熱軋鑲套支承輥的研究與應用
2020-10-13 06:31:22何彥杰王慶軍孫熙釗
天津冶金 2020年5期
何彥杰 ,王慶軍 ,孫熙釗
(1.中鋼集團邢臺機械軋輥有限公司,河北054025;2.軋輥復合材料國家重點實驗室,河北054025)
0 引言
目前板帶軋機支承輥一般采用整體合金鋼鍛造技術生產,由于工藝復雜,生產周期長,制作成本較高。對于鋼廠來說,軋輥實際有效使用量大概占整個軋輥重量15%~25%,其余75%~85%都成了廢品不能使用,造成極大浪費。
一些鋼廠為重復利用報廢的支承輥而進行了輥身修復嘗試,其方法有兩種:堆焊法和鑲套法。堆焊法是用自動堆焊機在報廢的輥身上堆焊出工作層,由于堆焊修復工藝不穩定,堆焊的輥面不像鍛鋼那樣組織均勻、致密,且有堆焊缺陷(氣孔、夾碴等)存在,使用中經常出現裂紋、剝落等問題;鑲套法是將淬火后的鍛鋼輥套與加工去除掉外層的報廢軋輥裝配在一起再次使用,由于需制作輥套、再加工、淬火、裝配等工藝較為復雜,鋼廠很難獨立研究和實施,使用效果并不理想,所以實際使用很少[1]。
中鋼邢機作為全球最大軋輥制造商對鑲套支承輥進行了深入研究與應用,通過對過盈熱裝、鍵聯接、膠粘等不同結合方式對比研究,認為熱裝鑲套支承輥在加工難度、結合強度、可靠性、制造成本方面優勢明顯,是鑲套支承輥的主要發展方向。
1 熱裝鑲套支承輥的結構及特點
熱裝鑲套支承輥需要滿足軋輥的使用要求,裝配到軋機上必須和整體軋輥一樣實現各項裝配功能, 軋制過程中輥套與輥軸不能發生相互滑動、竄動、輥套開裂事故。熱裝鑲套支承輥由輥軸和輥套按一定的配合結構熱裝組合而成,達到軸向和圓周方向的固定。其中主要由裝配壓緊力來保證輥套和輥軸配合表面的有效結合,防止相互移動。與其它裝配方法相比,采用過盈裝配的鑲套支承輥,其輥套內孔不必加工鍵槽或螺紋等定位和鎖緊結構,從而大大降低了熱處理之后的加工難度,制造工藝簡單,因此具有更大的優勢[2]。
2 熱裝鑲套支承輥設計
熱裝鑲套支承輥由于是通過過盈熱裝配來實現的,需要嚴格控制輥套和輥軸的裝配應力。影響裝配后應力分布的主要因素包括配合尺寸、過盈量、配合面摩擦系數以及軋制條件等多方面,其中最重要的是配合結構形式、輥套厚度、過盈量的設計,配合面加工精度和裝配工藝也影響著裝配質量和使用的成敗[3]。
2.1 熱裝鑲套支承輥裝配結構設計
2.1.1 配合結構形式
熱裝鑲套支承輥結構見圖1,包括中間部位的過盈配合面和兩端的定位臺、防竄臺。定位臺在裝配時保證輥套的裝配位置正確;防竄臺是支承輥在使用過程中防止輥套出現意外竄動。定位臺直徑與主配合面直徑落差一般控制在10~40 mm;防竄臺與主配合面直徑差控制在1~2 mm 內,過小起不到防竄功能,過大則會使輥套預熱溫度過高,超過輥套淬硬層的退火溫度,降低輥套的硬度和使用性能。
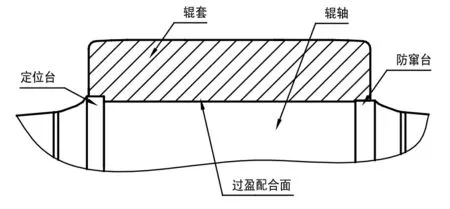
圖1 鑲套支承輥的裝配結構示意圖
2.1.2 減小端部裝配應力結構
有限元模擬結果表明,裝配應力沿裝配面的軸向分布呈現不均勻性,中部基本呈現平直分布,變化不大,而從距端面一定距離(因不同輥套厚度、過盈量大小而不同)開始,越靠近邊部應力值越大,見圖2。因此兩端的定位臺和防竄臺處輥套與輥軸間應為間隙配合,能減小輥套端部的應力集中。
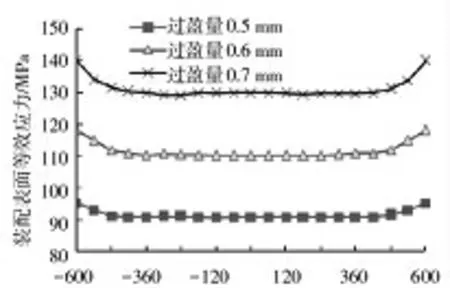
圖2 裝配應力軸向分布圖
2.1.3 輥套厚度設計
輥套厚度設計其實就是配合直徑的確定,除滿足基本的工作層厚度要求外,主要受軋輥的裝配關系、輥套殘余應力狀況限制,另外裝配應力和軋制應力的大小也影響輥套厚度的確定,因此輥套厚度的設計需多方面綜合考慮。
首先,要滿足軋輥與軸承座間的裝配關系要求,特別是軸承密封要求。一般的熱軋支承輥軸承采用DF 密封,見圖3。配合直徑應避開水封、鋁環組件、主唇、副唇、負壓空腔等與軋輥接觸的部位。冷軋支承輥輥身端面與軸承間裝有推力環,配合直徑選擇考慮因素較少,可選范圍也較大。
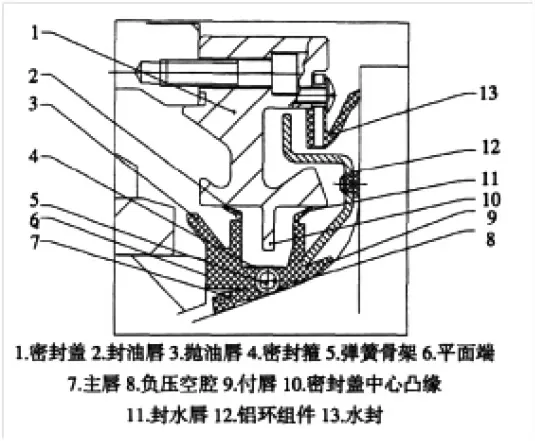
圖3 DF 密封裝置結構圖
其次還要考慮輥套的殘余應力狀況,應有足夠的內層厚度。輥套的工作層經過淬火處理,外圓為壓應力,內層為拉應力,內層越厚內孔表面殘余拉應力就越小。
從有限元模擬結果看,輥套外圓表面裝配應力、軋制力對配合表面影響、輥套疲勞壽命等方面均表明輥套越厚越好。
但從輥軸方面考慮,輥套越厚則輥軸越細,輥軸在圓弧部位的軋制應力就越大,抗彎能力越弱,斷輥風險就越高。
綜合各方面要求,熱裝鑲套支承輥配合直徑最小不超過根部上圓弧為宜。
2.2 熱裝鑲套支承輥裝配過盈量確定
為減小輥套端部的裝配應力集中現象,配合面的過盈量需設計為兩種:主配合面恒過盈量和邊部變過盈量。
2.2.1 主配合面恒過盈量的確定
對于工作輥傳動的鑲套支承輥,配合過盈量應滿足兩條要求:配合產生的摩擦阻力能克服支承輥軸承的摩擦力矩和支承輥加減速慣性力矩,并且在規定超負荷情況下輥套與輥軸間不能發生相互滑動;過盈裝配應力不能超過輥套材料的許用強度,否則就會導致在裝配過程中和使用時輥套開裂而報廢。配合過盈量計算方法和步驟如下。
(1)確定配合最小過盈量。計算公式為
式中:δmin為配合最小過盈量,μm;
pmin為傳遞最小扭矩所需配合面間的徑向壓力,MPa;
df為配合公稱直徑,mm;
E1、E2分別為輥軸、輥套材料的彈性模量,MPa;
d1、d2分別為輥軸的內徑和輥套的外徑,mm;
μ1、μ2分別為輥軸、輥套材料的泊松比。
(2)確定配合最大有效過盈量。計算公式為
式中:δmax為配合最大過盈量,μm;
pfimax為輥套允許的最大結合壓力pfimax和輥軸允許最大結合壓力pfimax中的較小者,其計算公式分別為 pfamax=aσsa,pfimax=cσsi。
(3)確定配合基本過盈量
通過上述計算所得的過盈量可選范圍較大,一般基本過盈量取最小過盈量δmin與最大過盈量δmax之和的二分之一。但確定最終過盈量時還要考慮輥套的殘余應力、軋制應力、裝配過程和軋制過程溫度變化所產生的熱應力和隨著使用過程輥身外徑變化所引起的裝配應力變化等多種因素而進行調整。
2.2.2 邊部配合變過盈量
為了消除裝配應力在裝配面邊部出現的應力集中現象,將輥套內孔或輥軸外圓的邊部區域加工成圓滑過渡的錐面,通過逐漸變小的過盈量來減小或消除輥套邊部區域的裝配應力尖峰。同時這種設計對于減小輥套內孔的裝配后軸向拉應力有好處。
3 熱裝鑲套支承輥的加工及裝配工藝
3.1 熱裝鑲套支承輥的加工
由于熱裝鑲套支承輥配合直徑較大,一般均在φ900~φ1 400 mm,長度在 1 200~2 500 mm,其表面加工精度對于配合質量影響較大,所以應力求提高輥套內孔的加工精度為宜,這樣裝配后輥套應力會均勻一致,保證輥套的使用壽命。但由于輥套內孔加工屬于大型尺寸、高精度加工,加工精度要求越高,對加工設備精度要求越高、加工時間越長,導致加工時間和成本成倍增加。對于輥套內孔一般要求表面粗糙度控制在Ra0.4~0.8,圓柱度控制在0.05 mm 以內。內孔表面不能有裂紋、凹坑、凸起、尖銳的溝槽等加工缺陷,否則裝配后和使用中這些缺陷區域會應力集中,造成輥套開裂。
3.2 熱裝鑲套支承輥的裝配
支承輥屬于大型軋輥,鑲套支承輥適合采用加熱輥套的方法裝配。選擇熱裝法時,著重要考慮兩個方面的問題:一是輥套加熱后應能消除其配合的過盈量并出現一定的間隙,以確保加熱后能夠按設計要求裝配到一起;二是要考慮輥套加熱的溫度應不足以引起淬硬層金相組織發生變化,否則會影響到裝配后的輥套機械性能和使用效果。為了保證裝配順利,防止加熱和裝配過程開裂,保證生產安全主要根據輥套材質、規格、裝配過盈量制定相應的預熱溫度和加熱曲線。
3.2.1 預熱溫度的確定
確定輥套的預熱溫度應按熱裝最小間隙和防竄臺與配合直徑落差之和來計算,計算公式如下熱裝溫度的確定原則是在保證安裝成功的基礎上選擇最低的加熱溫度。
式中:t 為加熱后的溫度(裝配溫度),℃;
t0為加熱前的環境溫度,℃;
△為輥軸防竄臺直徑最大值與輥套內孔直徑最小值之差,mm;
δ0為加熱后孔與軸防竄臺的間隙量,通常可取1~2 mm;
α 為材料的線性膨脹系數,鍛鋼材料為11×10-6;
d 為配合面直徑,mm。[4]
3.2.2 預熱冷卻過程要平穩、均勻
輥套預熱時外圓和內孔要同時升溫,且保證受熱均勻。外圓升溫過快可能導致輥套受熱不均勻產生過大的熱應力而開裂。輥套本身工作層經過淬火處理,處于壓應力狀態,而內層則處于拉應力狀態,外層升溫快,會導致內層拉應力極速增大。
裝配后的輥套冷卻過程也非常重要,輥套因散熱條件好降溫較快,而輥軸則是先升值溫再降溫,且散熱條件差,降溫過程緩慢。如果不采取措施就會出現過程中的實際配合過盈量大大超過設計過盈量的現象,從而造成輥套因裝配應力過大而開裂,所以裝配后應采取充分的保溫措施進行緩慢冷卻,直到輥套和輥軸溫度都降至環境溫度。
3.3 輥套的更換
輥套使用到報廢直徑后,根據磨損程度,輥軸可以利用2~3 次,從而降低支承輥使用成本。重復使用前要對輥軸與輥套配合面進行檢查,檢查是否有損傷,必要時需減小配合直徑裝配。
重復使用輥軸前需將舊輥套從輥軸上拆下,方法有感應或火焰快速加熱、氣割、車削等方法。
4 熱裝鑲套支承輥的應用效果分析
4.1 應用工藝效果分析
輥套外層的組織狀態與整體鍛鋼支承輥相同,可以達到相同的軋制效果和使用壽命。輥軸輥肩直徑落差比整體支承輥減小,應力集中系數降低,抗斷輥事故能力明顯提高。
以某鋼廠輥身直徑φ960 mm 鑲套支承輥實際使用效果為例,單次下機磨削量平均為0.5 mm/次,毫米軋制量在2 000~3 000 條/mm,與整體鍛鋼支承輥磨削量差別不大。表1 是數年內兩種支承輥斷輥情況統計,可以看出鑲套支承輥抗斷輥事故能力比整體支承輥高得多。
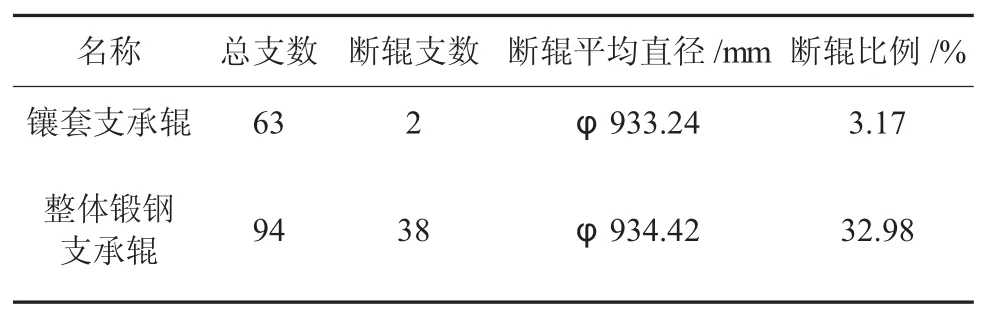
表1 鑲套支承輥與整體支承輥斷輥情況
4.2 應用經濟效果分析
鑲套支承輥由于輥套和輥軸采用不同性能要求的材質,綜合制造成本每噸降低2 000~2 500 元,比整體鍛鋼支承輥生產成本降低15~20%。對于鋼廠鑲套修復1 次則會降低軋輥采購費用50~60%。
5 結語
通過對支承輥輥身修復方法和修復工藝的對比分析,確定采用熱裝鑲套工藝修復支承輥是經濟可行的。目前中鋼邢機已掌握了熱裝鑲套支承輥生產、制造、修復核心技術,為多家用戶生產了數十支不同規格的熱裝鑲套支承輥,達到并超過了整體鍛鋼支承輥使用效果。由于輥套和輥軸采用不同性能要求的材質,以及鑲套支承輥的結構特征,使鑲套支承輥綜合制造成本降低,噸鋼輥耗下降,為企業帶來可觀的經濟效益。