鋼筋滾軋直螺紋接頭的質量控制
2020-09-30 07:03:58楊力列李正明張鴻鵬
工程質量 2020年7期
關鍵詞:質量
楊力列,李正明,張鴻鵬
(1.貴州省建設工程質量安全監督總站,貴州 貴陽 550003;2.貴州建工集團有限公司,貴州 貴陽 550009;3.西南能礦建筑工程有限公司,貴州 貴陽 550018)
0 引言
鋼筋滾軋直螺紋接頭的直螺紋是現場滾軋加工,問題較多。鋼筋直螺紋滾絲機和套筒由工廠制造,也不免會存在潛在質量問題。另,由于施工班組及操作工人沒有經過很好培訓,質量管理亦比較松散,不隨機截取試件,讓班組或操作工人自行送試件等現象時常發生,引發鋼筋滾軋直螺紋接頭質量問題,留下質量安全隱患。
1 擅自加大滾絲輪錐度
有的鋼筋絲頭加工班組為加快速度,在鋼筋滾軋直螺紋時、或與套筒連接安裝時比較輕松、速度快,不顧接頭后會產生嚴重的質量問題,擅自要求鋼筋直螺紋滾絲機生產廠家將三軸滾絲輪的錐度(滾絲輪中徑和大徑錐度)調大(見圖 1),導致鋼筋直螺紋錐度加大,如圖 2 所示。個別廠家為促銷和經濟利益,放棄制造標準規定的原則,滿足了班組要求(詳見本文第 8 章工程實例)。這種班組擅自加大滾絲輪錐度的行為十分隱蔽,施工、監理單位質量管理人員一般很難發現。一臺滾絲機一旦被改造,在它使用壽命期內會一直產出不合格產品。

圖1 三軸滾絲輪位置

圖2 鋼筋直螺紋錐度
治理措施:滾絲輪是滾絲機的關鍵零件,滾絲輪錐度不允許擅自隨意增大。滾絲輪錐度應符合 GB/T 971-2008《滾絲輪》表 9 有關規定。
1.1 “接頭技術提供單位”
指套筒、滾絲機生產廠家,是經質量認證機構認證、到質量技術監督局備案,具有技術質量管理能力的供應單位。見 JGJ 107-2016《鋼筋機械連接技術規程》(以下簡稱“JGJ 107-2016”)第 7.0.1 條。
1.2 考核“接頭技術提供單位”
施工單位和班組認真考核確認接頭技術提供單位(廠家)套筒及配套設備后,就不能隨意更換配套設備,更不能擅自加大滾絲輪錐度。施工、監理單位質量管理人員對班組自購的設備要檢查控制。
1.3 滾絲輪應及時更換
滾絲輪滾軋 1 500 個左右鋼筋絲頭后,牙形會磨損,滾軋出的鋼筋絲頭螺紋會缺損,就應該及時更換新的滾絲輪,調試好鋼筋直螺紋滾絲機,用專用直螺紋量規檢測鋼筋絲頭達到合格為準。
2 鋼筋絲頭(有效螺紋長度)過短或過長
圖 3 所示的同一套筒長度 61 mm,鋼筋絲頭應該從兩端各能擰入 30.5 mm,但左端鋼筋絲頭擰緊后,右端鋼板尺還能插入 40 mm,說明左端鋼筋絲頭短了 9.5 mm,有效螺紋段長度不夠。如果左端、右端的鋼筋絲頭都短了 9.5 mm(套筒內有 19 mm 是空的),這樣的鋼筋滾軋直螺紋接頭試件抗拉試驗很難合格。
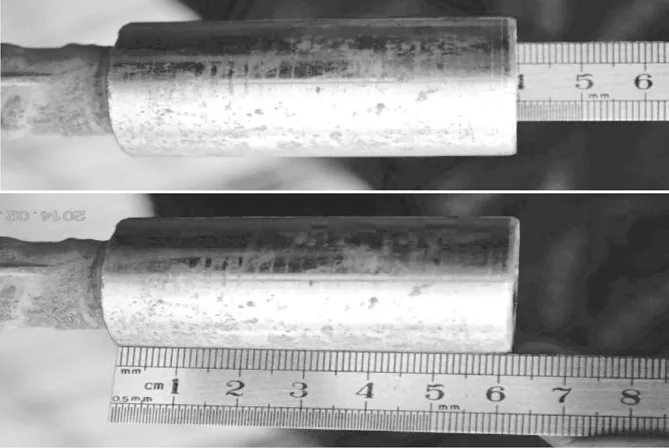
圖3 鋼筋絲頭過短或過長
主要原因:現場鋼筋兩端滾絲加工時,鋼筋絲頭長度沒有按對應套筒長度的 1/2 控制,導致鋼筋絲頭長度有的過短、有的過長。采取質量控制如下。
按 JGJ 107-2016 第 6.3.1 條要求,安裝后的鋼筋絲頭應在套筒中央位置互相頂緊,接頭的單側外露螺紋不宜超過 2 p(p 為螺距)。操作工人必須在鋼筋直螺紋滾絲機上通過滾絲試驗、與套筒連接試驗,才能正確設定鋼筋絲頭長度。
每個工作臺班,或每更換一個鋼筋滾絲機操作工人,或每次更換鋼筋直徑,都要檢查鋼筋絲頭(有效螺紋長度)的行程限位機構(定位盤)調試是否準確。鋼筋絲頭加工長度要求正偏差,保證絲頭在套筒內互相頂緊,以減少殘余變形。
3 現場“接頭工藝檢驗”走形式
部分施工單位質量管理人員存在僥幸心理,以包代管,不重視“接頭工藝檢驗”,放松了對班組或操作工人的管理和考核。鋼筋大班長將鋼筋絲頭分包給加工班長,加工班長不了解接頭工藝檢驗重要性,忙于趕工完成產值產量,鋼筋絲頭操作工人有的不固定,或沒有機會參加接頭工藝檢驗,就盲目大量加工,留下鋼筋接頭質量隱患造成損失。
施工現場“接頭工藝檢驗”是必須事先完成的項目,見 JGJ 107-2016 第 6.1.2 條。施工、監理單位質量管理人員,在對進場鋼筋與接頭加工工藝適應性不了解的情況下,應在接頭的工藝檢驗合格后再開始按照合格的工藝參數進行現場鋼筋的批量加工,防止盲目大量加工造成損失。在鋼筋絲頭滾絲加工前,必須對每個操作工人進行接頭工藝檢驗,通過現場考核、培訓,讓操作工人掌握接頭工藝技術,確認其制作的接頭試件達到單向拉伸“極限抗拉強度”(JGJ 107-2016 第 3.0.5 條)合格要求,方準許該操作工人正式進行鋼筋絲頭滾絲加工。同時要求加工班組的操作工人應保持穩定。
4 沒有現場隨機截取鋼筋滾軋直螺紋接頭試件
鋼筋滾軋直螺紋接頭試件由班組或操作工人提供時,他們采用特別加工的鋼筋絲頭、用力矩搬手擰緊的試件送檢,得到抗拉試驗合格的報告就存在明顯的欺騙性,蒙蔽了施工、監理單位的質量管理人員,使這類合格的疑似假報告一直沒有被及時識別、清除,反而被認可。接頭試件沒有在現場隨機截取,就不具備真實代表性,一些質量問題就難以及時發現,導致相應工程存在質量隱患。
必須按 JGJ 107-2016 第 7.0.7 條要求“對接頭的每一驗收批,應在工程結構中隨機截取 3 個接頭試件做極限抗拉強度試驗,按設計要求的接頭等級進行評定”。本文第 8 章的工程實例在工程結構中隨機截取鋼筋滾軋直螺紋接頭試件檢測,發現了多種質量問題,證明 JGJ 107-2016 規定具有科學預見性和強制性,應該嚴格執行。注意鋼筋滾軋直螺紋接頭試件應在施工、監理單位質量管理人員見證下,在施工現場隨機截取、見證送檢、試驗并記錄,確保試驗報告具有真實代表性。
隨機截取試件方法:施工、監理單位質量管理人員見證,根據混凝土結構工程劃分的施工段、檢驗批,對每層的梁或每層的柱,分別計算出鋼筋滾軋直螺紋接頭試件數量,確定每個檢驗批應隨機截取的試件組數,按每個檢驗批分布的施工面,大致均勻分布來確定隨機截取試件的位置。
5 缺乏套筒質量及鋼筋絲頭質量的檢測手段
套筒可隨意在市場上購買或向廠家訂購。有的由施工單位采購,但施工現場沒有配備專用“套筒內螺紋量規”進行質量檢測驗收,無法識別所購套筒是國標產品(符合國家標準)、還是非標產品(不符合國家標準),多憑套筒(連接件)產品合格證購買,沒有拿到JGJ 107-2016 第 7.0.1 條要求“接頭技術提供單位提交”的“有效型式檢驗報告”“連接件原材料質量證明書”。還有施工單位將套筒、鋼筋絲頭加工全部發包給班組,由他們低價購進套筒,其套筒質量檢測驗收更是流于形式。
鋼筋絲頭是在施工現場由班組或操作工人自行加工,JGJ 107-2016 第 6.2 節要求用“專用直螺紋量規”自行檢測 10 %。由于有不少班組沒有專用直螺紋量規,操作工人沒有鋼筋絲頭精度和自檢意識。施工、監理單位雖有質量要求,但檢測意識不強,也缺乏專用直螺紋量規,沒有進行實際檢測,鋼筋絲頭質量監督管理常常失控,必須加以治理。
5.1 檢查套筒質量證明文件
質量證明文件是指套筒生產廠家隨著每批產品提供的鋼筋接頭有效型式檢驗報告、連接件原材料質量證明書和套筒產品合格證。要注意防止鋼筋接頭型式檢驗報告與施工現場接頭質量嚴重脫節情況。
為加強套筒內螺紋尺寸質量檢驗,建議施工、監理單位質量管理人員在套筒進場時進行隨機抽樣,用專用“套筒內螺紋量規”(塞通規+塞止規)進行檢驗,如圖 4 所示。實際量測套筒內螺紋,其塞通規應能順利旋入,塞止規旋入長度不能超過 3 p(p 螺距),如圖 5 所示。建議每個檢驗批 500 個抽檢不少于 5 %,合格率不少于 95 %。

圖4 套筒內螺紋量規
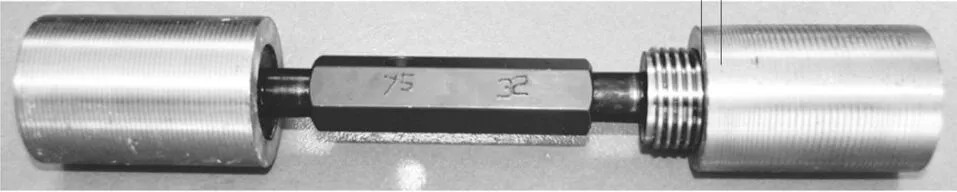
圖5 套筒質量檢驗實況
5.2 鋼筋絲頭檢驗
鋼筋絲頭檢驗是施工現場控制鋼筋絲頭加工尺寸和螺紋質量的重要工序。鋼筋絲頭應采用“專用直螺紋量規”(環通規+環止規)檢驗:環通規(規程稱通規)應能順利旋入并達到要求的擰入鋼筋絲頭長度,環止規(規程稱止規)旋入鋼筋絲頭不得超過 3 p,如圖 6 所示。鋼筋絲頭質量檢測實況如圖 7 所示。“專用直螺紋量規”應由接頭技術提供單位提供(見 JGJ 107-2016 條文說明 6.2.1)。
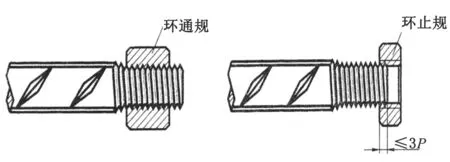
圖6 鋼筋絲頭檢驗圖
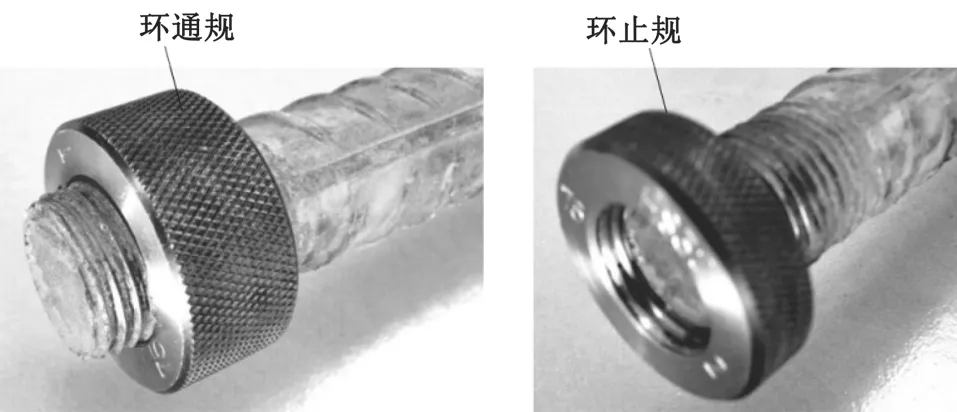
圖7 鋼筋絲頭質量檢測實況
5.3 鋼筋絲頭加工質量
操作工人每加工 10 個絲頭,用環通規、環止規檢查一次。但僅靠操作工人自檢或班組互相檢查實際很難做得到。應該由施工、監理單位質量管理人員在加工現場隨機抽取鋼筋絲頭檢驗,才能及時發現質量問題,督促整改合格。建議班組或操作工人自行檢查鋼筋絲頭 5 %,施工單位質量管理人員隨機抽取檢驗鋼筋絲頭 5 %。檢驗合格率不應少于 95 %。
5.4 “專用直螺紋量規”
“專用直螺紋量規”是精密的螺紋檢測量規,用于檢測螺紋的極限大徑值和極限小徑值。使用螺紋環止規,力度不能大,用力過大會導致專用螺紋量規失去精度而報廢。正確使用方法:用拇指和食指輕輕夾持螺紋環止規以剛好能轉動的力度為準,旋入不超過 3 p。使用環通規時,五指持握掌心懸空,五指輕輕用力旋轉,環通規能自由通過螺紋。符合的兩項均可判為合格。
6 鋼筋滾軋直螺紋接頭安裝問題
鋼筋滾軋直螺紋接頭安裝現場,存在沒有用專用力矩扳手擰緊,或擰緊力矩達不到 JGJ 107-2016 表 6.3.1 的最小擰緊扭矩值規定,隨機截取接頭試件極限抗拉強度和單向拉伸殘余變形檢驗不合格。究其原因是施工單位對現場安裝操作工人沒有認真培訓、考核,操作工人只用管鉗搬手擰緊接頭。有的鋼筋絲頭沒有在套筒中心頂緊,沒有用專用力矩扳手擰緊,或擰緊力矩達不到最小擰緊扭矩值。
6.1 加強質量管理
施工、監理單位質量管理人員應掌握 JGJ 107-2016 鋼筋滾軋直螺紋接頭現場連接安裝工藝要求,對現場安裝操作工人進行認真培訓、考核合格后上崗。
6.2 現場接頭安裝步驟
第一步,一端鋼筋絲頭擰到套筒中心;第二步,管鉗夾緊固定套筒中心,另一端鋼筋絲頭擰入套筒到中心頂緊;第三步,一人保持管鉗夾緊固定套筒中心,另一人用力矩扳手擰緊兩端鋼筋絲頭,達到最小擰緊扭矩值。擰緊力矩合格的接頭必須立即用油漆做上標志,防止漏檢。
7 質量管理與問題處理
施工、監理單位質量管理人員,應在鋼筋滾軋直螺紋接頭安裝完成后,現場全程旁站見證、隨機截取鋼筋滾軋直螺紋接頭試件、編號送檢并旁站試驗過程,記錄力學性能試驗數據,判斷是否合格。
對鋼筋骨架上被隨機截取鋼筋滾軋直螺紋接頭試件的部位,用同牌號、同直徑鋼筋綁扎搭接連接。對出現不合格試件的施工現場,應采取補強措施。
8 工程實例
某超高層寫字樓混凝土結構工程,設計要求混凝土筏板基礎、框架柱和梁的縱向鋼筋采用鋼筋滾軋直螺紋接頭。施工、監理單位質量管理人員,第一次對筏板基礎鋼筋滾軋直螺紋接頭隨機截取試件,做單向抗拉試驗不合格。要求班組用力矩扳手擰緊鋼筋滾軋直螺紋接頭,達到最小擰緊扭矩值。第二次對筏板基礎縱向鋼筋 Φ25 鋼筋滾軋直螺紋接頭隨機截取試件,如圖 8 所示,做單向抗拉試驗仍不合格。認真查找分析問題原因,采取下列整改措施。

圖8 隨機截取試件
8.1 補強不誤工期
對已經安裝的筏板縱向鋼筋滾軋直螺紋接頭,按單向抗拉試驗報告,鋼筋滾軋直螺紋接頭的拉力差多少補多少,如在每個Φ25 鋼筋滾軋直螺紋接頭處補強 1Φ12 鋼筋,如圖 9 所示。
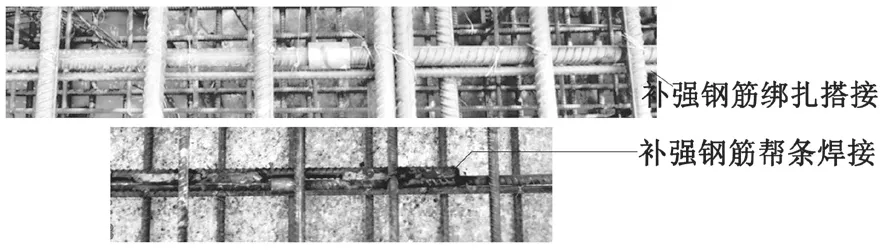
圖9 套筒連接接頭拉力補強 1Φ12
8.2 補強費用處罰
班組無視接頭加工安裝質量規定,造成質量事故及經濟損失,應負主要責任,罰班組承擔全部鋼筋滾軋直螺紋接頭補強費用。
8.3 專用量規檢測
施工單位新購兩套專用量規(套筒內螺紋量規、直螺紋量規),檢測后續加工安裝的鋼筋套筒、鋼筋絲頭質量,同時另購兩把力矩搬手檢測擰緊扭矩值。
新購兩套專用量規進場后,一套給加工安裝班組自檢鋼筋套筒、鋼筋絲頭質量,另一套施工、監理單位質量管理人員作隨機檢測鋼筋套筒、鋼筋絲頭質量用。
第三次對混凝土框架柱、梁結構的縱向鋼筋滾軋直螺紋接頭隨機截取試件,如圖 10 所示,做單向抗拉試驗仍不合格,問題原因究竟在那里?
8.4 真相追蹤
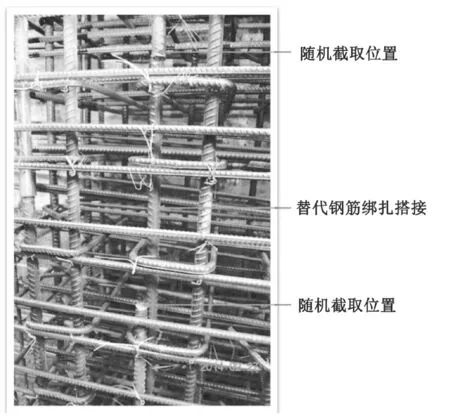
圖10 縱向鋼筋滾軋直螺紋接頭隨機截取
施工單位新購專用量規檢測鋼筋絲頭,確認鋼筋絲頭加工質量不合格。通過向加工班組長了解可能與生產廠家加工鋼筋絲頭快,接頭安裝速度過快有關。
經歷三次現場鋼筋滾軋直螺紋接頭隨機截取試件,做單向抗拉試驗都不合格,最后用專用量規檢測鋼筋絲頭才查出質量問題根源。可見當前建筑市場層層轉包、以包代管、工程質量控制之難。
9 結語
鋼筋滾軋直螺紋接頭質量控制需要施工、監理單位責任擔當,按照國家現行標準 JGJ 107-2016《鋼筋機械連接技術規程》規定,落實“接頭工藝檢驗”考核,抓好套筒質量驗收,抓好現場鋼筋絲頭加工及安裝質量檢測,堅持見證隨機截取試件和檢測過程,才能確保鋼筋滾軋直螺紋接頭隱蔽工程質量合格。發現質量問題,必須查清原因,采取補強措施,對責任人據實處罰。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54