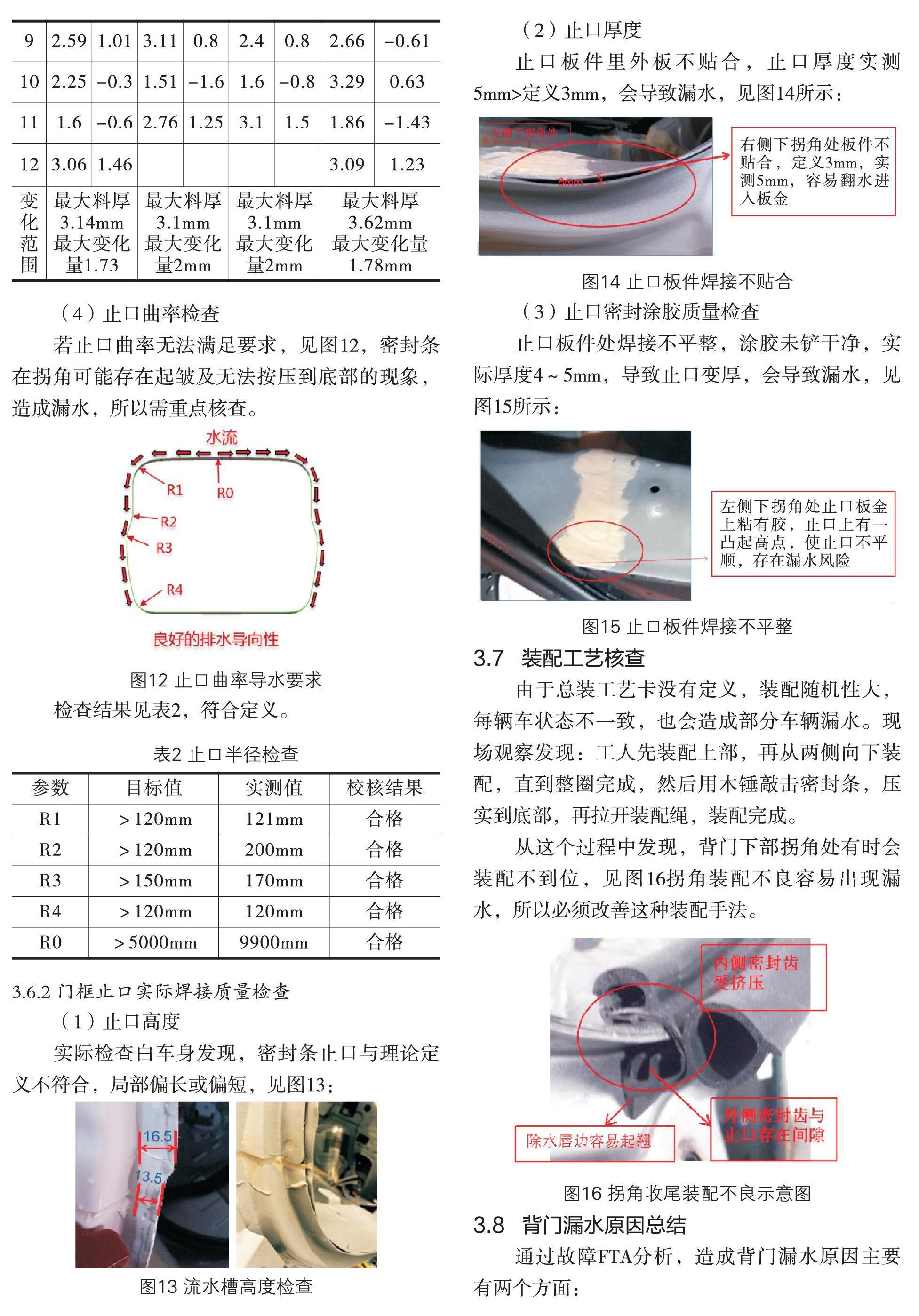
(4)止口曲率檢查
若止口曲率無法滿足要求,見圖12,密封條在拐角可能存在起皺及無法按壓到底部的現象,造成漏水,所以需重點核查。
檢查結果見表2,符合定義。
3.6.2 門框止口實際焊接質量檢查
(1)止口高度
實際檢查白車身發現,密封條止口與理論定義不符合,局部偏長或偏短,見圖13:
(2)止口厚度
止口板件里外板不貼合,止口厚度實測5mm>定義3mm,會導致漏水,見圖14所示:
(3)止口密封涂膠質量檢查
止口板件處焊接不平整,涂膠未鏟干凈,實際厚度4~5mm,導致止口變厚,會導致漏水,見圖15所示:
3.7 ? 裝配工藝核查
由于總裝工藝卡沒有定義,裝配隨機性大,每輛車狀態不一致,也會造成部分車輛漏水。現場觀察發現:工人先裝配上部,再從兩側向下裝配,直到整圈完成,然后用木錘敲擊密封條,壓實到底部,再拉開裝配繩,裝配完成。
從這個過程中發現,背門下部拐角處有時會裝配不到位,見圖16拐角裝配不良容易出現漏水,所以必須改善這種裝配手法。
3.8 ? 背門漏水原因總結
通過故障FTA分析,造成背門漏水原因主要有兩個方面:
(1)背門止口焊接質量不合格,止口高度、厚度不平整使止口與密封條頂部間隙增大,密封膠失效,密封連續性破壞,導致漏水。
(2)背門密封條裝配不良,一致性差。
4 ? ?解決方案及驗證
4.1 ? 解決問題方案
為了解決密封條漏水,采取了堵水+導水的原理來進行防水。
堵水:對流水源頭路徑封堵不讓水進入車內;
排水:減少水量進入車內,對流水路徑引導排出車外。
4.2 ? 具體實施方案
針對此車型漏水模式,提出如下改善對策和實施方案:
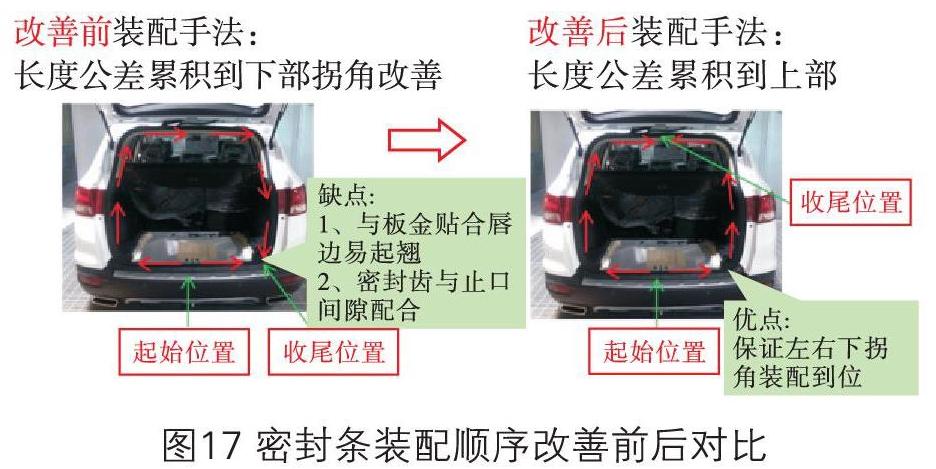
對策1(調整裝配工藝手法):與總裝工藝進行溝通,制定相關的裝配工藝卡,統一指導作業:優先保證密封條左右下部拐角漏水點裝配到位[3],由左到右裝配改為由下到上裝配,見圖17:
對策2(背門止口部品及焊接質量改善):改善焊裝、涂裝調整止口高度、厚度、涂膠質量達到設計要求,保證止口平順。
通過以上兩個對策,背門密封條漏水故障率由20%~30%降低到1.5%~2.3%,有效改善了密封條漏水概率。
由于密封條手工裝配,以及密封條伸縮性影響,無法保證所有車輛裝配狀態完全一致,漏水故障率持續在1.5%~2.3%,為了進一步降低漏水故障率,提出以下3個改善方案:
措施1(堵水方案):增加密封膠涂[4]膠量,涂膠高度由2.8mm增加到3mm,見圖18,阻止水流翻過背門止口。
方案驗證:跟蹤驗證1000臺改善樣件,據統計,故障率降低到1.4%,改善效果并不理想。
措施2(排水方案):把滲入到密封條外側密封齒中的水流引導排出
措施:在密封條下部增加四個排水缺口,相對應的,在鈑金側增加4個排水豁口,見圖19:
排水原理:水流在拐角上方位置進入密封條內部密封齒,到最下方時從密封條排水口排出,水不進入車身內部,增加排水量和順暢性,見圖20:
對300臺漏水故障車密封條手工增加排水口,驗證全部合格。
措施3(后圍內排水改外排水結構):由于密封條漏水存在偶發現象,或者生產線班組新人裝配時無法完全裝配到位,并且從車身或開孔處流入鈑金腔體也偶有發生,無法根本上解決此問題。如果仍然有水進去鈑金腔體,我們在周期和成本允許的情況下,采用了一種可以水即使進入也能排出的結構(外排水后圍結構[5],見圖21所示):
最終通過以上對策(對策1和2)和解決方案(措施1+措施2+措施),從根本上解決了背門密封條漏水問題。
5 ? ?結論
保證背門的密封性一直都是各個主機廠重要的管控目標,背門漏水的問題分析和解決周期都比較長,主要原因是涉及的零件多,導致引起問題的因素很多,在引入FTA故障樹這個工具以后,基于設計原理和制造品質量的主要因素而建立的FTA故障樹,能夠保證問題分析的全面性系統性,從而也保證了對策的有效性。也為今后密封及其它難以解決的試驗問題提供了一種新的解決思路。
參考文獻:
[1]羅勇. 汽車密封膠條防水原理及控制要點[J]. 時代汽車,2016(6):71.
[2]馮濤,郝偉剛. 運動型多用途汽車后背門密封條的設計概況[J]. 橡膠科技,2017(8):17.
[3]劉紹娟,徐蘋. 某微車后側門門框密封條漏水問題分析及設計改進[J]. 企業技術實踐,2016(3):116.
[4]張兆紅,蔡建華. 乘用車行李箱密封條的結構設計[J]. 橡膠工業,2008(第55卷):746.
[5]王愛國,王紹偉. 對兩廂轎車行李艙防水結構設計的研究[J]. 汽車實用技術,2012(3):27.
