箱梁預應力孔道準確定位和成孔施工技術
2020-10-13 05:25:53張勁夫
中小企業管理與科技·下旬刊 2020年8期

【摘? 要】預應力工程是箱梁預制的關鍵工序,箱梁預應力孔道的位置和成孔質量直接影響箱梁預應力張拉效果,論文詳細介紹了箱梁預應力孔道準確定位和成孔施工技術。
【Abstract】The pre-stressing engineering is the key procedure of box girder prefabrication. The location and quality of box girder pre-stressed channel directly affect the effect of box girder prestressing tensioning. This paper introduces the precise location of box girder pre-stressed channel and the construction technology of hole forming.
【關鍵詞】箱梁;預應力孔道;定位;成孔;施工技術
【Keywords】box girder; pre-stressed channel; location; hole formation; construction technology
【中圖分類號】U445.4? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文獻標志碼】A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文章編號】1673-1069(2020)08-0182-02
1 引言
預應力工程是后張法預應力簡支雙線無砟箱梁的關鍵工序,而預應力孔道的準確性和成孔質量直接影響預應力張拉效果。因此,預應力孔道準確定位和成孔施工在后張法預應力簡支雙線無砟箱梁預制施工中十分重要。本文詳細介紹了如何快速準確定位箱梁預應力孔道,以及如何提高和保證箱梁預應力孔道的成孔質量。
2 工程概況
中鐵十二局集團第四工程有限公司贛州制梁場地處江西省贛州市境內、屬亞熱帶季風氣候區,承擔了贛深鐵路1標段D1K0+000~D1K16+437.8共418孔客運專線時速350公里鐵路后張法預應力簡支雙線無砟箱梁預制任務(其中32m箱梁358孔,24m箱梁60孔)。贛州制梁場所承擔的無砟箱梁預制任務中,根據直曲線和聲屏障類型共分為8種預應力施工,單孔箱梁的預應力孔道數量最多達27個,單個孔道內設計的鋼絞線根數分為4種,預制箱梁的預應力施工復雜,而且預應力孔道定位準確性和成孔質量難以控制,預應力張拉效果難以保證。
3 箱梁預應力孔道的準確定位
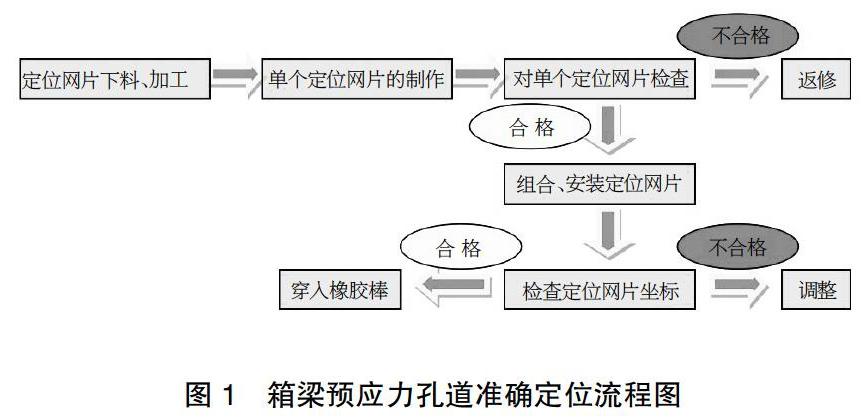
第一,根據預制箱梁的施工順序和工藝要求,總結箱梁預應力孔道準確定位流程,如圖1所示。
第二,箱梁預應力孔道準確定位過程。
首先,根據鋼筋定位網片制作安裝的技術交底,在鋼筋加工廠用鋼筋調直機對?準10mm盤圓鋼筋進行調直,用切斷機對加工單種定位網片所需的鋼筋長度進行切斷,下料長度偏差小于±10mm,分類進行堆放。
其次,在定位網胎具上對單個定位網片進行拼裝。由于規范要求箱梁預應力孔道坐標位置偏差≤4mm,所以對定位網片胎具的制作精度要求非常高。定位網胎具由本梁場自行設計和加工,均采用鋼材制作,牢固不變形,設計時確保了預應力孔道形狀、尺寸與箱梁設計圖紙一致。定位網胎具加工制作完成后必須由項目部專職技術人員進行檢查驗收,驗收合格后方準使用,定位網胎具檢查驗收標準表如表1所示。定位網胎具每一個月進行一次檢查驗收。
由梁場質量檢查科組織進行,發現不滿足表1規定的質量標準時,應對鋼筋工班提出整改通知單,鋼筋工班整改完成后,提交質量檢查科進行驗收,驗收合格后方可繼續投入使用。
單個定位網片焊接制作完成后,采用鋼筋工班長自檢、項目部專職技術人員抽檢的方式,確保定位網片制作的準確性,項目部專職技術人員帶領鋼筋工班長對現加工的單個定位網片尺寸進行檢查。單個定位網片檢查合格后,根據編號分類進行堆碼,防止下一步進行組合、安裝定位網片的時候出現因混亂拿錯造成返工現象。
在箱梁底板底層鋼筋綁扎完成后,開始組合、安裝定位網片。組合、安裝定位網片是整個箱梁預應力孔道定位過程中最為重要的組成部分,規范要求箱梁預應力孔道坐標位置偏差≤4mm。進行組合、安裝定位網片時,先根據預應力管道中心坐標表找出折點位置的坐標,然后對相鄰兩折點拉線,最后根據相應編號單個定位網片的對應位置進行安裝,這樣組合、安裝既迅速又正確。安裝完成定位網片后,需項目部專職技術人員帶領鋼筋工班長對定位網中心坐標再次進行檢查,對于安裝不正確的定位網片及時進行調整,確保預應力孔道坐標位置偏差≤4mm。對整孔箱梁組合、安裝完的定位網片坐標檢查合格后,就完成了箱梁預應力孔道的定位過程,開始穿入橡膠棒[1]。
4 箱梁預應力孔道成孔
4.1 橡膠棒的安裝
對組合、安裝完的定位網片坐標檢查合格后,開始穿入橡膠棒。橡膠棒的質量和直徑根據箱梁設計圖紙預應力孔道的成孔要求選用,橡膠棒的長度比預應力孔道兩端頭各長出2m。穿入橡膠棒時,安排1名工人負責在橡膠棒的穿入前端觀察和引導橡膠棒端頭穿過定位網片孔道,安排1名工人負責使用遙控機操作橡膠棒穿束機,適時推進橡膠棒,安排1名工人在橡膠棒穿束機旁將橡膠棒捋順,嚴禁出現死彎和折彎。穿入橡膠棒時,由負責前端觀察和引導橡膠棒的工人負責指揮,其余2個工人配合進行。通過用改良過橡膠棒穿束機,由以前傳統的6個人耗時1天人工穿單孔32m箱梁的橡膠棒,改進為3個人耗時6個小時穿單孔梁的橡膠棒,不僅節省了人工,而且大大提高了橡膠棒的穿入速度,同時保證箱梁預應力孔道定位準確。
為保證橡膠棒的安裝質量、橡膠棒與任何方向的偏差≤4mm,橡膠棒穿束完成后,在橡膠棒的中間插入單根鋼絞線,鋼絞線的長度比橡膠棒兩端各長出0.8m,防止橡膠棒的下垂和死彎,從而消除箱梁混凝土澆筑時而導致橡膠棒的彎折。在單個預應力孔道中間2根橡膠棒接頭的位置,接頭外套薄鋁皮卷制套筒,套筒長約300mm,套筒外用膠帶包裹,用細鐵絲進行綁扎,防止箱梁混凝土澆筑過程中漏漿堵塞預應力孔道,提高預應力孔道的成孔質量。
4.2 橡膠棒的抽拔
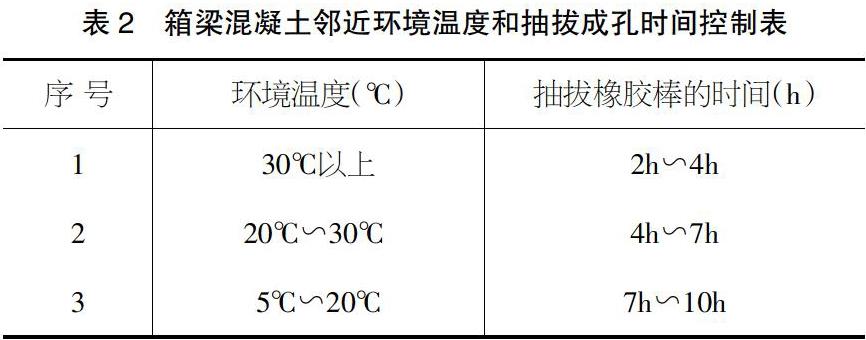
箱梁混凝土澆筑完成后,橡膠棒的抽拔時間以孔道不變形、不塌孔、無裂紋和無抽拔施工為準。一般以手指按箱梁混凝土不留凹坑即可抽拔。根據贛州制梁場的施工經驗,箱梁混凝土鄰近環境溫度和抽拔時間關系如表2所示。
利用卷揚機抽拔橡膠棒時,用麻繩捆綁住橡膠棒外露的一頭,同時防止橡膠棒的損壞,緩緩開動卷揚機,同時注意觀察橡膠棒的收縮情況,杜絕硬拔、硬抽,抽拔橡膠棒時不要回力,要一直抽拔,直到全部拔出。抽拔時應該注意施工人員的安全,做好防護,特別是橡膠棒快被完全抽出時,施工人員與抽拔的橡膠棒應保持安全距離。
5 結語
贛州制梁場通過采用箱梁預應力孔道準確定位和成孔施工技術,不僅使生產箱梁的預應力孔道位置準確性和成孔質量都得到了大幅度的提高,提高了預應力張拉效果,保證了箱梁的質量,而且預應力孔道成孔速度快、材料重復利用率高、使用的人工少,經濟效益非常明顯。目前,贛州制梁場已經預制244孔箱梁,箱梁預應力孔道準確定位和成孔施工有序可控。
【參考文獻】
【1】李建.淺談如何確保箱梁預應力孔道定位網片準確定位施工技術[J].門窗,2014(2):144.
【作者簡介】張勁夫(1987-),男,湖南益陽人,工程師,從事鐵路橋梁研究。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:57:42
城市道橋與防洪(2019年5期)2019-06-26 00:55:40
建筑科技(2018年6期)2018-08-30 03:41:12
鐵道學報(2018年5期)2018-06-21 06:21:22
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:56:23
中國科技博覽(2016年18期)2016-10-19 08:47:45
中國科技博覽(2016年18期)2016-10-19 08:41:37
中國科技博覽(2016年18期)2016-10-19 07:03:21
科技視界(2016年21期)2016-10-17 20:43:15
