復(fù)合板深孔鋼襯高強度、快速安裝施工技術(shù)
2020-10-09 20:34:17劉同兵劉俊
磚瓦世界·下半月 2020年9期
關(guān)鍵詞:關(guān)鍵
劉同兵 劉俊


摘?要:目前水電站建設(shè)周期不斷縮小,而深孔鋼襯的安裝時間往往制約大壩的持續(xù)性上升,是影響整個工期進度的關(guān)鍵性工作,如何高強度、快速安裝復(fù)合鋼板深孔鋼襯具有極其重要的意義。本文通過對復(fù)合鋼板的工藝流程、操作要點的介紹,從各工序研究了復(fù)合鋼板深孔鋼襯高強度、快速安裝技術(shù)工藝。
關(guān)鍵詞:上升;關(guān)鍵;高強度;快速;復(fù)合鋼板
1?引言
隨著我國綜合國力及設(shè)計施工手段的不斷上升,深孔鋼襯由一般的Q345C低合金鋼板材料優(yōu)化為不銹鋼+低合金鋼板的復(fù)合材料,再設(shè)計上設(shè)置增加了漸變段、彎段等結(jié)構(gòu),工藝要求高,安裝難度大;同時鋼襯在現(xiàn)場安裝過程中占大壩澆筑直線工期,在保證混凝土間歇期的基礎(chǔ)上,必須從鋼襯安裝工期縮短,達到高強度、快速安裝技術(shù)施工要求。
2?施工工藝流程
深孔鋼襯安裝程序見下圖:
3?操作要點
深孔鋼襯在大壩倉面兩兩組拼后,以一大節(jié)為安裝單元進行吊裝、就位,安裝完成后分層澆筑混凝土(中心線高差太大的孔位采取分段驗收、分層澆筑的施工方式進行施工)。在混凝土分別澆筑至接近鋼襯時開始鋼襯安裝軌道安裝(具體高程在保證鋼襯安裝空間的條件下以混凝土澆筑分層情況確定),緊接著進行鋼襯本體安裝,錨筋焊接根據(jù)混凝土分層澆筑情況進行分層焊接。
3.1?深孔鋼襯大壩卸料平臺組裝
在大壩卸料平臺預(yù)搭設(shè)一模擬倉面的組裝平臺,組裝平臺底部為自制千斤頂,可依據(jù)設(shè)計圖紙要求,根據(jù)各孔鋼襯各部位不同傾斜度以及高度進行調(diào)整。在組裝過程中,模擬倉面安裝,利用300t汽車吊以及自制千斤頂對鋼襯的高度以及環(huán)縫的間隙進行初步調(diào)整,再利用2個50t的千斤頂及若干個5t鏈條葫蘆等工具進行精調(diào)。組裝鋼襯時,應(yīng)從1~16的分節(jié)順序按水流方向組裝,這樣可以減少纜機吊裝時的倒運量,保證吊裝時使用對應(yīng)孔口的纜機。組裝采用相鄰管節(jié)(即1節(jié)和2節(jié)組裝;3節(jié)和4節(jié)組裝的方式進行)兩兩組拼、焊接,組拼節(jié)與節(jié)預(yù)留800mm的間距,保證組裝、焊接時人員道路通暢。為保證管口(進水口)垂直于地面,必須根據(jù)鋼襯底部的傾斜度,通過楔鐵進行調(diào)整高差。組裝時應(yīng)調(diào)整環(huán)縫間隙≤3mm,環(huán)縫對口錯邊量≤2mm,并保證管口平面度≤3mm。因鋼襯立式組裝高度超高,為避免鋼襯在組裝過程中出現(xiàn)晃動,所以鋼襯兩側(cè)布置規(guī)格為[10槽鋼側(cè)向拉筋與邊坡預(yù)埋鋼筋連接,將鋼襯固定。
3.2?深孔鋼襯測量放樣及安裝軌道搭設(shè)
在混凝土澆筑至各鋼襯安裝高程時,需對深孔鋼襯軸線的控制點進行測量放樣,由于鋼襯安裝軌道是實現(xiàn)鋼襯調(diào)整、定位安裝的基礎(chǔ),故底座必須牢固、可靠,分別在底座下相應(yīng)部位預(yù)埋鋼板以進行支承鋼架固定,做好搭設(shè)鋼襯安裝軌道的準(zhǔn)備,待大壩倉面清理干凈后,對深孔鋼襯軸線控制點進行精確放樣,利用樣沖在預(yù)埋鋼板上精確標(biāo)記出鋼襯安裝軸線控制點,并將測量數(shù)據(jù)保存。在進行底座安裝時,根據(jù)測量數(shù)據(jù)和標(biāo)記的樣點搭設(shè)鋼襯安裝軌道,根據(jù)鋼襯分節(jié)位置將底座與預(yù)埋鋼板焊接,且各底座間采用型鋼進行連接。為加快安裝進度及便于質(zhì)量控制,在各底座上分別標(biāo)識出安裝基準(zhǔn)線(如孔中心線、高程線等)。
3.3?深孔鋼襯始裝節(jié)定位安裝
根據(jù)鋼襯安裝的形式,分段安裝的鋼襯始裝節(jié)設(shè)在鋼襯中部,鋼襯安裝由始裝節(jié)開始向兩端延伸,逐節(jié)進行安裝;如一次性安裝,上挑段鋼襯不便安裝、固定,始裝節(jié)設(shè)在鋼襯上游第一節(jié),鋼襯安裝由始裝節(jié)開始向下游方向進行。
始裝節(jié)安裝時,組拼后的鋼襯重量超過30t,所以利用兩臺30t纜機進行抬吊,將鋼襯吊運至鋼襯安裝軌道上,根據(jù)吊裝前已安裝好的定位塊以及鋼襯安裝軸線,將鋼襯定位。安裝時,先進行中心的調(diào)整,用千斤頂調(diào)整鋼襯,用吊線錘進行監(jiān)控,使鋼襯的下中心點的投影點對準(zhǔn)預(yù)埋的控制點,并將鋼襯調(diào)整到要求的高程。合格后在鋼襯與支墩間隙之間打入楔型鐵,重新檢測和調(diào)整中心、高程、里程,這樣反復(fù)數(shù)次,直到滿足安裝設(shè)計要求后進行加固。加固完后再次進行中心、高程、里程的檢測,并作好記錄。鋼襯始裝節(jié)的安裝質(zhì)量的控制好壞,直接影響到其余管節(jié)安裝的質(zhì)量,必須嚴(yán)格控制安裝位置。
始裝節(jié)就位后須用全站儀復(fù)核其里程、高程以及孔口中心線。
3.4?深孔鋼襯其他管節(jié)安裝
3.4.1 孔身段其余管節(jié)安裝
始裝節(jié)安裝加固合格后,進行第二節(jié)的安裝,采用千斤頂調(diào)整管節(jié),使管節(jié)的上、下游管口中心、里程、高程符合安裝設(shè)計要求后進行壓縫,并注意控制鋼襯錯邊和環(huán)縫間隙應(yīng)小于等于3mm。
當(dāng)鋼襯調(diào)整完成后,檢查鋼襯的焊縫錯邊情況、軸線偏差、管口的中心偏差和里程偏差。對于鋼襯起點、終點以及彎段起點、終點部位均應(yīng)作為檢測控制的重點。始裝節(jié)的里程偏差不超過±5mm,彎管起點里程偏差不大于±10mm,相鄰管節(jié)軸線中心偏差不大于3mm。
當(dāng)所有項目均滿足要求后進行環(huán)縫的焊接。
3.4.2 進口段安裝
進口段鋼襯安裝按照混凝土澆筑高程進行,分上部鋼襯和下部鋼襯,下部鋼襯呈U型,上部為平行且左右對稱的瓦塊。
首先安裝下部鋼襯,安裝的要點是控制管口中心、高程及垂直方向的傾斜度。安裝時,先進行中心的調(diào)整,用千斤頂調(diào)整鋼襯,用吊線錘進行監(jiān)控,使鋼襯的下中心點的投影點對準(zhǔn)預(yù)埋的控制點,并將鋼襯調(diào)整到要求的高程。合格后在鋼襯與支墩間隙之間打入楔型鐵,重新檢測和調(diào)整中心、高程、里程,這樣反復(fù)數(shù)次,直到滿足安裝設(shè)計要求后進行加固。加固完后再次進行中心、高程、里程的檢測,并作好記錄。進口段下部鋼襯的安裝質(zhì)量的控制好壞,直接影響到上部管節(jié)安裝的質(zhì)量,必須嚴(yán)格控制安裝位置。
其次安裝上部鋼襯。先在現(xiàn)場將左右對稱的瓦塊,根據(jù)開檔尺寸,利用2個平衡梁固定。拼裝平衡梁時應(yīng)控制鋼板上、下、左、右方向的錯位及開檔距離,要求偏差小于等于2mm范圍內(nèi),并在內(nèi)部設(shè)置6層內(nèi)支撐防止變形。安裝時通過30t纜機吊裝平衡梁進行就位,用千斤頂調(diào)整鋼襯尺寸,用吊線錘進行監(jiān)控,使上部鋼襯中心點與下部鋼襯中心點重合。合格后進行壓縫,并注意控制鋼襯錯邊和對接縫間隙應(yīng)小于等于3mm。
當(dāng)鋼襯調(diào)整完成后,檢查鋼襯的焊縫錯邊情況、軸線中心偏差、同側(cè)鋼襯的垂直度和高程及里程偏差。對于進口鋼襯起點、終點部位均應(yīng)作為檢測控制的重點。底部鋼襯裝節(jié)的里程偏差不超過±5mm,高程偏差不大于±10mm。
鋼襯就位后須用全站儀復(fù)核其里程、高程以及孔口中心線。
3.4.3 出口段安裝
出口段鋼襯安裝按照混凝土澆筑高程進行,從底部到頂部的順序進行安裝。
由于出口段分節(jié)為平行且呈左右對稱的瓦塊,所以根據(jù)平行瓦塊的開檔尺寸制作2個平衡梁將其連接、固定。拼裝平衡梁時應(yīng)控制鋼板上、下、左、右方向的錯位及開檔距離,要求偏差小于等于2mm范圍內(nèi),并在每一層內(nèi)部設(shè)置2層內(nèi)支撐防止變形。安裝時通過30t纜機吊裝平衡梁進行就位,用千斤頂調(diào)整鋼襯尺寸,用吊線錘進行監(jiān)控,使鋼襯的下中心點的投影點對準(zhǔn)預(yù)埋的控制點,并將鋼襯調(diào)整到要求的高程。調(diào)整完成以后,轉(zhuǎn)土建澆筑混凝土,交面后進行上一層安裝,安裝方式與上述相同,但要壓縫時應(yīng)注意控制鋼襯錯邊和對接縫間隙應(yīng)小于等于3mm。焊接完成后,轉(zhuǎn)土建澆筑,交面后進行上一層的安裝,直到安裝全部完成。
3.4.4 通氣孔鋼襯安裝
通氣孔鋼襯安裝前通過全站儀對通氣孔的中心軸線以及四個角點進行放樣,根據(jù)放樣數(shù)據(jù)做通氣孔安裝地樣,根據(jù)地樣利用30t纜機對通氣孔進行吊裝就位,用吊線錘進行監(jiān)控,使通氣孔頂部中心點的投影點與底部中心軸線的偏差控制在10mm以內(nèi),并根據(jù)放樣的數(shù)據(jù)控制通氣孔的里程以及傾斜度,在調(diào)整過程中注意控制通氣孔與孔身段鋼襯頂部開孔部位的焊縫間隙,間隙應(yīng)小于等于3mm 。調(diào)整完成,將通氣孔加固穩(wěn)當(dāng)后進行復(fù)查,通過全站儀對通氣孔進行檢測驗收,檢測若不符合標(biāo)準(zhǔn)要求,重新對鋼襯進行調(diào)整,直至調(diào)整驗收合格后,轉(zhuǎn)土建澆筑。
3.4.5 支撐大梁鋼襯安裝
支撐大梁鋼襯安裝前需先安裝支撐大梁模板支撐系統(tǒng),在支撐大梁模板支撐系統(tǒng)安裝完成后,進行支撐大梁鋼襯的安裝,鋼襯安裝時,通過30t纜機將鋼襯吊裝至支撐大梁模板支撐系統(tǒng)的胎膜上,通過樣點對支撐大梁鋼襯進行調(diào)整,調(diào)整時采用手拉葫蘆、千斤頂?shù)裙ぞ邔︿撘r進行定位,調(diào)整按照胎膜調(diào)整鋼襯角焊縫處里程,然后對鋼襯中心軸線左右岸偏差(包括鋼襯頂部的中心)進行調(diào)整,最后對鋼襯的高程以及鋼襯的傾斜度進行調(diào)整。
支撐大梁鋼襯調(diào)整完成后,及時對鋼襯進行加固,利用型鋼將鋼襯的各個方向加固,與支撐大梁模板支撐系統(tǒng)相連接,加固穩(wěn)當(dāng),其加固材料待整個支撐大梁完成之后再拆除,以保證支撐大梁鋼襯在支撐大梁混凝土澆筑過程中不發(fā)生變形。
鋼襯加固完成后需對鋼襯進行安裝尺寸進行復(fù)查,檢查鋼襯在加固過程中有沒有發(fā)生位移,保證支撐大梁鋼襯安裝質(zhì)量。
鋼襯加固妥當(dāng)后通過全站儀對鋼襯的各個控制點、里程、高程以及左右偏差(中心軸線偏差)進行檢測驗收,檢測不合格的部位及時安排人員對其進行校正,并加固穩(wěn)當(dāng)后,再對其進行檢測驗收,直至每個控制點驗收合格為止。
3.5?深孔鋼襯焊接
鋼襯焊接在其拼裝完成,并檢測合格后進行。
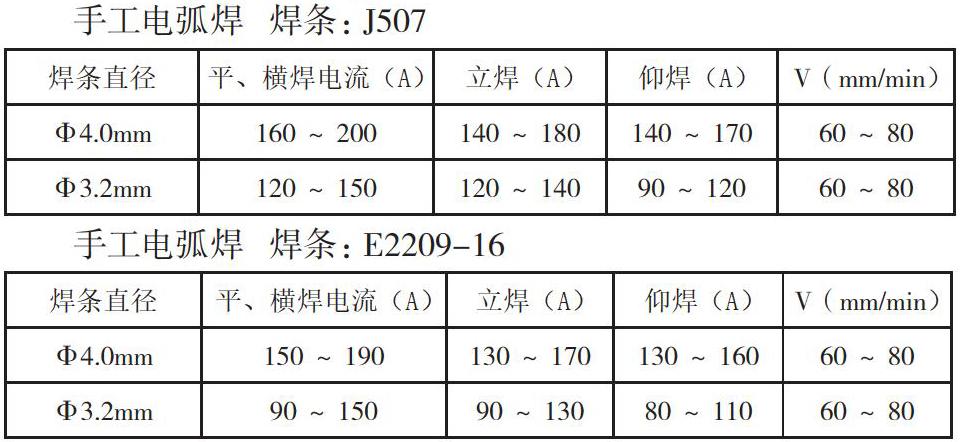
3.5.1 鋼襯安裝焊縫焊接采用手工電弧焊焊接,其焊接設(shè)備采用ZX7-400S型逆變式直流焊機。根據(jù)鋼襯母材的特性,加勁筋與鋼襯面板焊接采用E2209-16 φ3.2或者 φ4.0的焊條,鋼襯面板之間焊接采用E2209-16 ?φ3.2或者 φ4.0的焊條。
3.5.2 焊接電流控制
3.5.3 焊接一般程序為:焊前清理→定位焊焊接→裝配校正與間隙保證→焊接→焊縫檢驗
為避免焊接缺陷(如氣孔等)的產(chǎn)生,擬焊面及坡口兩側(cè)各50~100mm范圍內(nèi)的氧化皮、鐵銹、油污及其它雜物應(yīng)清除干凈,每一道焊完后也應(yīng)及時清理。
定位焊長度一般取100mm,間距約400mm,厚度為6mm,裝配校正與間隙保證。裝配中的錯邊采用卡具校正,禁用錘擊或其它損壞鋼板的器具校正。當(dāng)規(guī)定焊接根部間隙時,焊件邊緣應(yīng)予固定,以保證焊接時間隙保持在允許公差內(nèi)
3.5.4 焊接前,由技術(shù)部門制定嚴(yán)密的作業(yè)指導(dǎo)書。焊接操作人員為持有勞動部門頒發(fā)的鍋爐壓力容器及不銹鋼焊工合格證(有效期之內(nèi))。鋼襯正式焊接前對焊工進行技術(shù)交底,并進行上崗培訓(xùn)。焊條在使用前必須在300℃~400℃烘烤2小時或者按照焊條說明書上指定的溫度烘烤1~2小時。烘干后的焊條應(yīng)保存在100℃~150℃的恒溫箱內(nèi),隨取隨用,焊工應(yīng)備有焊條保溫桶,焊條烘烤和管理有專人負(fù)責(zé),對每箱焊條的烘焙時間和溫度作出記錄,未經(jīng)烘烤的焊條嚴(yán)禁使用。焊絲使用前必須清除表面的油污和銹斑。
3.5.5 鋼襯焊接要求
鋼襯環(huán)縫在大壩現(xiàn)場焊接,采用手工電弧焊。鋼襯面板采用雙面不對稱“X”形坡口形式,坡口留鈍邊2毫米。坡口熔深與寬度比取1.5~1.8,便于焊接質(zhì)量控制。鋼襯拼裝完成驗收合格后進行整體加固,加固在背縫側(cè),采用J507焊條,加固2層,100mm長,間隔400mm。加固后復(fù)測鋼襯的各項尺寸滿足技術(shù)要求后開始正式焊接,主縫在管外,采用J507焊條,要求分段退步焊接,多層多道焊接,主縫完成70%-80%后進行背縫清根,打磨后用MT或PT檢查合格后開始焊接背縫,采用E2209-16焊條,然后主背縫依次完成焊接。焊接坡口示意圖如下:
3.5.6 錨筋焊接
鋼襯外布置有錨筋,錨筋按圖紙規(guī)定焊接在加強筋板上,搭接長度按設(shè)計圖紙和有關(guān)規(guī)范確定。
4?結(jié)語
該工法已成功地應(yīng)用于溪洛渡水電站深孔鋼襯安裝施工中,實踐證明,該工法安裝工期短、焊接質(zhì)量優(yōu)良,焊接效率明顯提高,有效的節(jié)約了施工人員和設(shè)備,縮短了施工工期,保證了工程質(zhì)量和施工進度,為大壩混凝土的穩(wěn)步上升作好了鋪墊。
作者簡介:劉同兵(1979-),男,本科,主要從事水電站鋼結(jié)構(gòu)及橋梁鋼結(jié)構(gòu)制造與安裝技術(shù)管理工作。
猜你喜歡
中老年保健(2022年1期)2022-08-17 06:14:48
中學(xué)生數(shù)理化(高中版.高考理化)(2021年6期)2021-07-28 06:21:04
保健醫(yī)苑(2020年1期)2020-07-27 01:58:24
流行色(2020年9期)2020-07-16 08:08:32
人大建設(shè)(2019年9期)2019-12-27 09:06:30
當(dāng)代水產(chǎn)(2019年1期)2019-05-16 02:42:14
NBA特刊(2014年7期)2014-04-29 00:44:03
傳記文學(xué)(2014年8期)2014-03-11 20:16:54
中國商人(2013年1期)2013-12-04 08:52:52
汽車與新動力(2012年5期)2012-03-25 10:09:44
