電弧增材高頻微錘擊系統及工藝特性的初步物理模擬
2020-10-28 12:09:26胡超雄肖珺陳樹君
焊接 2020年5期
關鍵詞:振動
胡超雄,肖珺,陳樹君
(北京工業大學,汽車結構部件先進制造技術教育部工程研究中心,北京 100124)
0 前言
近幾年來,電弧增材制造技術的研究和應用發展迅速,電弧增材類似堆焊過程,物理本質上仍然是金屬局部的快速熔化、冷卻和凝固,復雜的熱循環使得電弧增材構件面臨焊接過程類似的問題:殘余應力和變形,內部缺陷、晶粒粗大引起的力學性能下降等[1-6]。因此,如何改善金屬增材制造材料組織,提高其力學性能成為電弧增材領域一個重要挑戰。借鑒電弧焊接過程隨焊錘擊、碾壓可以有效改善焊縫微觀組織,提高力學性能,在電弧熔絲增材過程同步施加微區錘鍛或沖擊作用,是提高增材零件組織性能的可行途徑。Colegrove等人[7]在電弧增材制造過程中對材料進行了滾壓處理。結果表明,軋制后樣品內的殘余應力小于未處理樣品的殘余應力,且離基材越近,效果越明顯。同時,在隨后的沉積過程中,軋制后的材料再加熱會在材料內部引起晶粒細化。Gu等人[8]通過層間軋制和后沉積熱處理研究了鋁合金孔隙率的變化。結果表明,在不同的軋制載荷下,材料中的孔數均大大減少。與此同時,Gu等人[9]還發現在不同載荷下層間軋制處理后,Al-6.3Cu合金的硬度和強度得到顯著提高。
噴丸和超聲沖擊處理(UIT)已用于焊接應用,以減少局部殘余應力和改善焊接機械性能。Li等人[10]研究了低溫(80 ℃,120 ℃和160 ℃)超聲表面軋制對HIP Ti-6Al-4V合金材料表面層組織和性能的影響。結果表明,低溫超聲表面處理的樣品在材料表面改性層中發生明顯的塑性變形,并伴有一些細化的晶粒和致密的位錯。H?nnige等人[11]研究了新型機械錘擊(MHP)工具的潛力,以補充或取代軋制作為層間冷加工技術。結果表明,MHP是一種在Ti-6Al-4V 電弧增材過程實現晶粒細化的合適技術。
這些方法都有各自的優點,但應用于增材制造過程同步錘擊,有著共同的局限性:體積大,設備較笨重,空間可達性和行走速度都受限,其次錘擊力和錘擊頻率互相制約,大錘擊力則頻率過低,高頻錘擊則錘擊力小。文中提出了一種新型基于小型直線促動器的隨焊微錘鍛技術,具有結構緊湊,高頻大力輸出的特點。文中將介紹該系統的基本工作特性,并通過試驗進行初步的驗證。
1 試驗系統方法
1.1 系統結構及錘擊能力測試
文中設計的機器人微錘鍛系統如圖1所示,可見體積非常緊湊小巧,可以集成與焊槍集成于一個機器人,也可以裝載到另一輔助機器人進行多機協同。末端的滾動機構可以保證高速行走在焊縫表面。緊湊設計的錘鍛裝置可以保證盡可能離熔池更近的去進行錘擊,有利于高溫凝固區的處理,同時增強對液體熔池的振蕩沖擊。該節主要對系統的錘擊能力進行驗證,即在高頻率下獲得足夠的錘擊力。線性促動器的輸出壓力可通過峰值為0 ~ 10 V的脈沖波形控制信號進行調節,錘擊頭內置有壓力傳感器實時測量錘擊力大小。圖2所示為10 V峰值驅動電壓,200 Hz頻率下的力輸出結果,最大錘擊力超過2 000 N,而且錘擊頭動態響應性能及錘擊力上升斜率令人滿意。錘擊力大小和驅動控制電壓近似呈線性變化,3 V驅動電壓下錘擊力約650 N,6 V驅動電壓下錘擊力約1 300 N。實測該系統穩定輸出的錘擊頻率可達2 kHz以上。
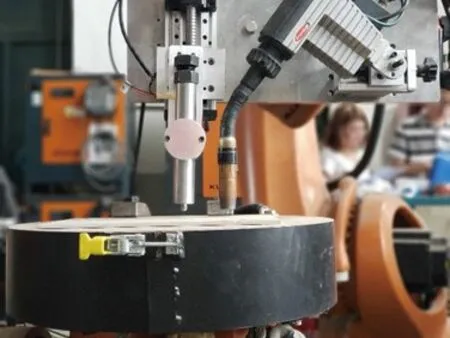
圖1 基于線性促動器的微錘鍛系統

圖2 脈沖錘擊力測試
1.2 材料與方法
文中主要介紹所研制的新型錘擊系統,并進行簡單物理模擬驗證試驗,并未進行實際電弧增材過程的同步錘擊,主要是驗證系統的錘擊能力和效果。故而采用鋁合金TIG定點焊接試驗進行模擬,所采用的基板材料為6061鋁合金,基板尺寸300 mm×150 mm×5 mm,采用交流150 A焊接10 s。
隨焊錘擊改善電弧增材組織提升性能的可能機制在于兩方面:一是錘擊頭對當前錘擊位置處已凝固高溫金屬的錘擊作用;二是高頻錘擊振動傳導至前方熔池,振蕩熔池可能促進氣孔逸出,細化晶粒。因此文中設計了兩種模擬試驗方案:①TIG定點焊接,TIG焊槍離開機器人馬上錘擊焊點位置,實際延時約1 s;②TIG定點焊接 + 焊點30 mm處同時錘擊,分別驗證錘擊對高溫凝固區和液態熔池的作用效果,分別如圖3和圖4所示。試驗中采用兩臺機器人配合完成。兩種方案中,驅動電壓都在3V,6 V和9 V三檔變化,每一檔電壓設定50 Hz,100 Hz和200 Hz頻率進行試驗和分析。
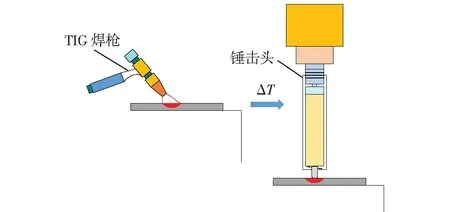
圖3 TIG定點焊接附加焊點位置延時錘擊
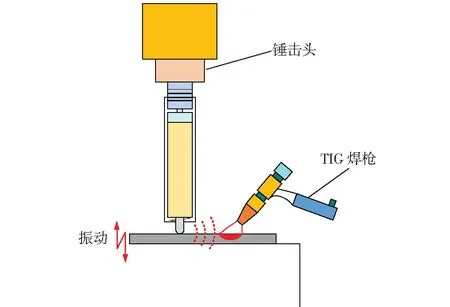
圖4 TIG定點焊接附加同步近距錘擊
2 試驗結果與分析
2.1 定點焊延時錘擊
圖5顯示了6061鋁合金在不同錘擊頻率下的顯微金相。從圖中可以看出,當錘擊頻率在0~200 Hz的范圍內逐漸增加時,合金的初生相逐漸退化,枝晶連續斷裂。 如果不進行錘擊處理,則合金的主要相是粗大且發達的枝晶。當錘擊頻率為50 Hz時,粗大的樹枝狀晶體破裂,局部出現大的玫瑰狀晶粒,與處理的初生相相比,其顯著降低。 當頻率增加到100 Hz時,短棒晶體開始出現。當頻率達到200 Hz時,初級相由斷裂的樹枝狀晶體和玫瑰形晶體組成。 因此,頻率的增加促進了錘擊處理的晶粒細化效果。

圖5 不同錘擊頻率下6061鋁合金的顯微金相
在此模式下,選定效果良好的200 Hz頻率,改變驅動電壓調節錘擊力,則錘擊效果變化并不明顯,錘擊力過大時反而容易錘出內部裂紋,如圖6所示。這是因為TIG定點焊焊點受到母材的高度拘束,大錘擊力容易導致內部應力過大而產生裂紋。

圖6 200 Hz,9 V錘擊下出現裂紋
2.2 定點焊同步錘擊激振熔池
圖7顯示了6061鋁合金在不同振幅下的顯微組織。從圖中可以看出,當驅動控制電壓從3 V變為9 V時,初級相的形態逐漸退化,并且枝晶連續破碎。未經處理時,合金的主要相為粗大,發達的枝晶。當振幅為3 V時,初級相不會顯著變化,但是當振幅增加至6 V時,粗大的樹枝狀晶體會破裂,并出現局部短棒狀晶體,并且凝固的組織開始細化。當振幅進一步增加到9 V時,樹枝狀晶體完全破裂,并且初級相由破裂的樹枝狀晶體和玫瑰狀晶體組成。因此,振幅的增加促進了振動的細化效果。

圖7 不同激振振幅下6061鋁合金的顯微金相(100 Hz)
通過觀察振動作用下的試驗結果,可以看到熔池的振動可以顯著改善合金的凝固組織,并且振幅的增加使細化效果增強。這是因為在合金的凝固過程中對熔體進行了振動處理。一方面,這種振動的施加促進液態金屬熔池對流,并使熔體內部的溫度波動,從而使枝晶的根部熔化,然后作為形核進入熔體的其余部分。另一方面,該振動還將對液態金屬造成干擾,從而引起液相和枝晶之間的相對運動,并且隨著振動的進行,液相連續沖向枝晶的根部,使其破裂。某些液相之間的移動速度存在一定差異,因此會產生“粘滯剪切”效應[12]。在這種作用下,生長中的樹突尖端將被剪切成一個自由核,然后擴散并增加成核速率。
圖8顯示了6061鋁合金在不同振動頻率下的顯微組織。從圖中可以看出,當振動頻率為50 Hz和200 Hz時,與未處理相相比,合金的初生相形態降低,枝晶局部破碎,但是 頻率變化對晶粒細化的影響很小;但是,當頻率為100 Hz時,很明顯樹枝狀晶體斷裂并且出現玫瑰晶體。這可能是由于100 Hz的振動頻率最接近樹枝狀晶體的共振頻率。此時,熔體中產生的相對運動和碰撞更加頻繁,并且樹枝狀斷裂的程度得到改善。
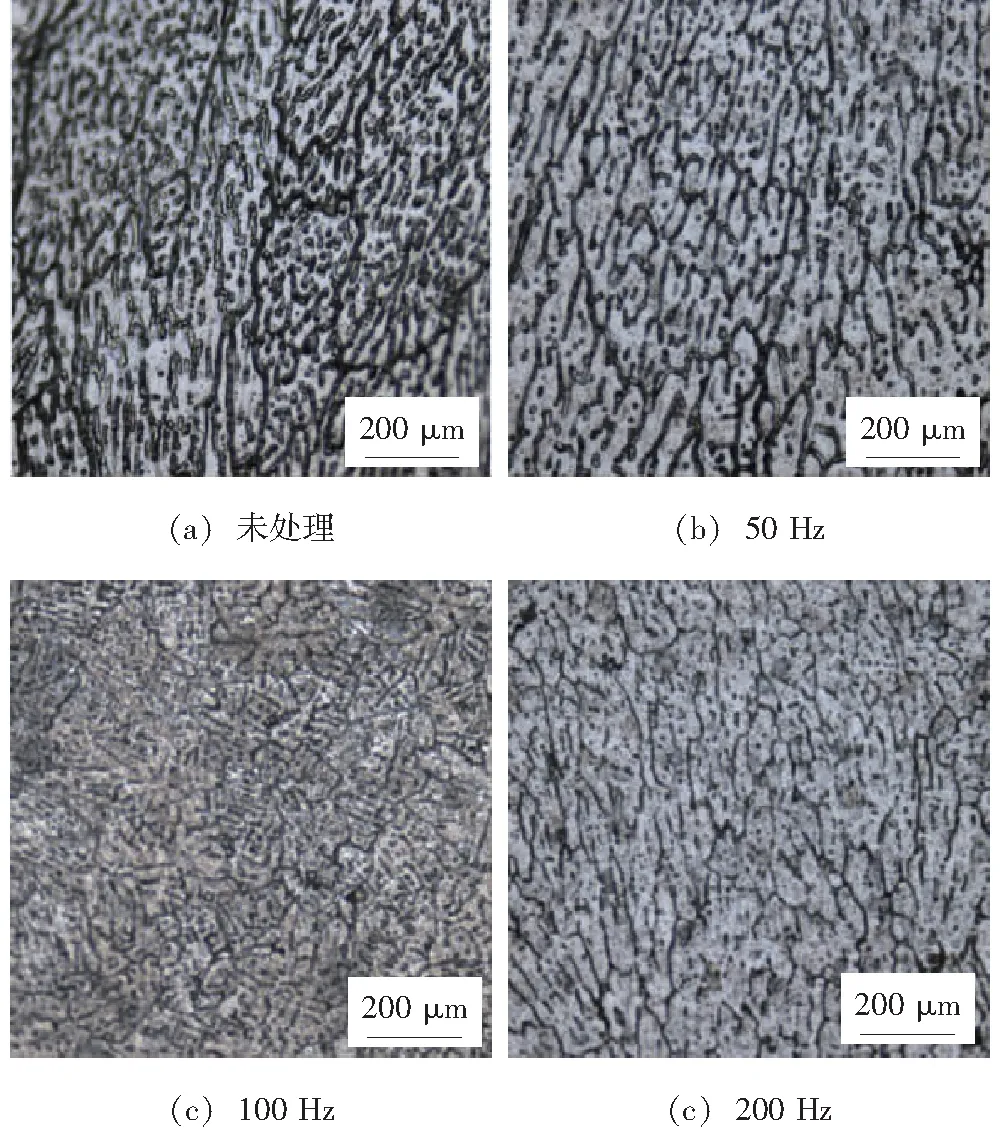
圖8 不同激振頻率下6061鋁合金的顯微金相(6 V)
3 結論
(1)與非振動處理焊接試樣相比,加入振動后晶粒細化,單個試樣可以清楚地看到樹枝狀斷裂,從粗柱狀晶體到細等軸晶體變化。
(2)錘擊固化的焊縫會破壞結晶方向,破壞生長的樹枝狀晶體,并形成大量晶核以細化晶粒。錘擊頻率變化對晶粒細化的影響比錘擊力的變化更明顯。試驗中200 Hz錘擊頻率效果最佳。
(3)在焊點附件同步錘擊時,錘擊作用實際是振動傳導激振熔池,錘擊力越大,實際振動振幅越大,對晶粒細化的影響比振動頻率更為明顯,振幅越大,晶粒細化效果越好。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
