6063-T6 鋁合金真空釬焊后的力學性能變化研究
2020-10-01 03:01:38王一焱董陽華
中國鑄造裝備與技術 2020年5期
關鍵詞:力學性能
閆 明,王一焱,董陽華
(常州博瑞電力自動化設備有限公司,江蘇常州 213025)
6063 鋁合金屬于Al-Mg-Si 系合金,是一種可熱處理強化的鋁合金,由于其具有較好的力學性能和可加工性,因此在航空航天、交通運輸、汽車等工業領域被廣泛應用[1,2]。隨著科學技術的飛速發展,鋁合金的焊接方法也越來越多,常見的有攪拌摩擦焊、激光焊、TIG 焊、MIG 焊、真空釬焊等,其中真空釬焊以焊接工件尺寸精度高、變形小、缺陷少等優點成為了鋁合金最廣泛應用的焊接方法之一[3,4]。
在電力行業產品中,6063-T6 鋁合金以其優異的熱傳導性及力學性能在散熱器類產品上應用廣泛,但該類材料經真空釬焊后存在力學性能下降的問題,導致力學性能無法達到設計要求,其根本原因為真空釬焊爐腔內溫度高,整個焊接過程相當于對已熱處理強化過的6063-T6 鋁合金工件完成了一次退火,材料內部金相組織發生變化,內部細小且均勻的強化相在高溫的作用下聚集并長大,從而導致整體力學性能下降[5,6]。本文以6063-T6 鋁合金隨爐試樣為研究對象,通過硬度檢測、拉伸試驗和壓縮試驗等手段驗證真空釬焊對6063-T6 鋁合金力學性能變化的影響。
1 試驗準備
1.1 試樣制備
使用布洛克Q4TASMAN 火花直讀光譜儀對6063-T6 鋁合金原材料做成分分析,檢測結果如表1 所示,該批次6063-T6 鋁合金化學成分符合國家標準,以此材料進行拉伸、壓縮和硬度試樣的制備。

表1 6063-T6鋁合金的化學成分 ωB/%
拉伸試樣按照《GB/T 228.1-2010 金屬材料拉伸試驗第1 部分:室溫試驗方法》制備成啞鈴狀標準試樣。
6063-T6 鋁合金具有較強的塑性,在壓縮過程中會發生較大的塑性變形,不易碎裂,難以測量材料的壓縮強度。本次壓縮試樣制成40mm×40mm×30mm 的方形小樣,經過加載不同壓應力后測量試樣表面平面度的變化來驗證材料的抗壓性能[7]。
布氏硬度檢測的試樣規格與壓縮試樣規格相同,制成40mm×40mm×30mm 的方形小樣。
以上三項試驗樣品各制備20 塊,10 塊作為6063-T6 原材料力學性能檢測,另外10 塊作為隨爐試樣經真空釬焊后再驗證其力學性能變化。
1.2 真空釬焊
真空釬焊是在真空環境下,通過毛細作用將釬料填滿母材間縫隙之中的焊接方法[8]。本次研究6063-T6 鋁合金經釬焊爐加熱后的母材區力學性能變化,不對焊縫處力學性能進行研究,因此試樣僅在爐腔內加熱,不添加釬料焊接,為保證金相組織轉變徹底且均勻,爐腔內溫度設置為605℃,保溫5h 后隨爐冷卻至室溫。
2 試驗結果及分析
2.1 拉伸強度變化
拉伸試樣按照標準制成厚度4mm,寬度15mm 的啞鈴型試樣,拉伸速度5mm/min,釬焊前和釬焊后材料的抗拉強度如表2 所示。

表2 抗拉強度對比
從表2 數據來看,經過釬焊后的6063-T6 鋁合金相比原材料抗拉強度下降了約55.86%。
2.2 硬度變化
使用布洛維硬度計對兩種共20 塊試樣做布氏硬度測量,選用直徑為2.5mm 的鋼球壓頭,試驗力306N,每塊試樣中心采取一點,測量兩次壓痕直徑取平均值后查表讀取硬度值,檢測結果如表3 所示。

圖1 布氏硬度檢測
圖2 壓痕直徑測量
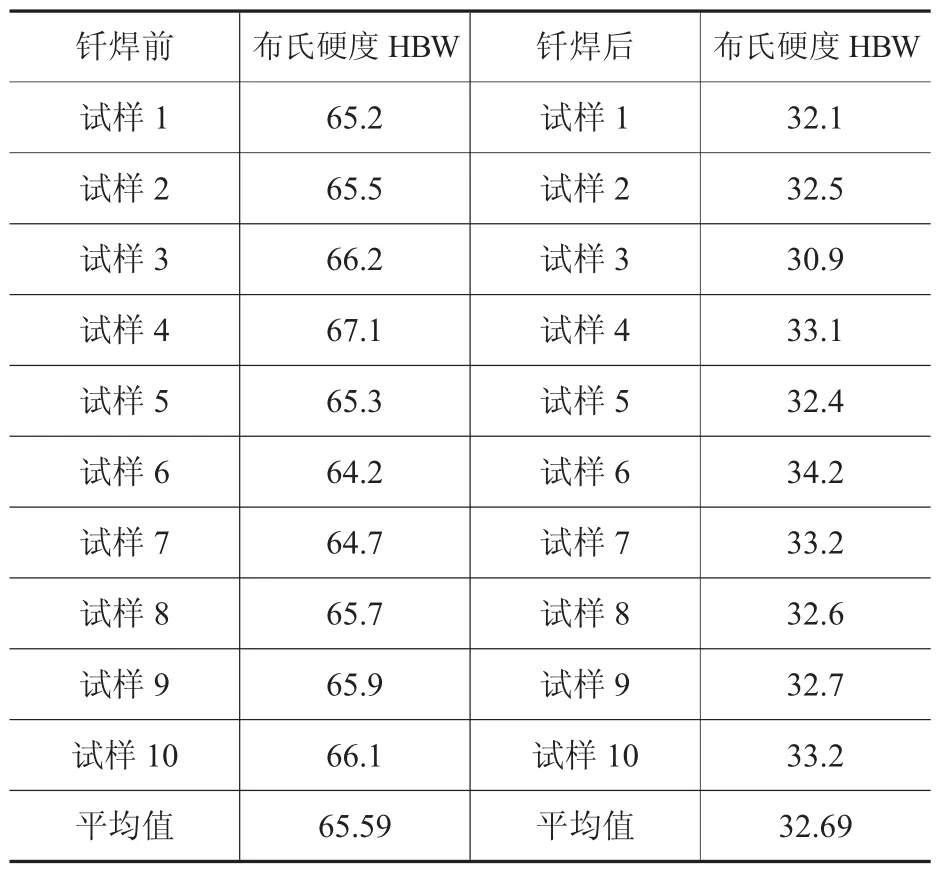
表3 布氏硬度對比
經過釬焊爐內高溫加熱過的6063-T6 鋁合金硬度明顯下降,其下降幅度約50.16%。
2.3 壓縮性能變化
由于鋁合金材料塑性強,壓縮試驗中會發生較大的塑性變形,因此難以測量其抗壓強度。本試驗通過對比壓縮試驗前后試樣表面平面度的變化量來確定材料發生明顯塑性變形時所需的最小應力值,具體方法如下所示:
(1)對所有試樣(10 塊未釬焊、10 塊釬焊后)進行表面平面度檢測。
(2)試樣與試驗機壓頭之間中心放置一直徑為20mm 的Cr12 壓塊,確保每次施加應力面積恒定,如圖3 所示。開啟試驗機,緩慢對試樣進行壓縮,達到預設應力后,試驗機停止。

圖3 壓縮試驗
(3)測量經壓縮后試樣表面平面度以及相對于初始表面平面度的變化量。
(4)分析數據,根據平面度的變化情況調整預設壓應力,重復步驟2~3 直至試驗結束,為確保試驗結果準確,每塊試樣僅壓縮一次。
壓縮試驗結果如圖4、圖5 所示,橫坐標為試驗機對試樣施加的應力大小,縱坐標為壓縮試驗前后同一試樣表面平面度的變化量。
從曲線上看6063-T6 原材料在承受低于145MPa 的壓應力下,平面度變化較小,試樣表面僅有較淺壓痕,隨壓應力增大,試樣表面壓痕逐漸變深,平面度變化量也隨之增大。經過釬焊后的6063-T6 鋁合金材料變化趨勢與原材料相似,當試樣承受超過30MPa 的壓應力時,試樣表面出現較深壓痕,相比原材料,經過釬焊后的6063-T6 鋁合金耐壓性能大幅降低。
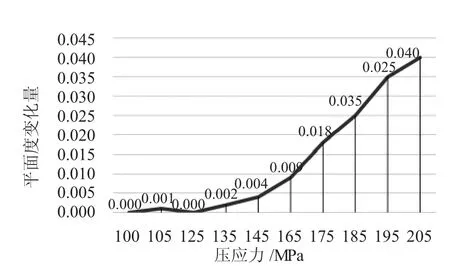
圖4 原材料試樣壓縮試驗結果

圖5 釬焊后試樣壓縮試驗結果
3 結論
經過釬焊爐加熱過的6063-T6 鋁合金材料力學性能明顯下降,主要表現在:
(1) 抗拉強度大幅下降,釬焊后僅為95.59MPa,相比原材料下降約55.86%。
(2)硬度變化趨勢與強度變化類似,釬焊后材料硬度下降約50.16%,材料明顯變軟。
(3)抗壓性能明顯下降,6063-T6 原材料承受145MPa 以上壓應力時逐漸發生形變,經過釬焊爐加熱過的材料承受30MPa 以上的壓應力時即存在變形風險。
可見,釬焊爐內的高溫會對6063-T6 鋁合金力學性能造成較大影響,加工或使用時應注意避免高溫,防止力學性能下降造成安全質量事故。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
