大型鍛件缺陷磨削工業機器人的運動軌跡自動規劃算法研究
2020-10-26 06:51:50郭欣施蕓于振軍
機電信息 2020年26期
郭欣 施蕓 于振軍

摘要:大型鍛件是大型機械的關鍵部位,消除大型鍛件缺陷是提高鍛件質量的關鍵。現根據工業機器人的缺陷消除原理,以碗狀結構路徑規劃為例,分析了其路徑規劃算法,并通過碗狀結構路徑的規劃,大型鍛件缺陷磨削工業機器人實現了對大型鍛件缺陷的消除工作。
關鍵詞:大型鍛件;缺陷面;磨削;工業機器人;運動軌跡自動規劃
0 引言
大型鍛件一般應用在大型機械的關鍵部位,其所處工作環境惡劣,受力復雜多變,因此,在生產過程中對大型鍛件的質量要求很高。生產大型鍛件時,即使采用最先進的冶金技術,鋼錠內部也不可避免地存在微裂紋、疏松、縮孔、偏析等缺陷,嚴重影響鍛件的質量,及時消除這些缺陷,是提高鍛件質量的關鍵。
目前,在大型鍛件表面缺陷消除作業過程中,基本采用人工方式完成缺陷查找、確認和磨削處理等工作,磨削處理時,會產生大量粉塵,人員工作環境惡劣,且存在缺陷漏檢率較高、生產效率低下、工人勞動強度大、企業生產成本高等問題。
為了解決上述問題,本項目研究基于工業機器人,以機器視覺和無示教自動編程技術為核心,研制大型鍛件表面缺陷機器人自動消除系統,重點解決基于機器視覺的大型鍛件表面缺陷識別和定位、工業機器人多點作業軌跡自動規劃和運行控制等關鍵技術應用問題。
1 工業機器人缺陷磨削原理
不同于工業機器人的其他磨削場合,大型鍛件表面缺陷機器人在進行磨削作業時,只針對缺陷部分,當某一缺陷部分磨削完成,機器人快速移動至下一缺陷部分繼續磨削。
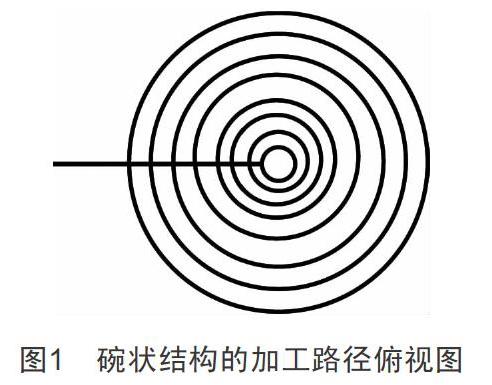
由于缺陷形狀不規則,大型鍛件表面缺陷機器人在磨削前,需規劃以怎樣的形狀去除缺陷。本項目研究過程中,分別使用了回字形狀及碗狀結構去除缺陷,碗狀結構的加工路徑俯視圖如圖1所示。
由于回字形狀結構的加工路徑轉角過多,降低了機器人的運行節拍,從而降低了機器人的運行速度。而碗狀結構的加工路徑由多個同心圓弧構成,圓弧曲線平滑,不會影響機器人的運行速度。
本項目經過反復多次實驗,用回字形狀結構和碗狀結構分別去覆蓋缺陷部分,發現碗狀結構與缺陷部分更加貼合,對無缺陷部分鍛面的影響也最小。
2 工業機器人磨削缺陷面外接圓繪制
磨削系統采用機器視覺技術,當機器視覺系統采集回大型鍛件的表面輪廓后,將其顯示在人機界面上,在顯示過程中,對缺陷部分進行特別標注,機器人在對缺陷部分進行磨削前,需要構建一個最小外接圓,將缺陷部分的所有加工點包圍在其中。大型鍛件某處缺陷面如圖2所示。
要在缺陷面外部找一個最小外接圓,其步驟為:
(1)在缺陷面突起部分找坐標點,如圖3所示。
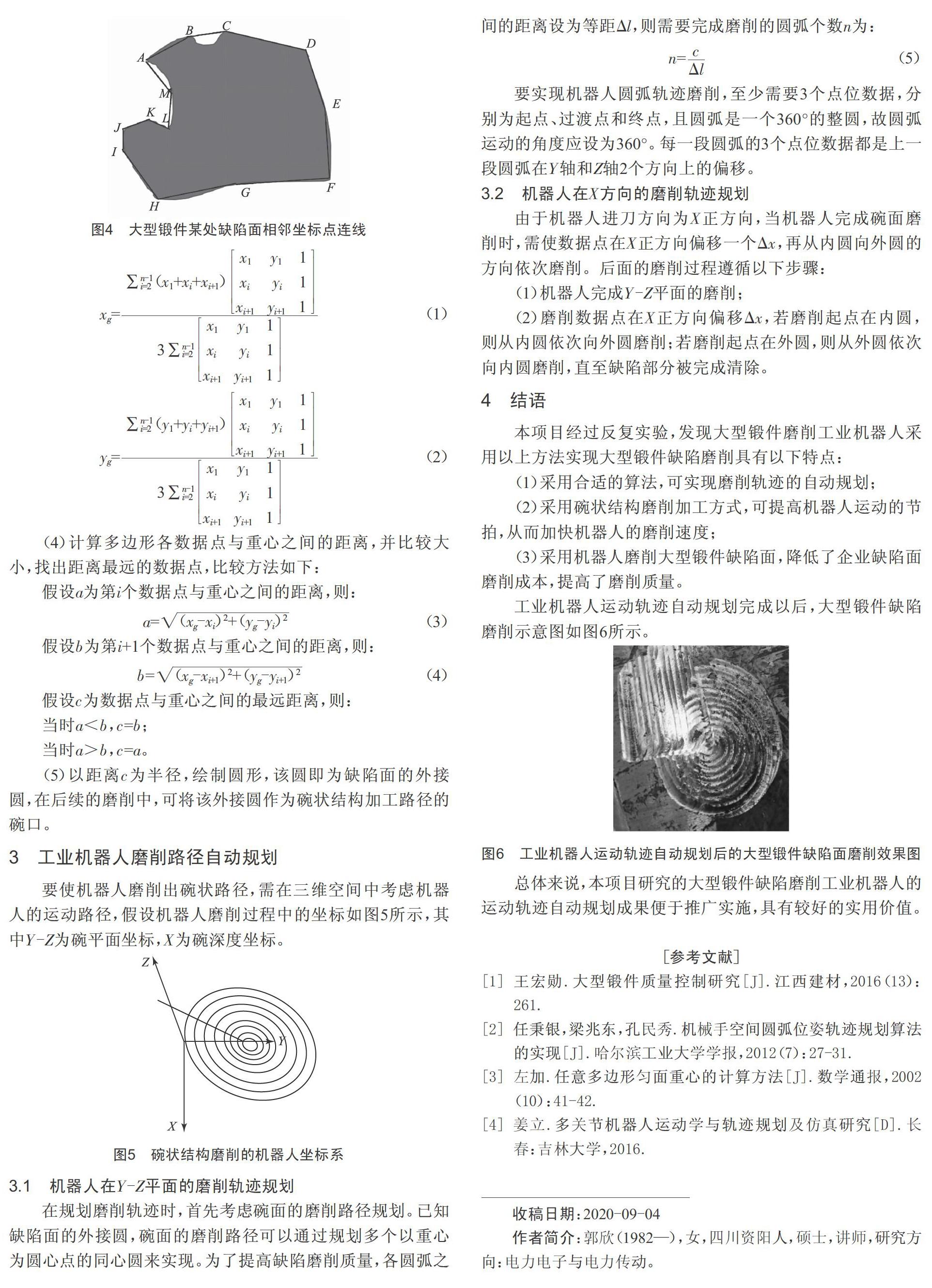
(2)用直線將相鄰坐標點連接起來,形成一個不規則的多邊形,如圖4所示。
(3)求解不規則多邊形的重心作為外接圓的圓心。設以上不規則多邊形數據點的坐標為(xi,yi)(其中i=1,2…,n,n為多邊形數據點的個數),而多邊形的重心G的坐標為(xg,yg),則多邊形的重心為:
(5)以距離c為半徑,繪制圓形,該圓即為缺陷面的外接圓,在后續的磨削中,可將該外接圓作為碗狀結構加工路徑的碗口。
3 工業機器人磨削路徑自動規劃
要使機器人磨削出碗狀路徑,需在三維空間中考慮機器人的運動路徑,假設機器人磨削過程中的坐標如圖5所示,其中Y-Z為碗平面坐標,X為碗深度坐標。
3.1 ? ?機器人在Y-Z平面的磨削軌跡規劃
在規劃磨削軌跡時,首先考慮碗面的磨削路徑規劃。已知缺陷面的外接圓,碗面的磨削路徑可以通過規劃多個以重心為圓心點的同心圓來實現。為了提高缺陷磨削質量,各圓弧之間的距離設為等距Δl,則需要完成磨削的圓弧個數n為:
要實現機器人圓弧軌跡磨削,至少需要3個點位數據,分別為起點、過渡點和終點,且圓弧是一個360°的整圓,故圓弧運動的角度應設為360°。每一段圓弧的3個點位數據都是上一段圓弧在Y軸和Z軸2個方向上的偏移。
3.2 ? ?機器人在X方向的磨削軌跡規劃
由于機器人進刀方向為X正方向,當機器人完成碗面磨削時,需使數據點在X正方向偏移一個Δx,再從內圓向外圓的方向依次磨削。后面的磨削過程遵循以下步驟:
(1)機器人完成Y-Z平面的磨削;
(2)磨削數據點在X正方向偏移Δx,若磨削起點在內圓,則從內圓依次向外圓磨削;若磨削起點在外圓,則從外圓依次向內圓磨削,直至缺陷部分被完成清除。
4 結語
本項目經過反復實驗,發現大型鍛件磨削工業機器人采用以上方法實現大型鍛件缺陷磨削具有以下特點:
(1)采用合適的算法,可實現磨削軌跡的自動規劃;
(2)采用碗狀結構磨削加工方式,可提高機器人運動的節拍,從而加快機器人的磨削速度;
(3)采用機器人磨削大型鍛件缺陷面,降低了企業缺陷面磨削成本,提高了磨削質量。
工業機器人運動軌跡自動規劃完成以后,大型鍛件缺陷磨削示意圖如圖6所示。
總體來說,本項目研究的大型鍛件缺陷磨削工業機器人的運動軌跡自動規劃成果便于推廣實施,具有較好的實用價值。
[參考文獻]
[1] 王宏勛.大型鍛件質量控制研究[J].江西建材,2016(13):261.
[2] 任秉銀,梁兆東,孔民秀.機械手空間圓弧位姿軌跡規劃算法的實現[J].哈爾濱工業大學學報,2012(7):27-31.
[3] 左加.任意多邊形勻面重心的計算方法[J].數學通報,2002(10):41-42.
[4] 姜立.多關節機器人運動學與軌跡規劃及仿真研究[D].長春:吉林大學,2016.
收稿日期:2020-09-04
作者簡介:郭欣(1982—),女,四川資陽人,碩士,講師,研究方向:電力電子與電力傳動。
