某型機箱提升線束可靠性措施
2020-10-14 16:10:14劉波
科學導報·學術 2020年14期
劉波
摘 要:針對某型機箱在功能振動試驗過程中發生了母板焊盤處有導線斷裂的問題,本文從根本上分析了導線斷裂產生的原因和線束設計方面的不足,分析并排除故障后從工藝方面提出增強該型機箱的線束可靠性的優化措施,從而提升了該型機箱線束在功能振動條件下的可靠性。
關鍵詞:功能振動;導線應力;雙絞屏蔽線;涂膠加固
某型機箱在功能振動試驗開始約10分鐘后發生該型機箱外接的顯示器出現的顯示畫面冒亮線的故障,故障現象具體表現為在振動條件下顯示器畫面上陸陸續續地出現一些雜亂的亮線,當功能振動停止時,顯示畫面又恢復正常亮線消失了。持續幾個振動-停止周期后,外接顯示器畫面徹底變為了黑屏無畫面。
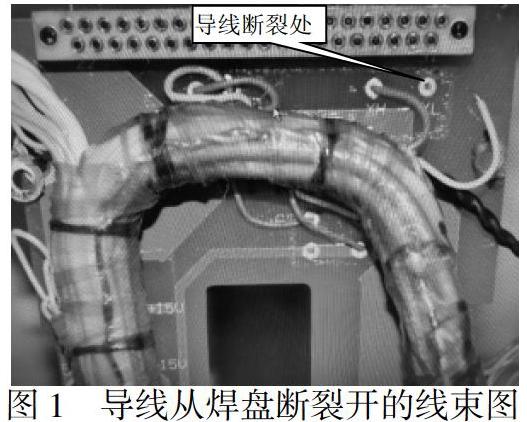
打開該機箱上蓋板,在機箱通電的情況下通過用示波器測量機箱插座上的顯示畫面信號,發現亮度控制信號消失,進一步查找原因發現在該機箱的母板上焊接的傳輸亮度控制信號的導線從母板根部的焊點處斷開,從母板焊點處斷開的導線位置如圖1所示,在機箱通電的情況下拿鑷子夾住斷開的導線頭與母板上斷開的焊盤接觸后外接顯示器畫面重新恢復正常。因此可以斷定該機箱剛開始功能振動時此焊點沒有完全斷裂但已經發生了接觸不良,于是亮度控制信號時斷時續導致顯示器畫面出現冒亮線的故障,多次振動后該傳輸亮度控制信號的導線徹底從母板焊盤處斷開,導致亮度控制信號無法傳輸到該機箱外接的顯示器,最終導致了顯示器黑屏無畫面的故障。
從設計方面來看,該機箱的母板上需要焊線的焊盤的分布比較散亂,導致了該母板上線束敷設路徑比較彎曲,使得線束產生了一定的應力,且主線束和從主線束中引出來的雙絞屏蔽線都沒有采取加固措施,對該型機箱在功能振動條件下的可靠性有一定的影響。
如圖1所示,經查詢該型機箱的接線圖樣,從母板焊盤處斷開的導線規格型號為FPFQ-250-0.14,該類導線屬于外層帶絕緣層的雙絞屏蔽線,這種屏蔽線材料比較硬,導線在彎曲時對焊點處施加的應力較大。由于該機箱內的主線束并沒有固定措施,在功能振動試驗時主線束會發生輕微的晃動,主線束的晃動又帶動了傳輸亮度控制信號的雙絞屏蔽線開始晃動,本來母板上焊點就因雙絞屏蔽線材料較硬而受著一定的應力,在功能振動時雙絞屏蔽線又發生來回晃動,導致焊點處反復受到更大應力的沖擊,焊點逐漸受到破壞,雙絞屏蔽線與該機箱母板焊盤的接觸變得時斷時續,隨著振動次數和振動時間的增加,此焊點最終發生斷裂而導致雙絞屏蔽線與母板焊盤的接觸徹底斷開。
為提升該型機箱線束在功能振動條件下的可靠性,從工藝方面擬采取的優化措施主要為以下幾種:
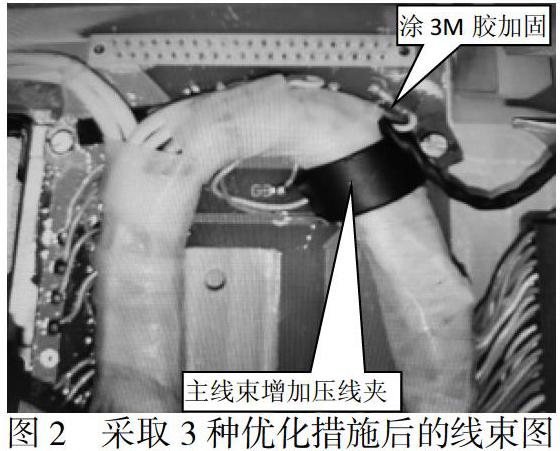
優化措施1:為了避免在功能振動試驗時主線束會發生輕微的晃動,采用在主線束的拐彎處增加一個壓線夾,壓線夾的位置如圖2所示,同時在母板的壓線夾相應位置處增加安裝孔,用于使用緊固件將壓線夾固定在母板上,壓線夾卡住主線束從而避免了功能振動試驗時主線束會發生晃動,從而大大的減輕了傳輸亮度控制信號的雙絞屏蔽線在功能振動時的晃動量。需要注意的是,由于該壓線夾材料為金屬,壓線夾的邊緣有一定的棱角,直接安裝壓線夾卡住線束可能會造成在功能振動過程中壓線夾金屬邊緣棱角與母板上主線束接觸的地方的發生磨損,可能會磨破纏包在主線束最外層的聚四氟乙烯薄膜,甚至磨破主線束內部的導線,因此安裝壓線夾之前需要用黑色熱縮套管纏包住壓線夾并用熱吹風熱縮到位,之后再用緊固件將壓線夾卡住母板上的主線束。
優化措施2:改變雙絞屏蔽線的焊接方式,雙絞屏蔽線原先的焊接方式為立焊,采用立焊的方式會有焊錫導致的導線硬化高度較高。因此提出將雙絞屏蔽線的焊接方式由立焊改為趴焊,即雙絞屏蔽線貼著母板一定距離到達焊盤后在進行焊接,這樣由焊錫導致的導線硬化高度相比較立焊的方式降低了不少,增強了雙絞屏蔽線的焊接可靠性。
優化措施3:為了保護雙絞屏蔽線的焊點,防止雙絞屏蔽線的焊點處受導線應力過大,采用在距離雙絞屏蔽線的焊點大約5毫米處對雙絞屏蔽導線涂3M膠加固的措施。需要注意的是,為了防止雙絞屏蔽線在3M膠固化前可能翹起,可以先使用紙膠帶在涂膠點的兩側將雙絞屏蔽線壓平粘貼固定在母板上,然后在對雙絞屏蔽線的涂膠點處涂3M膠進行加固,待3M膠固化24小時后,再將紙膠帶拆除,此時雙絞屏蔽線即可被牢固的粘接在母板上,使得焊點處受到的導線應力大為減小。3M膠在雙絞屏蔽線上的加固位置如圖2所示。
將采用上文中提到的3種優化措施后的該型機箱重新通電,外接顯示器畫面恢復正常,重新對該機箱進行了約30分鐘的功能振動試驗,功能振動過程中外接顯示器的畫面一直正常沒有冒亮線,從而證明了本文提出的母板主線束加裝壓線夾、雙絞屏蔽線采用趴焊方式且在雙絞屏蔽線距離焊點處約5毫米的位置點3M膠加固的3種優化措施確實能夠有效的提升該型機箱的線束在功能振動條件下的可靠性,該型機箱在功能振動過程中外接顯示器的顯示畫面冒亮線的故障成功排除。
結論:
本文針對某型機箱在功能振動過程中發生顯示器畫面出現冒亮線的問題,從根本原因上分析了母板焊盤處導線斷裂的產生的原因和設計方面的不足,從工藝方面提出將母板主線束加裝壓線夾、雙絞屏蔽線采用趴焊方式且在雙絞屏蔽線距離焊點約5毫米位置點3M膠加固的3種優化措施,最終排除了該型機箱在功能振動過程中顯示器畫面出現冒亮線的故障,有效的提升了該型機箱線束的可靠性。
參考文獻
[1] 樊融融.現代電子裝聯工藝可靠性 [D].北京:電子工業出版社.
[2] 樊融融.現代電子裝聯焊接技術基礎及其應用[D].北京:電子工業出版社.
[3] 莊奕琪.電子設計可靠性工程 [D].西安:西安電子科技大學出版社.