金屬模具材料的鉗工精細化加工過程
2020-10-10 12:17:14
世界有色金屬 2020年13期
(甘肅畜牧工程職業技術學院,甘肅 武威 733006)
鉗工精細化加工過程主要是針對金屬模具材料的形態進行精密加工,最大程度上減少在加工過程中產生的誤差[1]。鉗工精細化加工相較于傳統加工方式,具有操作過程較簡單、數字化程度高等優點,在國內的金屬模具材料加工中應用范圍十分廣泛。通過鉗工精細化加工提升金屬模具材料的可塑性,能夠生產出具有結構復雜的金屬模具材料零件。除此之外,利用對鉗工進行精細化加工能夠改變金屬模具材料的原子結構,使內部排布均勻緊密連接,從而提高金屬模具材料零件的力學性能。在國外一些工業化程度較高的國家始終以工業品的精細化加工為當今主要的發展趨勢,以其獨有的優勢占據經濟市場的35.5%以上。針對以上情況,如何將鉗工精細化加工過程精細化以及高效化成為市場關心的最大問題。因此,有必要提高對鉗工精細化加工過程研究的重視程度。本文通過研究金屬模具材料的鉗工精細化加工過程,對鉗工精細化加工過程進行了分步研究,在對其精準度有一定要求的基礎上,詳細闡述制造的加工過程,致力于為得到高質量的金屬模具理論提供方向。
1 金屬模具材料的鉗工精細化加工過程
1.1 鉗工劃線
鉗工劃線是鉗工精細化加工過程中的第一步,其測量的精準性直接影響鉗工精細化加工的質量。將零件放在平臺上,用卡尺、半尺、卷尺進行找基準測量做標記,然后用劃針在零件上劃線。利用鉗工劃線確定鉗工模具的具體結構特征,包括:頂面積、底面積、內部角度以及線高,并根據測量得到的數據畫出模具草稿,完成鉗工劃線。通過對鉗工精細化模具的回轉抽殼,形成鉗工精細化模具的具體模型圖。鉗工精細化模具測量結果,如下圖1所示。
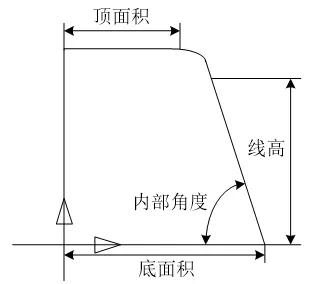
圖1 鉗工精細化模具測量
結合圖1所示,在完成鉗工精細化模具測的基礎上,建立特征化文件定義鉗工的各參數,并對變量參數進行計算,其中主要針對內部角度進行精準計算,根據得出的具體數值設置變量初始值[2]。設內部角度為g,則其計算公式,如公式(1)所示。


在公式(2)中,δp指的是誤差調節權值;指的是狄利雷克分布函數;指的是輸入內部角度的誤差調節虛數單位;指的是輸出內部角度的誤差調節虛數單位。在得出公式(2)的基礎上,判斷得出的誤差調節權值能否滿足鉗工精細化加工的精度要求[3]。通過公式(2)可以看出,δp的數值越大,證明鉗工精細化模具測量內部角度的誤差越小,精準度越高。通常情況下,鉗工精細化加工內部角度誤差調節范圍必須控制在-0.01≤0<0.01區域內,否則將視為無效數據。通過此公式,可使內部角度在高斯噪聲存在的情況下保證內部角度的劃線精度。通過更新內部角度,完整獲取鉗工精細化模具。采用鉗工精細化加工的方式對獲取到的鉗工精細化模具進行數據初始化,將誤差數值小的部分進行提取,剔除掉噪聲以及誤差數值大的數據,從根本上減小鉗工劃線獲取誤差。
1.2 鉗工鉆孔
在完成鉗工劃線,得到鉗工模具型腔的情況下,進行鉗工鉆孔。在鉗工精細化加工過程中,需要加工各種大小尺寸的光孔、螺孔、盲孔等,這些都需要通過各種型號的鉗工精細化加工完成的。加工時需要模板模具裝夾好零部件后,再進行鉆孔。先凸件后凹件,凸件借助鋸,銼,游標卡尺,R規、直角刀口尺等工量具,保證平面度,平行度,圓度以及尺寸;凹件先把外形做出來,滿足形位公差要求,再畫線,鉆排孔,用鏨子鏨掉多余部分。用準備好的半圓銼,三角銼,平板細銼,什錦銼,本著先粗后細的原則和正確的工藝流程,逐個控制所要求的尺寸。圓弧部分可以借助檢驗棒謹慎銼削并控制尺寸,最后用凸件修配凹件。
1.3 鉗工折彎
鉗工折彎作為鉗工精細化加工過程中的中心環節,需要機械或人工去進行折彎加工,基于金屬模具材料高精度的要求,主要采用機械加工的方式進行冷折彎、加熱折彎以及空管折彎。由于鉗工在折彎過程中受雜質、環境因素影響較大,具有復雜性,因而在折彎加工過程中,需要反復調試模具才可實現連續折彎加工生產[3]。金屬模具材料在實現連續折彎時,必須意識到鉗工折彎存在一定程度的范圍限制,可以通過中心點位置偏移或不確定長度定模的方式,在鉗工精細化模具上設置一個延展槽,作為該鉗工精細化模具的預留型區域。通過改變鉗工表面到折彎型腔表面的尺寸大小,實現難以完全填充的金屬模具材料制品的連續折彎加工操作[4]。因此,必須通過對金屬模具材料制品延展槽的寬度以及長度進行精準掌控,進而實現金屬模具材料制品的連續折彎加工操作。
1.4 鉗工刮磨
鉗工刮磨是在鉗工折彎的基礎上,在加工大小平臺、模具及硬度要求較高的設備過程中,常用鉗工來刮磨平臺表面,經過鉗工多道研磨、拋光工序后,來完成對鉗工精細化的加工。在鉗工刮磨過程中,建議采用精細研磨法,從而保證鉗工表面的高平整度以及光滑度。可在鉗工表面加少量硬脂酸,在去掉鉗工表面毛刺的同時提高鉗工表面的承載力。在鉗工刮磨后,為在鉗工精細化加工中獲得高精準的最大材料抗拉強度,就必須最大限度上減小鉗工表面毛刺,盡量保證鉗工表面在拋光后達到雙平面矯直,保證金屬模具材料的最大抗拉強度是完整、有效的。
1.5 鉗工裝配
鉗工裝配是鉗工精細化加工的最后一步,在組裝設備時,零部件的組合需要有卡槽、鑲塊、螺釘、螺栓等連接一起,通過鉗工的選配組合、螺釘的固定來完成整體裝配的過程。在其過程中需要各種螺刀、扳手、虎鉗等工具。在鉗工精細化加工過程中,對鉗工裝配具有極高的精準度要求,無論是拉拔或擠出材料的最小直徑、最大材料抗拉強度以及棒材直度,都必須通過這種高精準度要求確保金屬模具材料可以保證正常生產。本文根據邱文軍等人提出的金屬模具材料的鉗工裝配精準度要求對鉗工裝配的精度進行規定,一旦發現存在精度較低的金屬模具材料,則立即進行重新裝配[5]。針對金屬模具材料的鉗工裝配精準度要求,具體要求如下表1所示。
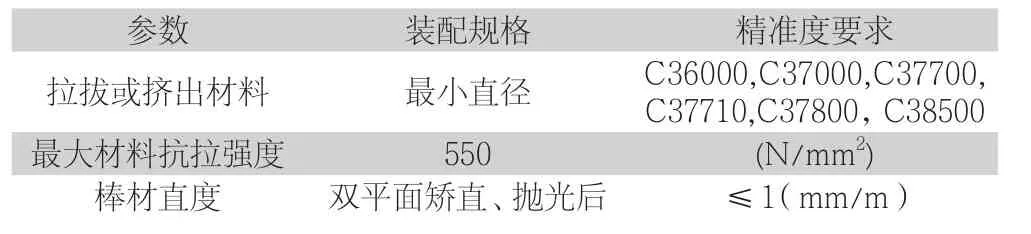
表1 金屬模具材料的鉗工裝配精準度要求
根據表1所示,高精度的鉗工裝配不僅能滿足鉗工精細化加工的精度要求,還能夠延長鉗工的使用年限。綜上所述,鉗工精細化加工過程中的每一個環節都是至關重要的,只要一個環節出現問題,就無法實現金屬模具材料的鉗工精細化加工。因此,必須保證鉗工精細化加工過程中的每一個步驟都能夠按照上文所述逐一進行。
2 結束語
文章對金屬模具材料的鉗工精細化加工過程進行分析討論,通過5步驟闡述了整個鉗工精細化加工過程,實現文章研究。其結果表明,通過本文研究能夠為鉗工精細化加工領域的研究提供一定的參考意見,彌補了鉗工精細化加工過程領域研究不足的情況。希望通過文章的研究能夠為鉗工精細化加工提供理論依據。鉗工精細化加工利用其加工精度高,流程簡單等優勢在市場占據了有利趨勢,成為西方發達國家的競爭方向。本文存在唯一不足之處在于沒有針對金屬模具材料的鉗工精細化加工方法的實例進行分析,相信這一點可以作為鉗工精細化加工方面之后研究的重點。