基于CAD技術的四通注塑模具設計
2020-10-09 11:07:00李偉張黎燕王相兵
數字技術與應用 2020年8期
李偉 張黎燕 王相兵
摘要:本文通過四通產品使用性能和使用場所的分析,經常拆裝、密封性要求較高,選擇了PVC塑料的成型材料;由于成型效率高、產品一致性好、尺寸穩定性優良的特點,進一步確定了注塑成型的工藝方案。通過產品結構特點的分析,合理確定了模具的主開模方向;根據產品批量的需求,進行了模具的型腔布局,并且在側面設計了三個方向抽芯的注塑模具。通過公式計算和尺寸圓整,合理選用了斜導柱的長度、直徑和數量;根據合模時斜導柱、斜滑塊孔的位置要求,選用了斜滑塊底部使用“彈簧+滾子”精確定位的結構裝置,最終保證了側抽芯機構的順利、安全運行,提高了生產效率,保證了產品的批量供應。
關鍵詞:斜導柱;斜滑塊;側抽芯;四通;注塑模
中圖分類號:TQ320 文獻標識碼:A 文章編號:1007-9416(2020)08-0157-03
四通產品是一種易損件,需求量比較大,在液體、氣體等流體的輸送或者傳遞過程中廣泛使用,尤其對方向的轉換起到了至關重要的作用。四通產品通常使用的材料也非常的廣泛,但隨著化工技術的發展,塑料越來越廣泛的得到應用,而與之相匹配的注塑成型技術,由于其效率高、一致性好、成本低而被廣為使用。
1 工藝分析
1.1 注塑成型工藝分析
該四通產品選用硬質PVC塑料,具有強度高、阻燃、幾何穩定性高、抗氧化、耐酸堿腐蝕等優點,收縮率0.2%~ 0.6%,熔化溫度185~205℃。
1.2 產品工藝結構分析
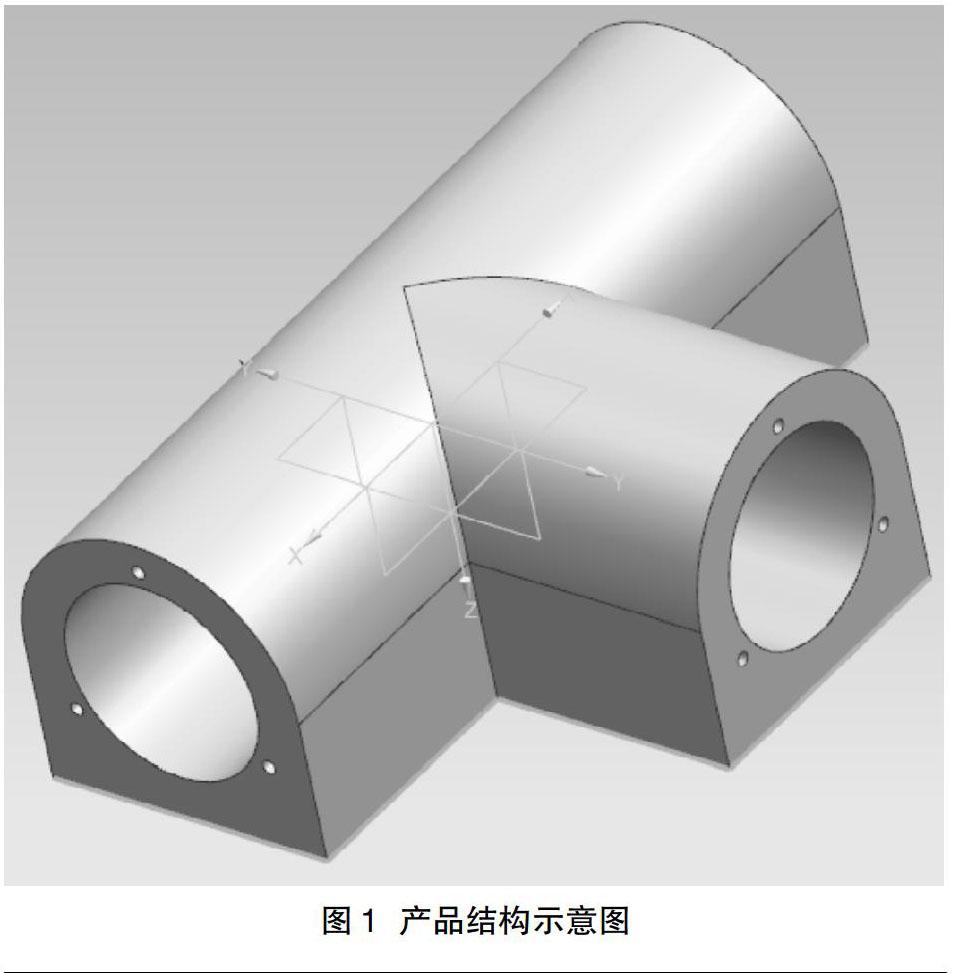
本文的四通產品,結構如圖1所示,分為4個不同方向、且兩兩垂直的孔,并且在三個端面的邊緣分別均布3個φ1.2×5mm小孔;產品外形尺寸70×48×26(單位:mm),平均壁厚4mm,投影面積2392mm2,體積28215.3mm3。
2 分型設計
2.1 分型面的選擇
為保證產品的表面質量,不留有明顯的分型線,根據產品的結構特點,與之相配套的注塑模具開模方向和主分型面的位置如圖1黃色線條所示;為保證產品的正常生產,還需要在其他三個方向上設計側抽芯機構,示意如圖1。
2.2 模具排位
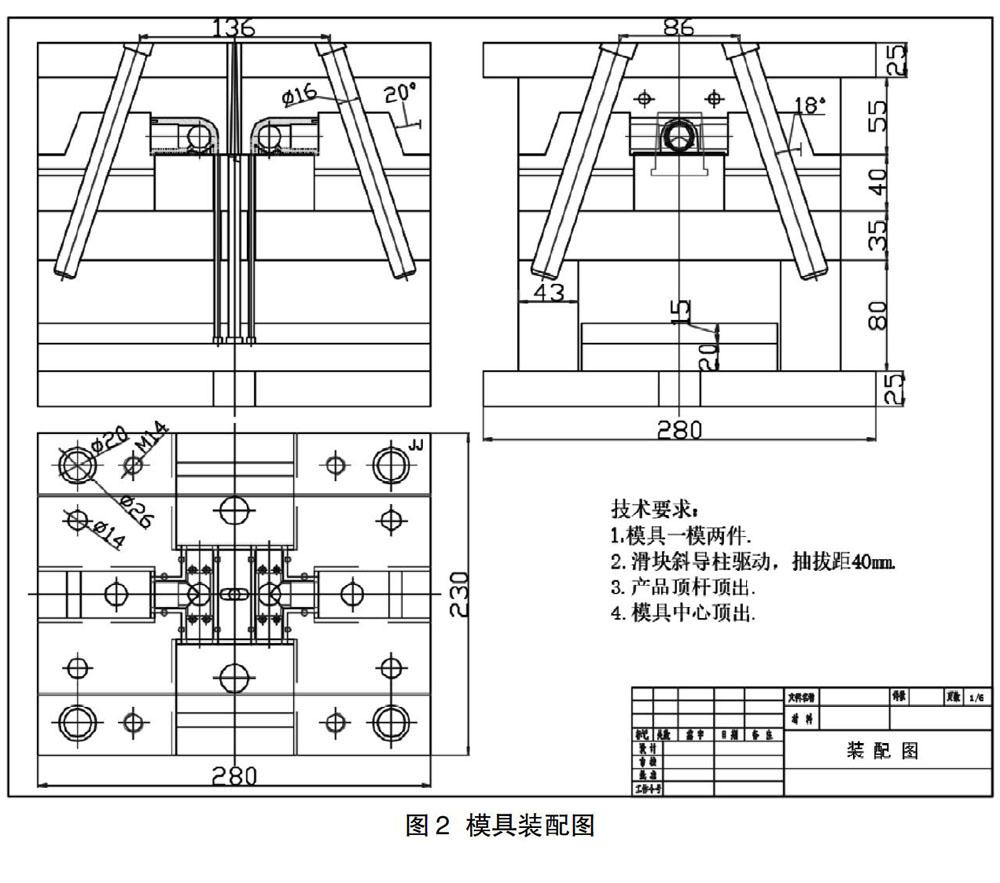
四通塑料件為損耗件,需求量比較的大;3個方面的側抽芯機構決定了模具型腔數最多為2腔;考慮到生產方海天注塑機MA1600的主流機型,鎖模力和一次注射量能滿足一模兩腔的設計要求;根據產品表面質量的要求,采用矩形截面側澆口的澆注系統,最終模具的排位圖如圖2。
3 脫模設計
3.1 側抽芯機構的設計[1-2]
通過測量,產品的側向抽芯距離為35mm,而且都是外抽,鑒于此,該套模具的側抽芯結構選用“斜導柱+斜滑塊”的常用形式,設計要點主要集中在斜導柱、鎖緊塊、定位機構、導滑和成型5個部分。
3.1.1 斜導柱的設計
斜導柱主要提供斜滑塊運動的動力以及保證側抽芯的安全距離,所以斜導柱的直徑、長度選用和傾斜角設計至關重要。根據設計經驗,斜導柱傾斜角一般15°~25°,該模具選用18°;理論側向抽芯距離為35mm,為保證安全脫模,安全距離設計為40mm;通過公式(1)計算,綜合導柱的標準化,斜導柱長度選用180mm。
FC-抽芯力,N;c-側型芯成型部分的截面平均周長(m);h-側型芯成型部分的高度(m);p-塑件對側型芯的收縮應力,模內冷卻的塑件,p=(8~12)×106Pa;μ-塑料在熱狀態時對鋼的摩擦系數,一般μ=0.15~0.2;α-側型芯的脫模斜度[3]。
3.1.2 鎖緊塊
鎖緊塊主要是用來防止側抽芯成型零件,在注射成型時因受脹力而產生位移,鎖緊塊斜角等于斜滑塊斜面角度,為防止合模時運動的干涉,一般比斜導柱角度大2~3°,取20°。
3.1.3 定位機構
開模時,滑塊在斜導柱的帶動下要運動一定距離,當斜導柱和滑塊分離后,滑塊必須保持原位,不能移動,以保證合模時斜導柱安全可靠的進入到滑塊的斜孔,為此,滑塊必須安裝定位機構,本方案采用“滾子+彈簧”的底部定位裝置。
3.1.4 導滑
滑塊在導滑槽中運動必須滑順、平穩、安全,否則會影響模具的壽命和生產周期,配合精度為H7/f7。
3.2 脫模機構的設計[4]
脫模機構的設計主要包括頂出和復位2個部分,頂出部分采用常用的頂針形式,每腔6根,直徑為4mm;復位部分4根直徑14mm的復位桿,上、下推板螺釘連接。
4 模具整體結構設計
4.1 模具結構
四通模具的模架選用龍記2823的標準模架,在4個方向上都有斜滑塊的側抽芯結構,可以順利完成產品的生產,裝配圖如圖2所示。
4.2 模具工作過程[5]
在注塑機作用下,模具合模,注塑機料筒前移,完成注射、保壓、冷卻、固化成型階段;然后在鎖模裝置的作用下,動模部分后移,模具從I處打開;同時在斜導柱作用下,4個斜滑塊分別完成側向抽芯運動,在斜導柱和斜滑塊剛好分離時,滾子定位裝置將滑塊固定在指定位置,直至完成動、定模完全打開;在注塑機導桿的作用下,頂出機構迅速移動,完成脫模動作,產品順利從動模仁脫離,然后進入循環的生產周期。
目前,模具運行安全、可靠,大大提高了四通產品的生產效率,保證了產品的批量供應。
參考文獻
[1] 孫肖霞,唐友亮.冰箱門柱多向側抽芯注射模設計[J].模具工業,2018(2):58-61+66.
[2] 唐秀蘭,肖云.蠟燭燈座側抽芯機構注塑模具設計[J].塑料科技,2019(12):126-130.
[3] 于延軍,龐繼偉,鹿洪榮.汽車燈配光鏡復雜側抽芯注塑模具設計[J].工程塑料應用,2018(8):87-92.
[4] 曹亞玲.內外側多向抽芯的化妝盒上蓋注塑模設計[J].工程塑料應用,2016(12):76-79+126.
[5] 賈建利,蘭自立.側滑塊和滑塊側抽芯注塑模設計[J].模具技術,2013(5):39-42.
