關于提升高真空高溫氣淬爐加熱穩定性的研究
2020-10-20 07:55:56滕廣力
科學與信息化 2020年17期
滕廣力
摘 要 為了滿足對大型鈦合金、不銹鋼等材料的熱處理,越來越多的大型高真空高溫熱處理設備投入使用;該類設備造價高,控制系統復雜,且大多為國外進口設備,設備故障后維修周期長,備件價格高,該類設備故障后往往能夠影響一個企業的正常生產;本文主要針對國外TAV臥式高真空高溫氣淬爐進行分析,通過對真空爐通信網絡、加熱控制原理、冷卻系統等方面研究,提升真空爐運行穩定性。
關鍵詞 調功器;加熱帶;熱輻射;溫均性;PID調整;絕緣阻值
1設備概述
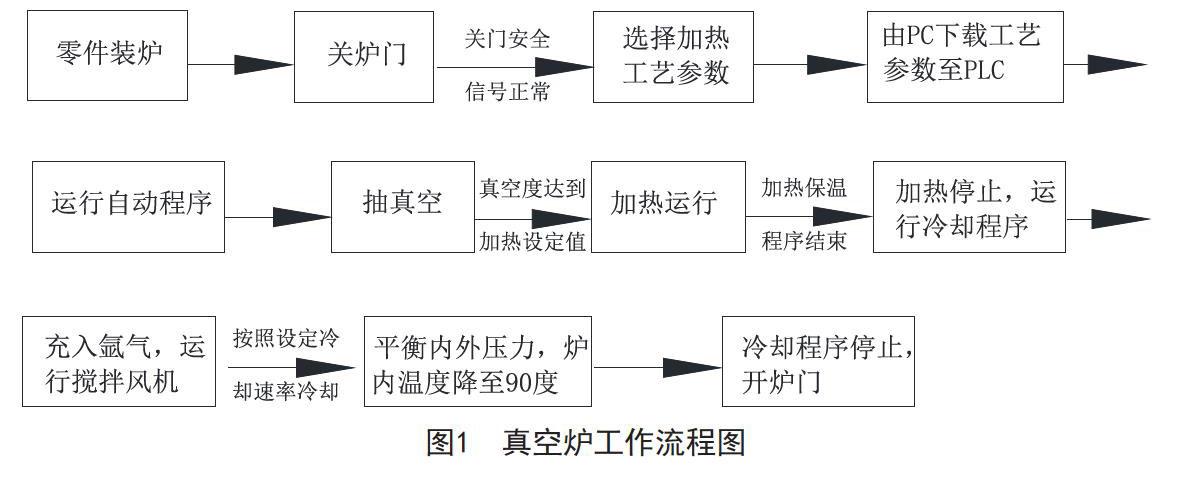
1.1 臥式真空氣淬爐工作流程
在運行自動加熱程序時,必須保證安全信號正常,安全繼電器工作正常,冷卻水壓正常,系統無報警。
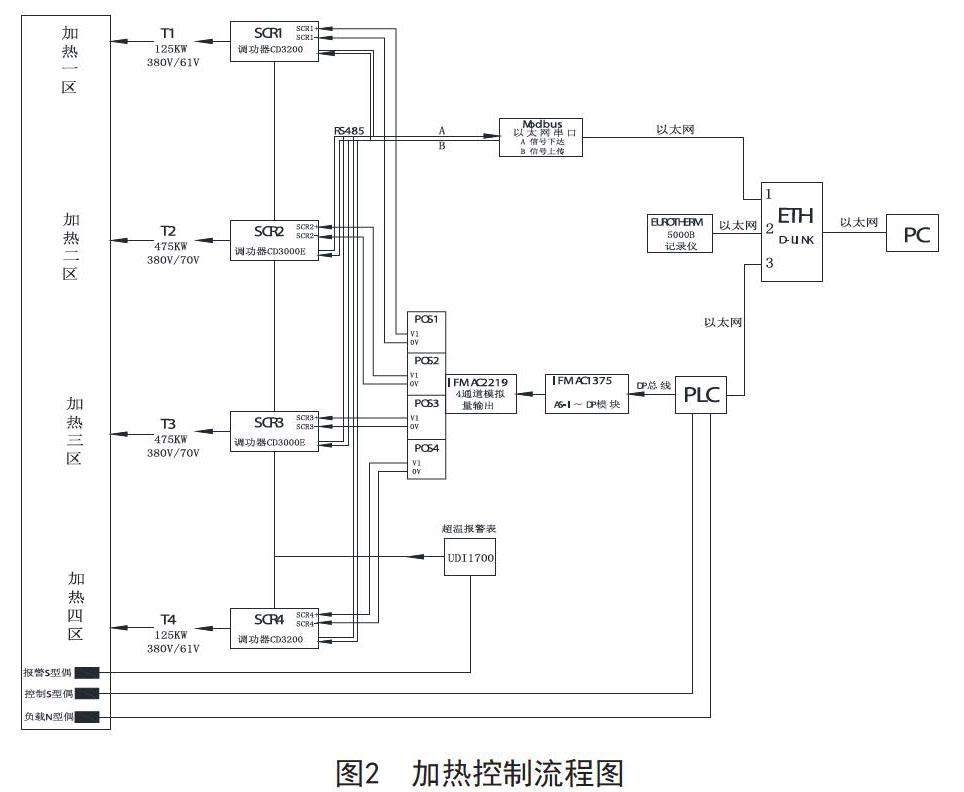
1.2 加熱系統網絡拓撲圖
加熱系統主要由調功器、變壓器及鉬制環形加熱帶組成,加熱控制為全段式PID調節。
臥式真空爐共分4個溫度控制區:1區、2區、3區、4區,4個區分別由4臺調功器控制,采用熱輻射方式進行加熱。在中部和后端部分布4根“S”形控制熱電偶,用于加熱控制系統的爐溫控制; 2區、3區分布2根“S”形安全熱電偶,由溫控表UDI1700采集信號,用于爐內的超溫控制;爐體內分布19根“N”型負載熱電偶,用于工件加熱曲線的記錄;其中控制熱電偶和負載熱電偶均由PLC進行采集,PLC由路由器通過工業以太網與5000B記錄儀進行數據交換[1]。
2真空爐溫均性調試
真空爐主要分為4個加熱區,其中1區和4區為單相補償控制,2區和3區為三相PID控制。控制信號由AC2219模塊轉換為4通道的0~10V的電壓信號控制調功器輸出功率的大小,1區和4區根據與中區2、3區的溫度差及系統設置的加熱速率輸出對應的百分比,1區和4區將PLC的控制輸出分為:10%、20%、30%、40%、50%、60%、70%、80%、90%、100%,并對應AC2219控制模塊的0~10V 電壓信號;2區和3區通過設定溫度與實時溫度值通過PID計算PLC輸出對應的值,并由AC2219模塊轉換為0~10V 電壓信號。
系統2區原有PID值為:20、250、40,3區原有PID值為:15、250、40;在多次整定后現有2區PID值為:20、550、28,3區PID值為:20、550、28;在整定后進行加溫測試時,9點溫度依舊偏高,在加熱結束將爐門打開后發現,爐膛內鉬制加熱帶由于高溫變形,造成9點附近兩個加熱帶距離過近,造成輻射溫度過高,在對加熱帶固定支架調整后,溫度均勻性滿足±5℃[2]。
3真空爐加熱系統絕緣阻值研究
熱處理爐爐體為中空設計,中間為冷卻水循環回路,在爐子運行時為爐體降溫,爐體上留有電極進入爐體內的孔,為了防止熱輻射對電極造成損壞,因此在電極上下端留有冷卻水循環系統;通過冷卻水交互裝置,各電極及需降溫部位均由橡膠軟管連接,保證為各部件提供一個安全的工作溫度環境。
3.1 爐內加熱系統絕緣研究
在進行加熱運行時,系統報警,在對變壓器后端加熱負載斷開后,測量加熱帶對地絕緣阻值,整個加熱系統對地導通,無法滿足加熱系統工作所需絕緣阻值。
將加熱帶和電極脫離,并將加熱帶支撐架拆卸分解,在對加熱帶和加熱帶支撐架仔細分析后發現:在加熱帶和支撐架上吸附了大量黑色金屬氧化物,且不容易去除,在爐膛和隔熱屏中間存在大量黑色金屬氧化物粉末;加熱帶支撐架主要起支撐固定加熱帶和保證加熱帶與爐體絕緣作用。
解決措施
(1)對所有加熱帶支撐架附件進行吹砂工藝處理,去除表面吸附的金屬氧化物;更換絕緣瓷套,并清理爐內和5層隔熱屏之間的金屬氧化物粉末。
(2)改進加熱帶與爐體絕緣結構,現將每層隔熱屏之間加裝絕緣瓷套,保證整個加熱系統與爐體之間絕緣性更好。
3.2 冷卻系統絕緣研究
在將加熱系統絕緣處理完成,再次對加熱帶與爐體絕緣阻值測試,2區、3區和4區絕緣均符合要求,但1區爐門加熱帶對爐體阻值仍為導通狀態,在后續發現其1區電極上冷卻水管被擊穿,導致水管由絕緣狀態變為導電狀態,對絕緣冷卻橡膠水管擊穿原理分析,橡膠絕緣體主要有以下四大性質:
(1)電氣絕緣性質。①導電性:加壓后有微小電流通過;②絕緣擊穿:達到某電壓時電流急劇增大,絕緣體變導體;
(2)電介質性質。①介質極化:介質在電場中電荷中心重新分布,對外顯電性(相對介電常數為3~3.5);②介電損耗:當施加交流電壓時,物質內部電荷往復運動、吸收電源能量、發熱。
絕緣橡膠水管加上電場時,介質發生損耗,引起發熱,使介質溫度升高,而介質的電阻具有負的溫度系數,即溫度上升時電阻將變小,這又會使電流進一步增大,損耗發熱亦跟著增大,因此如果介質中發生的熱量比發散的熱量大時,介質溫度將不斷上升,進一步將引起介質分解、碳化等,使介質擊穿。
在爐體上留有電極進入爐體內部的預留孔,爐體與電極密封端之間使用水套密封,由于預留孔內部密封未處理好,導致部分熱輻射從爐體內部散發出來,造成橡膠水管溫度升高;在大電流(4000A電流)形成的強電場環境中,且水管中的水存在游離的鎂離子、鉀離子等,使介質損耗增加,介質溫度將不斷上升,進一步將引起介質分解、碳化等,使橡膠介質被擊穿[3]。
4結束語
通過對真空爐的加熱控制系統研究,掌握了溫均性不達標時加熱系統的全段式PID調整方法。對加熱帶絕緣阻值導通原因分析,通過對加熱帶及加熱帶支撐架金屬物質分析,優化工藝流程,改善加熱帶絕緣結構,提高真空爐加熱系統運行穩定性;通過分析真空爐冷卻系統絕緣橡膠水管擊穿原理,采用合理技術手段,規避橡膠水管被擊穿條件,為電極和加熱系統提供穩定可靠的冷卻環境,減少真空爐由于冷卻不足引起的部件損壞及加熱系統不穩定現象。
通過對國外TAV臥式真空氣淬爐控制系統研究,減少了設備故障率,節省了維修費用,為國外先進熱處理設備修理提供了新思路。
參考文獻
[1] 漆漢宏.PLC電氣控制技術[M].北京:機械工業出版社,2012:69.
[2] 齊占慶.電氣控制技術[M].北京:機械工業出版社,2002:202.
[3] 陳繼武.溫控技術在加熱爐中的應用[M].北京:機械工業出版社,2000:119.
