高溫環(huán)境、低溫介質條件下核電廠管道焊縫滲透檢測工藝相關標準
2020-10-17 06:10:02劉恩凱施建輝張大勇
無損檢測 2020年10期
劉恩凱,施建輝,張大勇,方 磊
(陽江核電有限公司,陽江 529500)
滲透檢測的基本原理是毛細作用,其主要檢查非多孔性材料的表面開口性缺陷, 具有顯示直觀、靈敏度高、不受幾何形狀和缺陷方向影響等特點。滲透劑液體分子運動、潤濕程度(表面張力系數)和黏度等性能參數受溫度變化的影響,主要影響參數為滲透能力(SPP 靜態(tài)滲透參量)和滲透速度(KPP 動態(tài)滲透參量)[1]。
滲透檢測標準規(guī)定的檢測溫度范圍為 10~50 ℃(個別標準為5~50 ℃)。 當溫度低于標準溫度時(例如10 ℃以下),滲透液黏度大,分子運動速度慢,滲透速度慢,表面張力大,導致滲透劑滲入缺陷能力下降,最終影響缺陷的檢出率和檢測靈敏度。
對于低溫條件下的滲透檢測工藝,不同的檢測標準給出了詳細的對比鑒定要求。例如ASME(美國機械工程師協(xié)會)標準中針對檢測溫度低于 10 ℃時,需要在鋁合金對比試塊上進行檢驗技術的鑒定。
但是在核電系統(tǒng)的無損檢驗工作中,會遇到因管道冷卻介質導致的被檢測工件表面溫度過低,且場所環(huán)境溫度過高、濕度過大的工況。如 CPR1000電站DEL(電氣廠房冷卻水系統(tǒng))系統(tǒng)電氣廠房冷卻水系統(tǒng)管道焊縫,因其管道內部流體溫度低,而外部環(huán)境溫度高,尤其在夏季潮濕的天氣環(huán)境時,管道上因空氣冷凝始終掛著水珠,影響滲透檢測的實施及檢測靈敏度。
因此,為了研究該工況條件下的滲透檢測工藝參數及檢測注意事項,保證檢測結果的可靠性,筆者通過分析不同標準對低溫條件下滲透檢測工藝的詳細要求,同時結合現場實際工況,通過相關試驗擬制定出一套滿足現場工況的滲透檢測工藝。
1 核電廠常用標準對低溫條件下滲透檢測的規(guī)定
1.1 RCC-M 標準相關要求及試驗驗證
RCC-M MC 《壓水堆核島機械設備設計和建造規(guī)則 力學性能試驗方法》 滲透檢測標準的主要參考標準為NF A09-120 《滲透檢測的一般要求》。但部分內容仍然按照RCC-M MC 4200章節(jié)的相關要求執(zhí)行。
RCC-M MC規(guī)定滲透檢測過程中,被檢測零件和滲透劑系統(tǒng)(包括滲透劑、清洗劑、顯像劑)的溫度應始終保持在10~50 ℃。檢測前需要對被檢測工件表面以及滲透劑系統(tǒng)進行溫度測量,而實際上滲透劑系統(tǒng)的溫度測量容易被忽略,一般主要進行檢測工件表面的溫度測量。當滲透劑系統(tǒng)溫度低于標準溫度時,可以采用加熱的方式提高其溫度,但是不允許用火焰直接加熱,一般可以放在溫度不超過 30 ℃的水中進行加熱。
在低溫條件下,RCC-M MC標準允許的最低檢測溫度為5 ℃。當檢驗溫度為5~10 ℃時,特殊檢驗情況(RCC-M MC定義為低溫下的滲透檢測)必須滿足以下操作要求:施加顯示劑時,應使用噴霧罐進行施加;在使用時,顯像劑的溫度大約為20 ℃。此外,干燥過程應使用風吹加速干燥;如果可能則吹熱風, 但是被檢件表面溫度不得超過50 ℃。
(1) RCC-M標準規(guī)定對于低溫下的檢測不需要進行對比鑒定試驗, 對于顯像劑的施加方法和溫度要求提出了詳細要求。
(2) 在任何溫度條件下,滲透時間至少為20 min,不區(qū)分低溫和常溫條件下滲透時間的差異。
(3) 檢測溫度低于5 ℃時,不允許進行檢測。
(4) 對顯像劑的干燥過程,提出了加速干燥的方法及溫度要求。
為了驗證低溫條件下標準規(guī)定的檢測靈敏度和操作工藝的正確性,擬采用同一缺陷試塊(B型鍍鉻裂紋試塊)分別在低溫條件和標準溫度范圍進行檢測工藝驗證,其檢測結果如表1 所示。
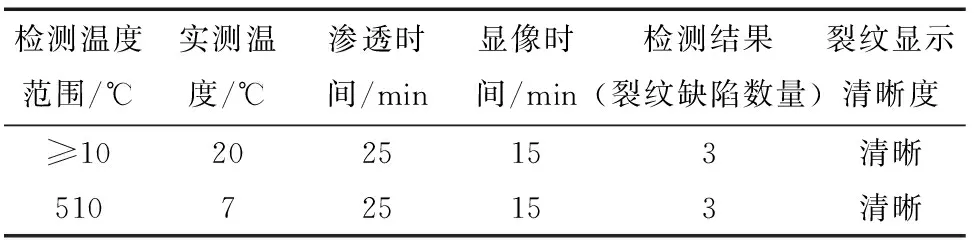
表1 RCC-M MC標準下滲透檢測對比試驗條件
1.2 ASME 標準要求及驗證試驗
在ASME 標準第V卷 《鍋爐及壓力容器規(guī)范 第V卷 無損檢測》(2004)標準T-652章節(jié)明確規(guī)定:標準溫度條件下,滲透劑系統(tǒng)和被檢測零件的表面溫度在整個檢測過程中都為10~52 ℃。檢測過程中允許進行局部的加熱或冷卻,但零件的溫度必須保持在10~52 ℃。當檢驗溫度不在標準溫度條件下時,則需要對其他溫度檢驗方法進行鑒定, 即利用對比試塊進行鑒定。
在標準溫度條件下,ASME標準第V卷給出了不同材料、不同成型方式、不同缺陷類型所需要的最小滲透時間。對于非標準溫度條件下,當檢驗溫度低于10 ℃時,其檢測工藝參數(滲透時間、干燥時間、顯像時間等)需要在低溫條件下用對比試塊進行鑒定試驗。在低溫條件下,試塊上顯示的痕跡和標準溫度范圍檢驗時的痕跡基本相同,則可認為該低溫條件下的滲透檢測工藝是經過鑒定且可行的,允許現場應用。
(1) ASME 標準第V卷標準規(guī)定,非標準溫度范圍下的檢測需要進行對比鑒定試驗。
(2) 滲透檢測工藝參數(滲透時間、干燥時間、顯像時間等)的要求應同時滿足ASME第V卷表T-672(標準溫度條件下的要求),及非標準溫度下檢測工藝鑒定的結果。
(3) 非標準溫度下的滲透檢測需要滿足技術鑒定要求,與標準溫度下得到的痕跡顯示基本相同。為了驗證不同溫度條件下相同檢測工藝檢測結果的差異,擬采用同一缺陷試塊(B型鍍鉻裂紋試塊)分別在3種不同溫度條件下進行檢測工藝驗證,其檢測結果如表 2 所示。
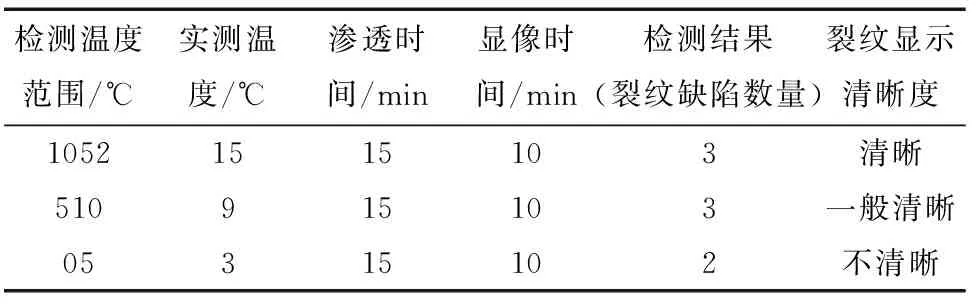
表2 ASME標準不同溫度下的滲透檢測對比試驗結果
為了進一步對 3,9,15 ℃溫度條件下的滲透檢測工藝操作方法進行鑒定, 在鋁合金對比試塊上按照ASME標準低溫條件下滲透檢測操作的鑒定要求,按照上述滲透檢測工藝,在9 ℃和3 ℃兩種低溫條件下進行對比試驗,試塊的檢測溫度為15 ℃。
(1) 標準溫度條件下,15 ℃試塊的痕跡顯示清晰可見。
(2) 在9 ℃條件下試塊上痕跡顯示(見圖1)明顯優(yōu)于3 ℃檢測溫度條件下的(見圖2)。
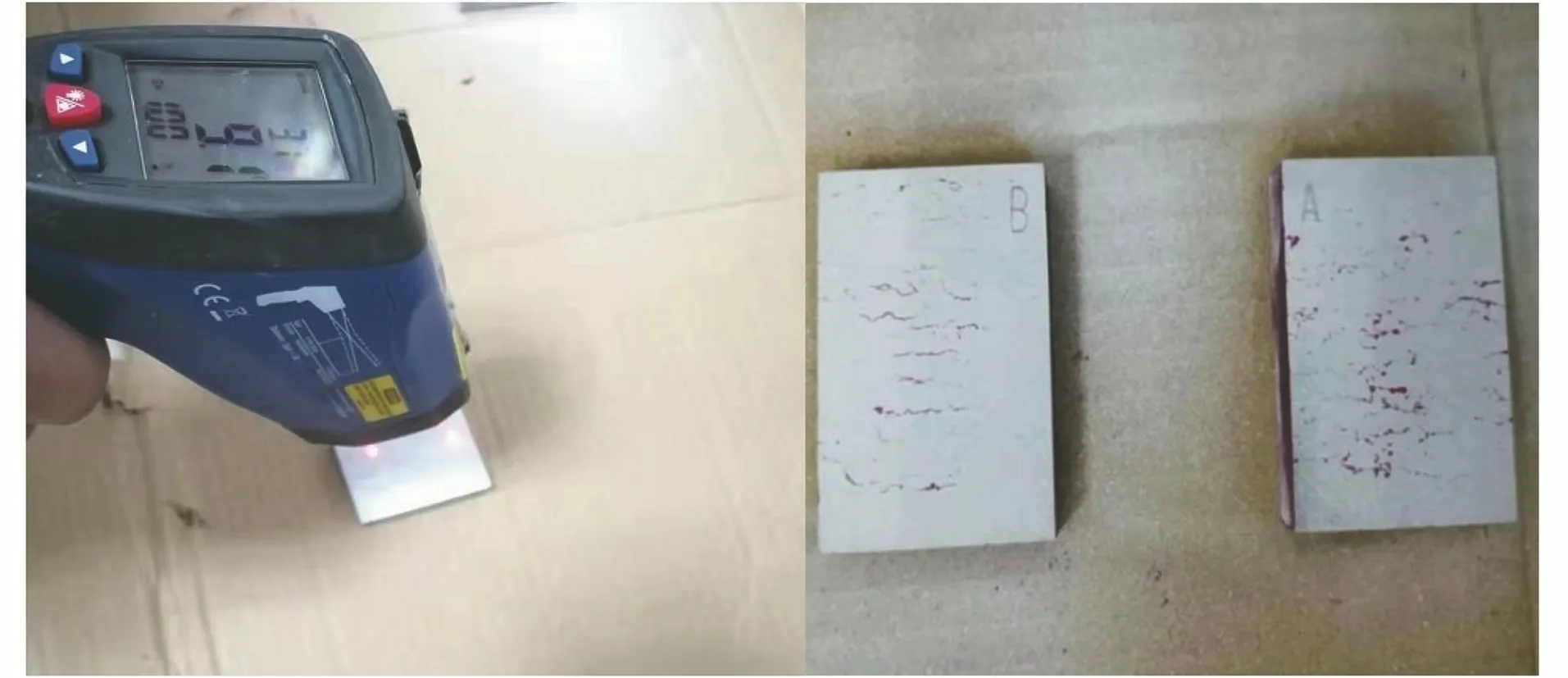
圖1 9 ℃檢測溫度條件下的對比試驗現場
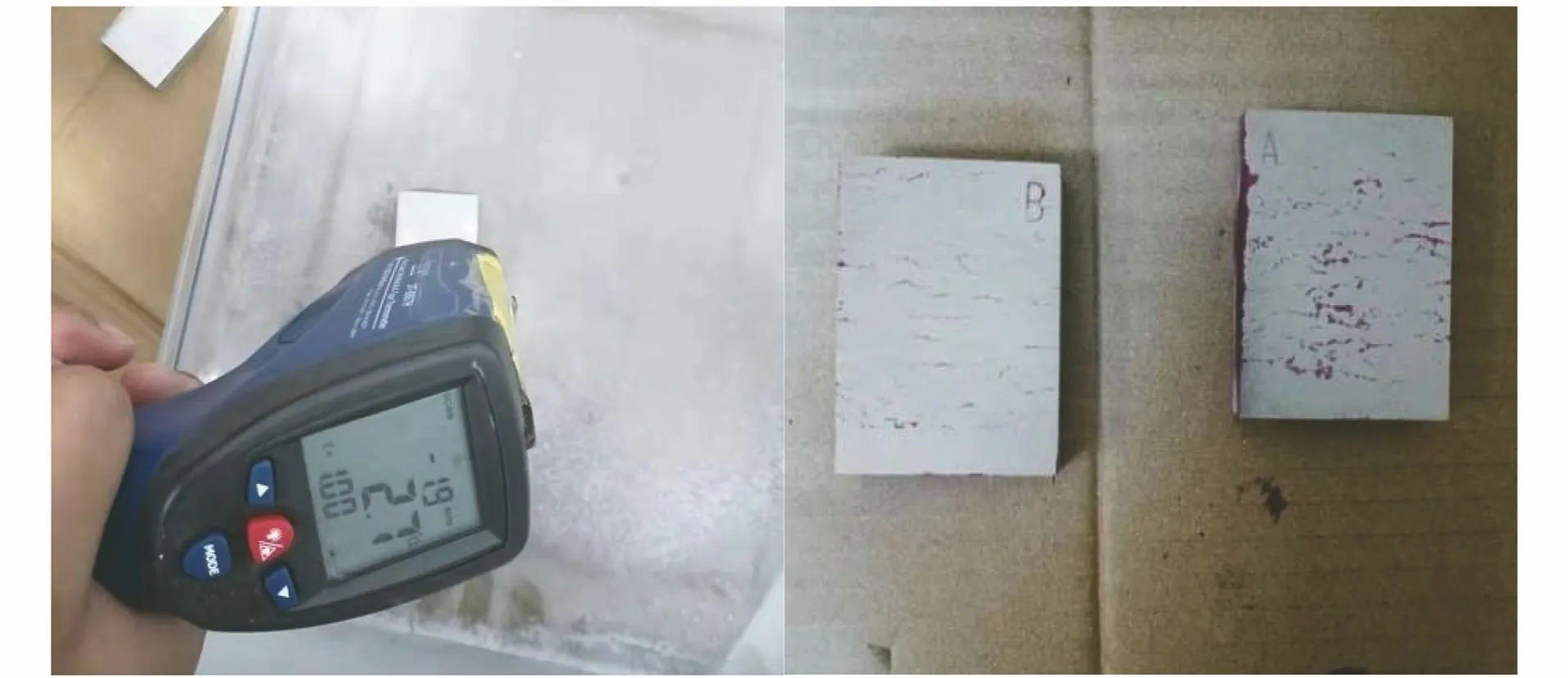
圖2 3 ℃檢測溫度條件下的對比試驗現場
1.3 標準比對
當規(guī)定按照RCC-M MC標準進行檢測時,通過上述標準分析及試驗結果,得出以下結果。
(1) RCC-M MC標準規(guī)定的低溫條件下(5~10 ℃)的檢測工藝參數(顯像劑施加方法及溫度、干燥要求等)可以滿足檢測靈敏度要求(都為3處裂紋顯示)。
(2) RCC-M MC標準規(guī)定的檢測工藝更具有可操作性且應用靈活,更符合現場實際應用。
(3) 顯像劑溫度要求在20 ℃左右有利于顯像劑噴出時呈霧狀,顯像涂層薄而均勻。
當規(guī)定按照ASME第V卷標準進行檢測時,通過上述標準分析及試驗結果得出以下結論。
(1) 同一滲透檢測工藝條件下,隨著溫度的降低,檢測靈敏度、缺陷顯示清晰度降低。
(2) 標準規(guī)定的低溫條件下的鑒定方法往往與實際檢測情況不符, 影響低溫鑒定技術的可操作性。例如,標準要求將試塊及所有滲透材料都冷卻到預定溫度,但是實際上面臨的更多情況為被檢工件表面溫度低于標準溫度,而滲透材料表面溫度處于正常溫度范圍(10~52 ℃)內。
(3) ASME 標準需要進行非標溫度下檢驗工藝的鑒定,可操作性、應用靈活性不如RCC-M標準的。但是ASME標準可以對低于5 ℃條件下的工件進行滲透檢測,而 RCC-M標準則無相關規(guī)定。
(4) 溶劑懸浮顯像劑在溫度較低時的分散性差,噴出的顯像劑呈顆粒狀,難以形成薄而均勻的涂層。
2 表面凝水對滲透檢測的影響
試驗中采用的滲透檢測方法為溶劑去除型著色法,常用的著色滲透劑型號有 DPT-5、DPT-8、核工牌、船牌等。
對于滲透劑性能來說,一般要求其具有一定的容水量,水的含量不低于5%(體積分數)。滲透劑的容水量過大會導致滲透劑出現凝膠、混濁、相對濃度降低等影響檢測靈敏度的現象。因此,在實際檢測時,隨著滲透時間的增加,在檢測工件表面溫度過低,且場所環(huán)境溫度過高、濕度過大的工況條件下,檢測工件表面的凝水將影響滲透檢測的滲透效果。
正常情況下,干燥溫度、干燥時間不能太長,否則缺陷中的滲透劑容易被烘干,不能形成缺陷顯示。同時,相關標準中一般規(guī)定采用溶劑去除型著色法,在室溫下進行自然干燥,因此為了保證表面干燥狀態(tài)滿足要求,同時干燥時間不能太長,干燥過程建議增加室溫下壓縮空氣并進行吹干。
對于最后的顯像過程,溶劑懸浮顯像劑在使用前應充分均勻攪拌,壓力噴罐應充分搖晃,保證顯像劑粉末處于分散狀態(tài),最終形成薄而均勻的覆蓋層。顯像劑施加前,表面水分子的存在將會影響顯像劑的成型,另外,顯像劑可以增加表面水珠的潤濕能力(見圖3),影響顯像質量。再者,顯像劑成型后,顯像過程中,檢測表面對水分的吸收對顯像劑覆蓋層同樣存在影響(見圖4)。
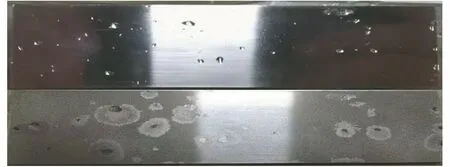
圖3 顯像劑對表面水珠潤濕能力的影響照片

圖4 顯像劑對表面水珠潤濕能力的影響照片
3 檢測工藝優(yōu)化及注意事項
3.1 檢測工藝優(yōu)化措施
通過上述章節(jié)的理論分析及試驗可知,為了解決DEL系統(tǒng)電氣廠房冷卻水系統(tǒng)管道焊縫的滲透檢測問題,重點就是減少表面凝水量。
方法一:對管道內部介質進行排空隔離。
方法二:在不能排空隔離的條件下,應提高檢測表面的溫度,減少與周圍環(huán)境的溫差,同時盡量降低空氣濕度。
對于在運核電機組的檢測,方法二更貼近實際情況。因此,可以考慮采用局部加熱的方式提高檢測表面的溫度,降低與周圍環(huán)境的溫度差。應在較短時間內盡快完成所有的檢測過程,避免溫度降低對檢測的影響。此時的檢測屬于正常標準溫度范圍內的檢測,不需要進行鑒定試驗或者有其他特殊要求[2]。
當無法進行局部加熱,工件表面的溫度低于10 ℃(低溫檢測條件)的檢測狀態(tài)下,檢測工藝參數可以參考 RCC-M MC標準的低溫條件工藝要求。但是為了盡量提高表面溫度,降低溫差,建議滲透劑施加時溶劑溫度保持在30~50 ℃。滲透時間為20 min左右,在保證檢測靈敏度的前提條件下,為了避免溫度降低,不建議滲透時間太長。
在整個滲透時間內,檢測表面的溫度盡量不低于10 ℃,若低于10 ℃則需要提高滲透劑的溫度。干燥過程要在室溫條件下壓縮空氣進行吹干,盡量不要用熱風進行加熱干燥,避免缺陷內滲透劑干涸。施加顯像劑時,懸浮粉末溫度為20~30 ℃(30 ℃是出于壓力噴罐安全方面的考慮,實際上懸浮粉末溫度越高越有利于降低溫差),采用噴罐的方式進行施加,并同時采用壓縮空氣或熱風進行加速干燥,干燥過程表面溫度不能超過50 ℃。顯像劑一干,就持續(xù)觀察表面缺陷的形成并進行詳細記錄。
按照上述方法進行現場檢測時,檢測工藝靈敏度試驗滿足要求,檢測實施效果良好。
3.2 相關注意事項
現場檢測前,首先要確認焊縫的滲透檢測標準,如果要求按照RCC-M MC標準進行檢測,則完全可以按照上述操作工藝執(zhí)行。如果要求按照ASME標準第V卷進行檢測,對于低溫條件下的檢驗技術鑒定方法,則無法提高被檢表面的溫度,所有滲透劑都處于低溫條件,與上述所闡述的工藝參數及操作要求嚴重不符,因此唯一的辦法就是對被檢表面進行局部加熱來減小溫度差對凝水的影響。
4 結語
RCC-M MC標準提出5~10 ℃為低溫下的檢測溫度范圍,并且給出了相關操作的詳細工藝要求;而對于ASME標準,凡是低于10 ℃的檢測溫度,定義為低溫條件,需要在鋁合金對比試塊上進行檢測工藝鑒定。同樣也看出不同標準的核心思想不同,ASME標準著重以實際試驗結果為主,不會給出經驗性或者固定的工藝參數要求,而RCC-M標準是結合ASME標準+法國核電運行經驗綜合形成,具有一定應用經驗,操作性強,在一定程度上降低了檢測人員對標準理解的要求。
通過上述試驗及標準分析可知,對于低溫條件下的滲透檢測工作,首先應確認所采用標準及規(guī)定的低溫范圍,同時檢測者應清楚,在低溫條件下時除面臨滲透檢測工藝不同以外,對零件進行滲透檢測會遇到以下問題[3]。
(1) 被檢表面存在濕氣或結冰。
(2) 溶劑及非水基式顯像劑的揮發(fā)率較低。
(3) 使用顯像劑噴罐時,噴霧不均,有小水滴,影響顯像質量。
(4) 某些滲透劑可能產生沉淀。
因此,檢測前應排除上述存在的障礙。對于工件表面可以采用局部加熱(火焰、電加熱、熱空氣等)的方式提高表面溫度,蒸發(fā)表面的水分或者使用易揮發(fā)的清洗溶劑,如丙酮等,在施加滲透劑之前用丙酮擦拭檢測表面。對于滲透劑、顯像劑應進行加熱,避免發(fā)生物理和化學變化,同時要保證其檢測劑性能如常溫狀態(tài)的一樣有效。
當檢測標準不同時,執(zhí)行的檢測工藝要求也不同,文中結合RCC-M標準,針對高溫環(huán)境、低溫介質的檢測條件制定了詳細的檢測工藝及處理方法,可以很好地解決現場面臨的實際困難,具有一定的借鑒意義。
參考文件:
[1] 胡學知. 滲透檢測[M].北京:中國勞動社會保障出版社,2007.
[2] 肖仲誼,汪揚.低溫條件下滲透檢測工藝改進措施[J].安裝,2011(4):30-31.
[3] 楊志偉.低溫環(huán)境下滲透檢測靈敏度的提高[J].無損檢測,2006,28(8):423-425.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12
專用汽車(2016年4期)2016-03-01 04:13:43