旋風銑蝸桿刀具廓形求解及系統設計
2020-10-21 12:11:48胡鑫陳珂李東旭楊耀凱
機械制造與自動化 2020年5期
胡鑫,陳珂,李東旭,楊耀凱
(四川大學 機械工程學院,四川 成都 610000)
0 引言
阿基米德蝸桿在端面上為阿基米德螺旋線,其軸向齒廓為直線。傳統加工阿基米德蝸桿的方法為:在車床上用直線刀刃的車刀車制,且蝸桿的軸線與車刀軸線垂直,以內聯系傳動的方式加工[1]。用這種方式加工,螺旋升角較大時,加工難度大,且加工效率低。如今,絕大部分蝸桿加工采用旋風銑削的方式,采用該方式加工首先是加工效率高,是傳統加工方法的幾倍甚至幾十倍;其次是加工精度提高,采用一刀成型,且偏心切削時不需退刀[2];旋風銑削加工在一定角度范圍內進行,螺旋升角可以有一定的調整,因此擴大了切削范圍。但旋風銑削加工方式破壞了蝸桿的成型理論,蝸桿軸線與刀具軸線成一螺旋升角,若按照蝸桿軸向截面的齒槽廓形設計刀具廓形,必然在加工過程中會產生過切現象[3],導致蝸桿尺寸與標準尺寸產生偏差。本文利用標準的阿基米德螺旋面與刀具刃口線求交,解算零干涉刃口線并以直線刃代替曲線刃,反解刀具的前刀面廓形;結合標準DXF文件的二維圖形數據,以VB.NET為工具,建立高效的旋風銑削刀具智能交互系統。
1 旋風銑削刀具廓形設計
1.1 工件坐標系建立
以任意阿基米德蝸桿軸截面齒根圓對應的齒槽中點為原點,z軸方向為蝸桿軸線方向,y軸方向為垂直于蝸桿軸截面的方向,如圖1所示,建立工件坐標系。
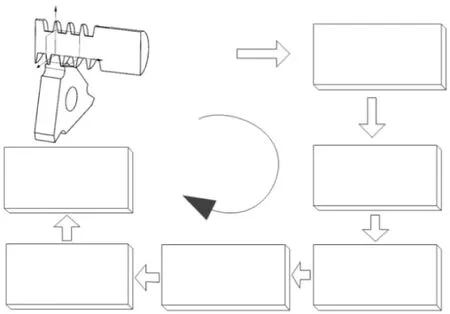
圖1 旋風銑系統研究流程
1.2 刃口線與螺旋面的交點求解
刀具旋轉γ后與蝸桿螺旋面的嚙合線為空間曲線,若使旋風銑刀具的側刃口線與蝸桿螺旋面嚙合的曲線保持一致[4],則提升了刀具的加工難度。為方便刀具加工,且保證蝸桿在節圓處的配合精度,因此求解刀具在蝸桿節圓處刃口線與蝸桿螺旋面的交點,刀具左右兩側交點連線所形成的刃口線即滿足蝸桿節圓處的配合要求。如圖2所示,以下通過單頭阿基米德蝸桿螺旋面與刀具在蝸桿節圓處刃口線(以下簡稱節圓刃口線)的左側交點求解為例。
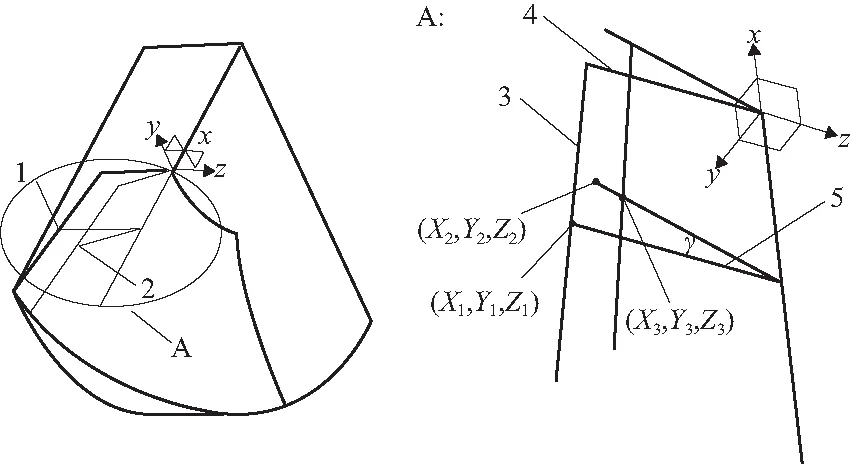
1—刀具旋轉γ前的前刀面廓形;2—刀具旋轉γ后的前刀面廓形; 3—側刃口線;4—主刃口線;5—節圓刃口線。 圖2 刃口線求交示意圖
在圖1所示工件坐標系中,刀具旋轉前的節圓刃口線左端點的坐標為(X1,Y1,Z1),計算公式如下:
(1)
式中:R1為蝸桿節圓半徑;r為蝸桿齒根圓半徑;Ld為刀具旋轉前的節圓刃口線長度。
刀具前刀面廓形x軸為回轉軸線并沿著順時針方向旋轉一個螺旋升角γ,旋轉后的節圓刃口線左端點的坐標為(X2,Y2,Z2),計算公式如下:
(2)
(3)
式中γ為螺旋升角。
刀具旋轉一個螺旋升角γ后,節圓刃口線與蝸桿螺旋面相交;解算該相交模型,實則是求解已知直線方程的空間直線與已知參數的空間螺旋線的求交問題。簡化該相交模型,如圖3所示。圖3(a)為圖2所示相交模型中徑向方向抽象出的數學模型,圖3(b)為圖2所示相交模型中軸向方向抽象出的數學模型,計算公式如下:
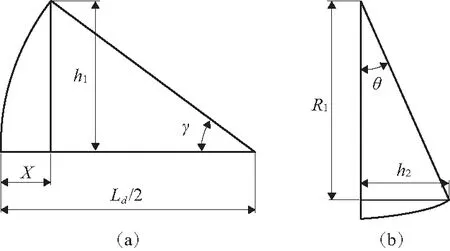
圖3 數學模型求解
(4)
式中:Pz為螺旋線導程;θ為螺旋線從軸截面到交點處旋轉的角度;X為螺旋線從軸截面旋轉到交點,在軸線方向的投影距離;h1、h2為螺旋線從軸截面旋轉到交點,在y軸方向的投影距離。
聯立求解方程組(4),得出一三角超越方程如下:
(5)
式(5)無法通過初等數學知識求解,需采用數值方法計算。在精度要求范圍內,利用數值二分法近似求解螺旋線從軸截面到交點處旋轉的角度θ;在迭代計算中,設置二分法的收斂闕值為0.000 01,搜索函數為:
(6)
通過多次迭代計算,求解出θ,即旋轉后的節圓刃口線與螺旋面的交點坐標為(X3,Y3,Z3)。由于左右兩側螺旋面呈對稱分布,故旋轉后刃口線的長度為交點到坐標原點距離的2倍,計算公式如下:
(7)
(8)
式中Ld1為刀具旋轉后在蝸桿節圓處的刃口線長度。
刀具旋轉后在蝸桿節圓處的刃口線長度Ld1求解后,根據刀具廓形的成型原理以及蝸桿的參數推導公式,可計算出刀具前刀面廓形的所有坐標,具體公式見4.1節。
2 刀具廓形二維數據信息智能交互
DXF文件作為AUTOCAD軟件與外界數據交換的接口,文件包含了刀具設計尺寸的所有信息,通過高級語言可讀取DXF文件中的“組碼”數據,獲取AutoCAD圖形的所有信息并可直接用于制造端[5]。根據生產加工需求的不同,設計人員設計的刀具形狀各異,但通常情況下刀具的輪廓形狀由直線和圓弧組合而成,一般不以樣條曲線作為刀具輪廓。因此,該系統僅針對由直線和圓弧組成的刀具輪廓進行分析、研究,對樣條曲線不作具體分析[6]。
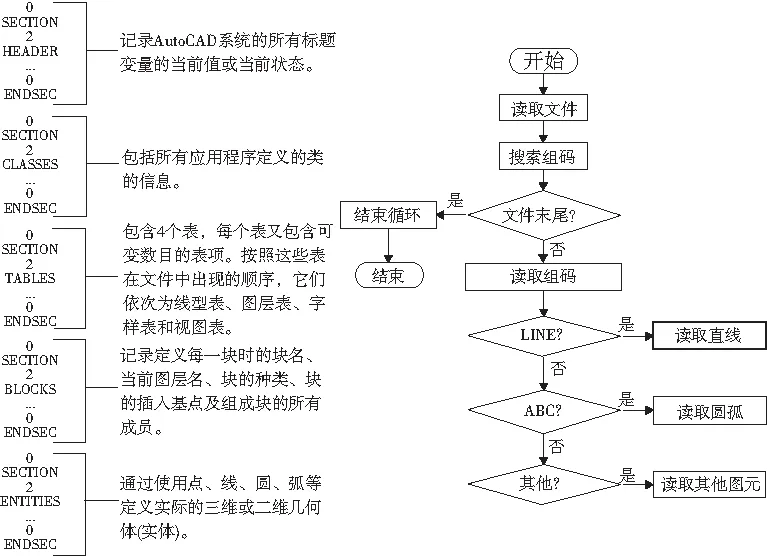
圖4 DXF文件結構及圖元讀取流程圖
設計人員設計的刀具輪廓為二維平面圖形,因此在上位機讀取圖元數據信息時不提取各圖元的z坐標值。如表1和表2所示,在DXF文件中對直線的描述通過下述方式: “AcDbline”作為直線的組碼,在“AcDbline”后的組碼10后存放直線的起點x坐標,在組碼20后存放直線的起點y坐標,在組碼11后存放直線終點的x坐標,在組碼21后存放直線終點的y坐標。對圓弧的描述通過下述方式:以“AcDbCircle”作為圓的組碼,在“AcDbCircle”后的組碼10后存放圓弧圓心的x坐標,在組碼20后存放圓弧圓心的y坐標;以“AcDbArc”作為圓弧組碼,在“AcDbArc”后的組碼40后存放圓弧的半徑值,在組碼51后存放圓弧的起始角度值,在組碼52后存放圓弧的終止角度值。
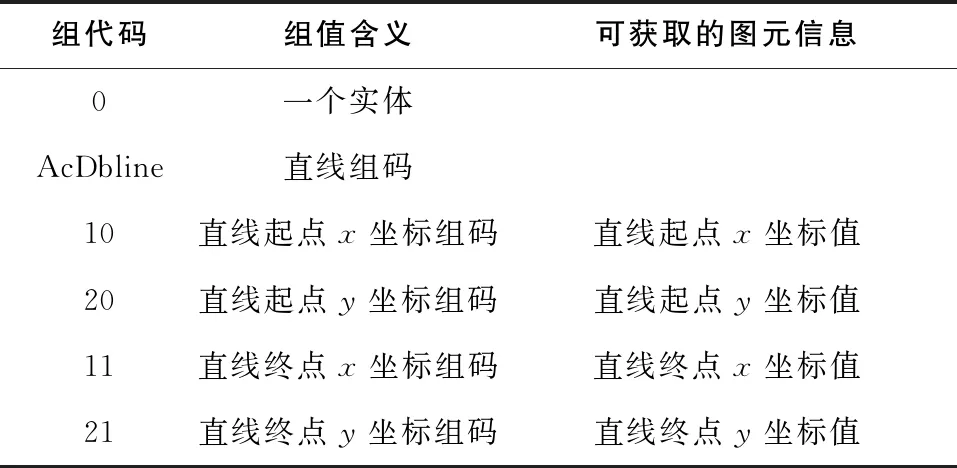
表1 表征一條直線的實體數據
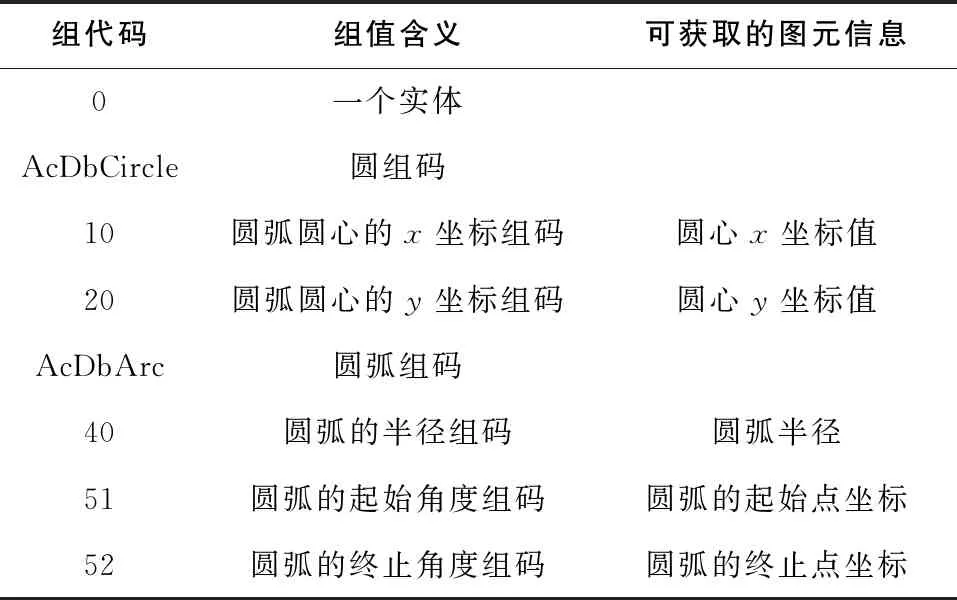
表2 表征一段圓弧的實體數據
已知DXF文件中直線和圓弧的組碼值與數據存放格式,在上位機中利用讀取文本文件的方式將DXF文件中的數據通過讀取行數據的方式讀入計算機中,當讀取至相應的組碼時記錄下組碼相應的圖元數據信息。刀具設計文件讀取結束后,圖形文件中的各直線起點坐標(Xis,Yis)與直線的終點坐標(Xie,Xie)均已存入上位機中存放直線數據的變量中(i為直線的數量);圖形文件中各圓弧的原點坐標(Xj,Xj)、圓弧的半徑γj及各圓弧的起始角度δjs和終止角度δje均存入相應的變量中(j為圓弧的數量)。至此,可得到刀具設計特征數據中各個圖元的信息,包括直線的數量、各條直線的起始點坐標以及圓弧的數量、圓弧的圓心坐標、圓弧的起止點坐標、圓弧的類型等信息。
3 旋風銑刀具系統設計
VB.NET作為工業領域常用的上位軟件,除較強的計算能力外,還具有強大的UI圖像設計功能,利用Graphics類的PictureBox控件,能加載不同格式的圖片于交互窗口以及根據坐標點繪制二維圖像,能夠滿足刀具前刀面廓形的實時繪制、顯示,并通過該軟件實現DXF文件的訪問、數據讀取、數據修改、保存文件等功能,實現旋風銑刀具系統的人機交互[7]。
旋風銑蝸桿刀具系統界面由4個版塊構成:第1個版塊為蝸桿參數,其參數值由加工人員根據加工圖樣設定,包括齒形角、軸向模數、直徑系數等參數。參數下方自動生成蝸桿軸向齒形的剖視圖,便于操作人員對各個參數值的理解;第2個版塊為示意圖,根據組成刀具廓形各個直線段的起始坐標點,利用PictureBox控件中的DrawLine函數,繪制出前刀面廓形和B-B截面剖視圖;第3個版塊為刀片尺寸,包括刀片厚度、刀片長度、內接圓直徑,其值根據蝸桿的大小選擇適當的刀片型號;第4個版塊為刀具參數,由系統根據以上算法自動生成,其值可直接用于生成刀具廓形的DXF文件并用作刀具加工。
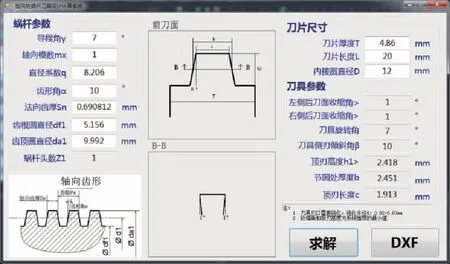
圖5 系統界面示意圖
4 刀具廓形三維建模與加工實例驗證
4.1 UG三維建模驗證
為判斷算法的準確性,通過UG三維建模進行驗證。驗證原理如下:已知一單頭阿基米德蝸桿的廓形參數,利用UG模擬成型法加工蝸桿,再將蝸桿模型與理論蝸桿廓形尺寸進行對比,最后得出結論[8]。蝸桿參數如表3所示。
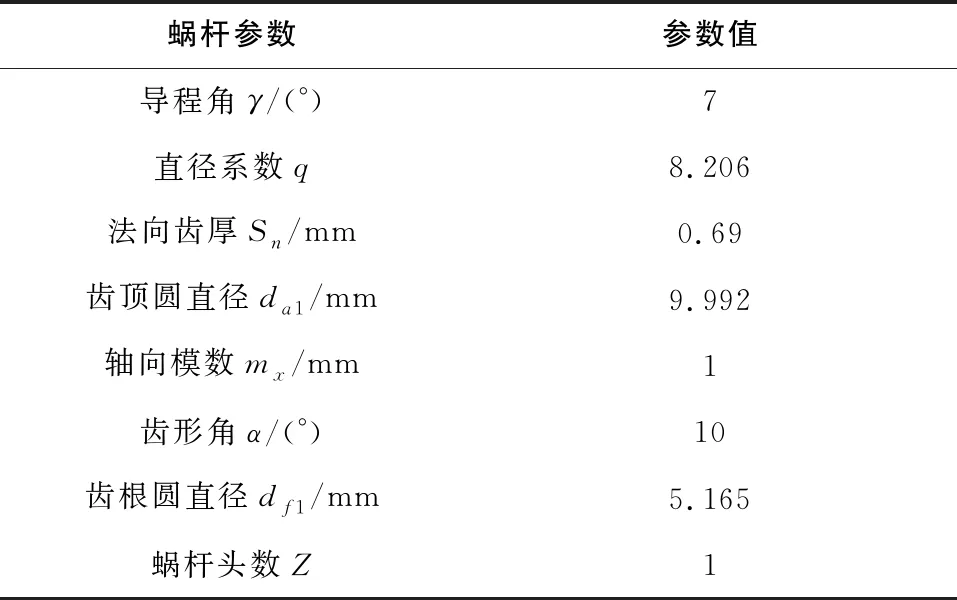
表3 蝸桿參數
使用螺旋線命令導入一螺旋線,默認矢量方向為z軸方向,旋轉角度為0°,直徑為蝸桿節圓處直徑8.206mm,螺距為3.165mm,起始長度和終止長度分別為0和15mm。
使用“插入—基準/點—基準平面”命令,選擇一角度類型,平面參考選擇z-x平面,通過x軸,角度為7°,其余為默認選項,用來模擬刀具軸線與工件軸線成一螺旋升角。
利用蝸桿參數計算出刀具的廓形坐標,計算公式如下:
(9)
(10)
式中:Sx為軸向齒厚;Sn為法向齒厚;α為齒形角;Px為齒距;Z為蝸桿頭數;hf1為齒根高;hα1為齒頂高;df1為齒根圓直徑;d1為節圓直徑;dα1為齒頂圓直徑;L為刀具側刃口線長度。
在新建的基準平面上,根據以上公式計算出的刀具廓形尺寸,創建刀具廓形模型并沿著螺旋線掃掠,得到掃掠后的模型再與工件毛坯圓柱進行布爾求差運算,最后得到蝸桿模型,如圖6所示。
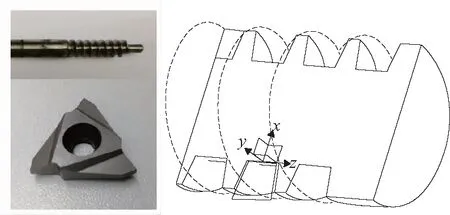
圖6 加工實物與理論驗證模型
4.2 加工實例驗證
打開系統:第1步將上述蝸桿的各個參數輸入到蝸桿參數板塊;第2步為設置刀具尺寸參數,根據蝸桿的大小選擇內接圓為12mm、刀片厚度為4.86mm、刀片長度為
20mm的毛坯刀具;完成前兩步的設置,可進行求解運算,刀具的二維廓形圖顯示在前刀面板塊,B-B板塊繪制出其B-B向的投影視圖;完成計算后可導出刀具的DXF文件,根據DXF文件設計刀具的前刀面廓形,并加工蝸桿。結果如圖6所示。
5 結語
1) 計算結果顯示:計算所得蝸桿節圓處的軸向齒厚為0.695 1mm,三維模型中蝸桿軸向齒厚為0.694 6mm,誤差Δx=0.000 5mm,滿足該蝸桿加工的精度要求;通過求解刀具加工時在蝸桿節圓處的刃口線長度,進而求解刀具的廓形,以直線刃代替曲線刃,既保證了蝸輪蝸桿副在節圓處的配合精度,降低了刀具加工的難度,也適用于一般精度的蝸桿加工要求。
2) 對于任何阿基米德蝸桿,只要在旋風銑蝸桿刀具系統中輸入蝸桿和刀具的原始參數γ、mx、q、α、Sn、df1、dα1、Z1、T、L、D的數據均可直接得出刀具前刀面的廓形數據以及用于制造端交互的前刀面DXF文件。通過這種方法,既方便了刀具的設計,也提高了加工的效率。
3) 加工結果顯示:加工后的蝸桿在節圓處滿足其工作精度要求。