在線檢測系統在數控車床中的應用
2020-10-21 03:57:24張軍王英英
機電信息 2020年21期
關鍵詞:檢測
張軍 王英英
摘要:在線檢測技術為數控加工質量監控提供了更有效的方法。鑒于此,在FANUC數控車床加工過程中,利用雷尼邵測頭對加工工件等進行在線檢測,通過測量值分析、計算,實現工件定位、加工尺寸的實時監控和自動補償,從而大大提高了生產效率,確保了加工質量。
關鍵詞:雷尼邵測頭;FANUC;數控車;檢測
0? ? 引言
數控機床上使用工件測頭進行自動測量,可方便工件的安裝調整,簡化工裝夾具,大大縮短機床輔助時間,提高生產效率,同時使機床既能實現工件加工,又可進行工件測量,顯著提高了車間車削加工效率。雷尼邵測頭用于在數控臥式車床上自動設定加工零點,測量零件尺寸(直徑、深度、寬度、自動根據檢測值修改程序或者加工參數),減少加工過程中的人工介入,從而提高效率,降低廢品率;同時對零件的加工尺寸建立報告文件,存儲在機床或者上傳到計算機中。雷尼邵OMP400測頭由英國雷尼邵公司生產,廣泛用于數控車床、加工中心、數控磨床等數控機床,測量系統穩定可靠地安裝在配置FANUC系統的數控車床刀塔上(占用1個刀位),精度保持期長,運行控制穩定可靠,測量操作方式簡潔。
1? ? 工件測量系統硬件、軟件
1.1? ? 硬件
工件測量系統OMP400技術指標(紅外傳輸測頭):紅外傳輸距離為6 m,重復精度為0.25 μm;打開關閉方式:M代碼打開/關閉,自動打開/延時關閉,旋轉打開/關閉。
1.2? ? 軟件
測量宏程序(存儲在數控系統中,在需要測量時調用),INSPECTION機內測量循環(宏程序):該軟件提供了如點、圓、凸臺、凹槽、拐角等的檢測程序存儲在數控系統中。用戶根據檢測需要在機床內調用相應的測量循環進行測量。零件加工完成后,可以將檢測數據生成測量報告,并將報告存檔到服務器。
2? ? 在線測量原理
雷尼邵無線測頭由無線接收端和測頭組成。利用雷尼邵測頭對工件等進行在線檢測,通過測量值分析、計算及反饋,可實現加工工件尺寸的實時監控及自動補償。
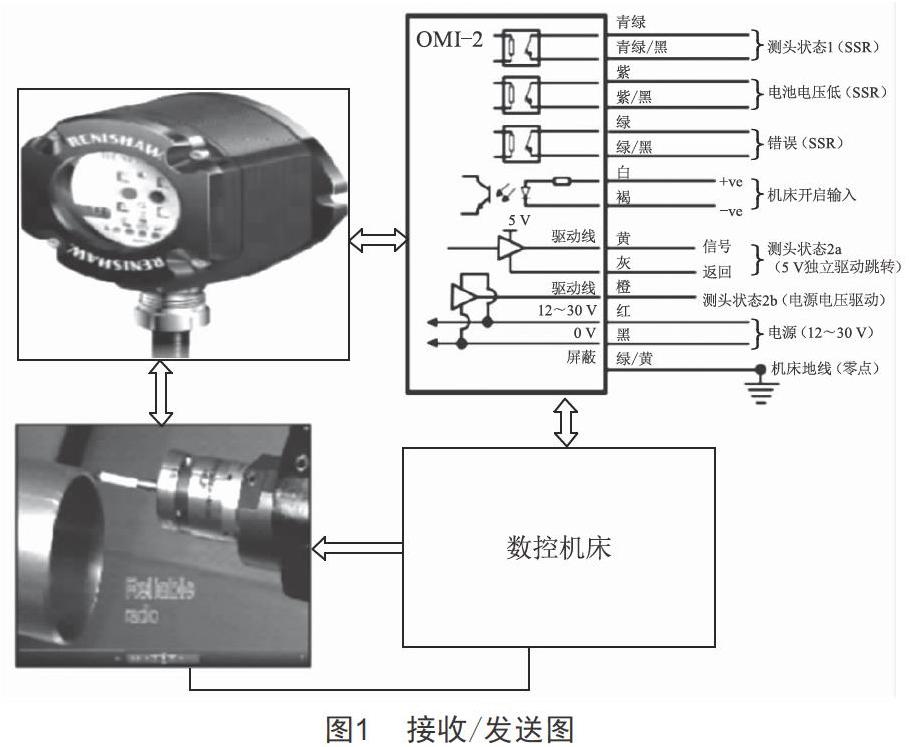
當測頭移動碰到工件時,接通測頭內部信號,通過無線接收端發送給系統I/O模塊,系統接收到信號后,記錄下當前的數值,利用FANUC系統宏變量功能,在界面顯示相應測量值,用戶可以方便地進行檢測調整(圖1)。
檢測零件加工零點在坐標系中的實際位置,并將檢測值自動更新到加工坐標系中;檢測零件尺寸,如寬度、孔徑、孔深等,并根據測量出的實際值進行判斷,產生后續處理步驟(調整坐標系、刀具參數、加工程序或者讓程序暫停等)。
3? ? 安裝及調試步驟
3.1? ? 測頭安裝調整
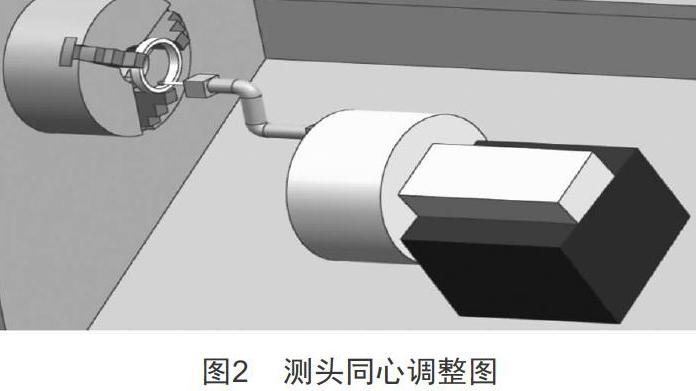
數控臥式車床使用測頭時,測頭通過圓柱刀柄可與車床刀塔連接,測頭安裝要與Z軸平行,同時與標準測量環同心,如圖2所示。
3.2? ? 測頭接線與調試
FANUC系列系統測頭信號直接與PMC中的X4.7跳轉信號相連接即可,該接口是此類系統的標準配置。但本機床PMC輸入點數定義輸入信號時,將輸入信號地址分配給了X30-X32,而X4.7未定義,如果重新分配I/O地址,則相應梯形圖也要改變。為了盡可能方便改造,利用系統參數3012對輸入信號進行偏移,這樣工件測量時就可以利用M90喚醒測頭,當測頭觸碰工件時,無線接收端接收到信號,X33.7閉合,通過宏程序系統變量#138記錄測量值。
3.3? ? 測量方法
測量時,先對測頭進行校準,Z軸方向利用測頭觸碰標準環端面,利用程序(不含宏程序):
O0001
G54;
T0909;
M90;
G65 P9810 Z5. F1000;
G65 P9801 Z0. T1;
G65 P9810 Z100. F1000;
M91;
M30;
再校準X方向,即標定中心位置,移動測頭使測頭觸碰標準環兩內側運行程序:
O0002
T0101;
M90;
G65 P9810 X0. Z-5. F1000;
G65 P9802 X100.T01;
G65 P9810 Z100. F1000;
M91;
M30;
最后測量測頭直徑:
O0003
T0101;
M90;
G65 P9810 X0. Z-5. F1000;
G65 P9803 X標準環直徑 T01;
G65 P9810 Z100. F1000;
M91;
M30;
以上校準完成后,后續可以對加工工件進行測量:
O0004
G54;
T0101;
M90;
G65 P9810 X0.Z10. F1000;
G65 P9810 Z-5. F1000;
G65 P9812 X待測;
M00;
G65 P9810 Z100 F1000;
M91;
M30
測量尺寸可直接在宏變量中查到,用戶可以根據工藝尺寸相應調整加工尺寸。
4? ? 結語
通過對臥式數控車床工件測頭的調試,并與三坐標比較,重復測量精度≤3 μm,完全符合生產要求,這就大大縮短了其自身檢測輔助的時間,提高了生產效率,同時也進一步提高了生產的自動化程度。測量尺寸可直接在宏變量中查到,用戶可以根據工藝尺寸相應調整加工尺寸。
[參考文獻]
[1] 史文彬.關于使用數控機床實現在線測量——系統連接的探索與研究[D].太原:中北大學,2007.
[2] 胡向東.傳感器與檢測技術[M].3版.北京:機械工業出版社,2018.
[3] 張庚申.面向數控車床的在線檢測系統研究與開發[D].廣州:廣東工業大學,2011.
[4] 北京發那科機電有限公司.發那科用戶手冊[Z],2012.
[5] 龔仲華.FANUC-0iC數控系統完全應用手冊[M].北京:人民郵電出版社,2009.
[6] 北京發那科機電有限公司.發那科參數手冊[Z],2012.
收稿日期:2020-05-18
作者簡介:張軍(1987—),男,河北衡水人,工程師,主要從事數控機床維修裝調、改造、研發,機電設備改造,維修智能制造自動產線應用與研究等工作。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
