鋼結構裙房大跨度施工穩定性研究
2020-10-13 05:25:53王端程沛棟
中小企業管理與科技·下旬刊 2020年8期
關鍵詞:焊接
王端 程沛棟
【摘? 要】論文研究的裙房大跨度鋼結構為對空心球網架與鋼管桁架進行施工焊接、形成一個雜交結構體系,這種結構形式與技術都有較高的難度。論文介紹了該結構施工方法,操作保證措施及驗收標準。通過驗算獲得的臨界荷載系數判斷結構的整體穩定性、安全性。
【Abstract】The large-span steel structure of the podium studied in this paper is a hybrid structure system formed by welding the hollow spherical grid and steel pipe truss, which has high difficulty in structure form and technology. This paper introduces the construction method, operation guarantee measures and acceptance standard of the structure. The overall stability and safety of the structure can be judged by the critical load coefficient obtained by checking calculation.
【關鍵詞】大跨度;穩定性;焊接;構件
【Keywords】large span; stability; welding; component
【中圖分類號】P755.1? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文獻標志碼】A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文章編號】1673-1069(2020)08-0184-02
1 技術參數選取
考慮本工程的結構特點、施工現場的實際情況及總工期的要求,鋼柱采取單支安裝;鋼梁采取分段制作、分段安裝。
2 施工方法
2.1 鋼梁預拼裝
預拼裝是為了確保對構件進行加工時能夠滿足實際組裝的技術與安全要求,確保技術與安全要求達到設計與預定的載荷要求,減少現場拼裝和安裝誤差。預拼裝驗收主要內容:鋼梁總長度、起拱位置、起拱點高度以及對角線等。本工程鋼梁最大跨度43.35m,綜合考慮制作、運輸和安裝的總體經濟性及吊裝機械性能,鋼梁在工廠分段加工,整體預拼裝,然后分段發運,現場進行分段吊裝,以減小現場拼裝的工作量。
2.2 格構柱支撐安裝與卸載
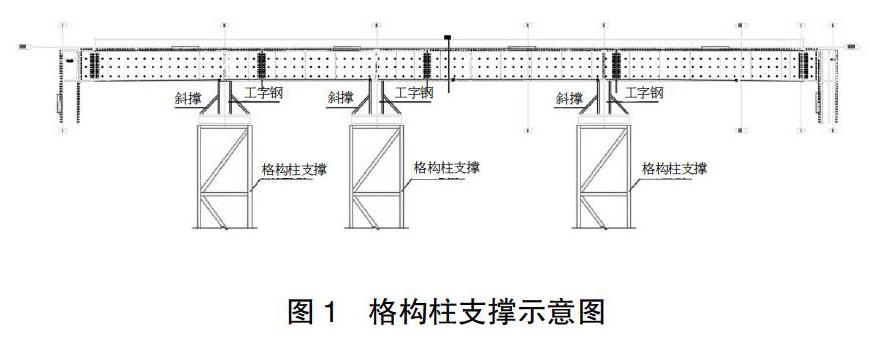
格構柱的支撐布置與結構設計。為保證施工安全,需設置格構柱支撐;支撐除1#、2#外,其余均設在混凝土柱位置;支撐采用格構柱式,尺寸為1.5m*1.5m,弦桿直徑89mm*5mm,腹桿直徑56mm*5mm;底部設置路基箱,路基箱規格為2m*2m*0.15m,路基箱下部與混凝土樓面直接連接,必要時通過設置膨脹錨栓等方式,以防水平滑動。路基箱與混凝土柱成45°放置,這樣能夠保證支撐受力傳到混凝土梁上,避免混凝土樓面受壓破壞。支撐示意圖見圖1。
3 大跨度鋼結構梁焊接
3.1 焊接方法的選取
在考慮根據工藝流程及不同施工工藝的焊接質量、焊接時間、具體施工時的難易程度、抗風荷載等情況后,選擇FCAW為本工程現場的主要施工工藝(焊縫觀感與質量好),手工電弧焊(SMAW)為本工程的補充焊接工藝。選取的焊材能夠滿足熔敷金屬即受焊點的機械性能要高于金屬材質,根據規范與設計要求、參照Q345C材料的性能參數,其性能和質量要滿足現行的國家和行業標準規定。
3.2 鋼結構焊接技術性要求
在焊接過程中要依據高級基準點,建立一級控制網,再建立二級控制網,形成完整統一的測控體系,并定期進行復測與修正,確保測量控制系統的準確。控制點的豎向傳遞采用激光準直儀(精度1/200000)。為避免受結構本身震動、風力載荷、太陽光直射和焊接期間的影響,在主要的節點采用分層次傳遞的工藝進行,保證傳遞質量。鋼梁測量前,做好充分的資料收集,計算出每一段鋼梁的空間位置坐標;鋼梁校正時,精確控制其中心三維坐標和扭轉度。建立工程整體模型,通過對施工過程進行模擬分析和實時監測,計算出豎向構件在各區域內的下撓值,在施工過程中對相應部位的鋼粱進行修正。
焊接作業的流程對焊接過程中變形及焊接后的剩余載荷有明顯的影響,在焊接時應著重降低重要節點焊接后的變形和焊后剩余應力,構件焊接盡量考慮對稱施工工法,讓重要的受熱點在整個平面內對稱、平等分散在構件上,避免構件因熱量集中而產生形變和焊接結束后還有剩余載荷。在層間焊接后,可采用人工敲打焊縫法來使焊接應力變小。而采用多層多道焊,能夠將焊接應力和焊接變形有效減小,這樣焊接應力在施工過程中也可以降低。由于工程量比較大,因此構件受焊接的影響也比較顯著,為更好地反映受力及焊接扭曲的變形,本工程擬采用微觀和宏觀相結合的方法來跟蹤焊接應力和焊接變形,即在重點部位(可能產生較大焊接應力的部位)貼上應變片,用于觀測應力變化,用全站儀觀測測點的位移。應力觀測和位移觀測必須同時進行,每天定時觀測,并將觀測數據錄入計算機,繪制應力、位移變化曲線,用于指導現場焊接程序的改進。
4 大跨度梁焊接工藝驗證
4.1 焊接工藝驗證
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
