西裝領制板及其改良工藝
2020-09-29 03:25:02管偉麗
毛紡科技 2020年9期
管偉麗
(山東科技職業學院 紡織服裝系, 山東 濰坊 261053)
西裝領是西裝中的重要組成部分,在服裝整體構成中在居中偏上的位置,距離臉部較近,是視覺的焦點部位。西裝領型是從服裝的前中開始,經過肩部、后中環繞頸部一圈,領片要從豎立的內扣造型(立領)轉折至翻折的外張造型(翻領),西裝領結構受人體的前身、后身和肩部三者共同作用,其空間轉折關系比較復雜。西裝的衣身造型相對固定,其款式變化主要體現在領部的造型變化,西裝領結構的復雜性和造型的多變性,使得其制板方法和制作工藝一直是西裝中的難點。已有的關于西裝領的研究,主要集中在西裝領倒伏量方面,如倒伏量與翻領寬度的關系、面料性能對西裝領倒伏量的影響等[1-2],對于兩片式西裝領的研究多側重于工藝制作方法的研究[3]。
本文通過對一片式西裝領的制板方法、兩片式西裝領的分領方法、工藝處理方法及裁剪方式進行研究,探索更加精準有效的制板方法及合理改進制作工藝,縮短樣板修正的過程,提升西裝領的制板效率,提升西裝領成衣的精美度及舒適度。
1 一片式西裝領樣板制作
1.1 鏡像映射法繪制前領
西裝領款式圖見圖1,以肩線為界,根據西裝駁頭及翻領部位的造型,采用鏡像映射法繪制前領片,設計西裝領座寬度n為 3 cm,翻領寬度m為 4.5 cm。
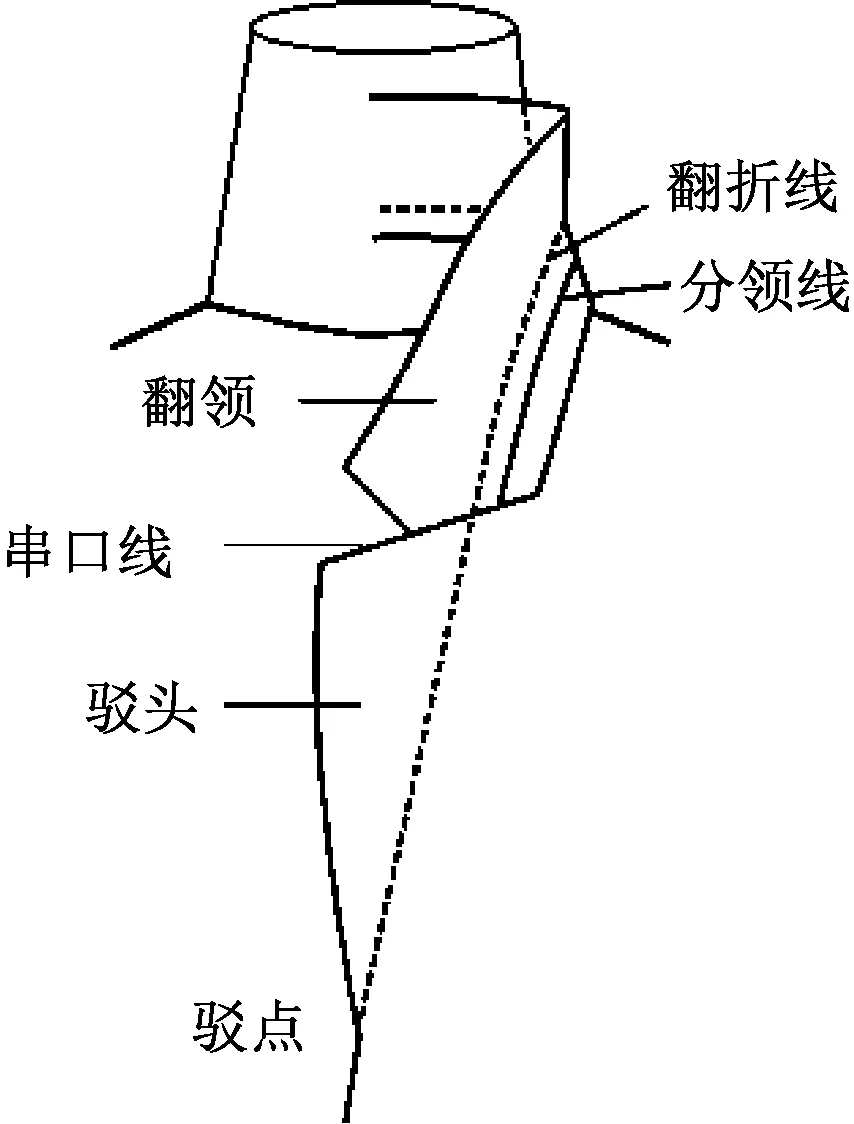
圖1 西裝領款式圖
一片式西裝領前領片樣板見圖2。制圖方法:①確定翻折線:首先在前身衣片原型基礎上開寬領口1 cm確定點A,順肩線方向延長n-0.5 cm確定翻折基點B,連接駁點和點B,即是翻折線。②從點B順肩線方向量取翻領寬度m至點C,根據前衣身的西裝領款式造型,在前身衣片原型上繪制駁頭及翻領的前衣身部分[4]。
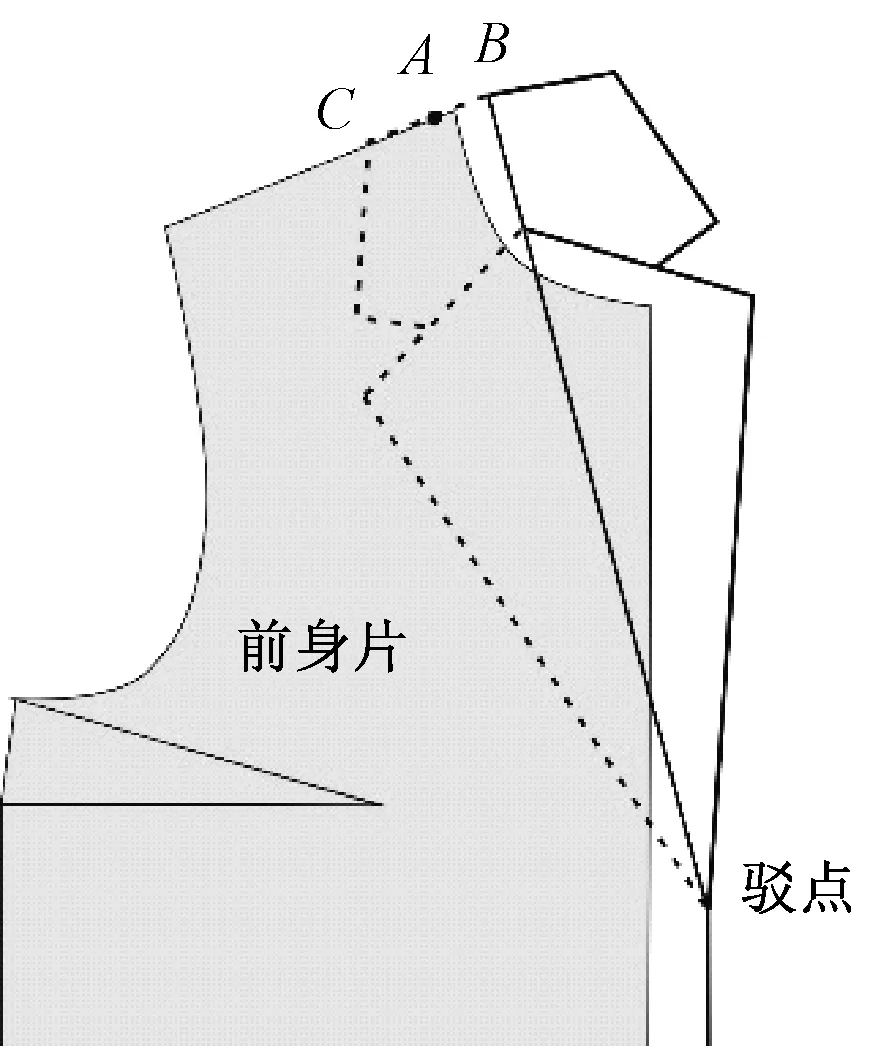
圖2 一片式西裝領前領片樣板
1.2 剪切拼合法繪制后領

圖3 一片式西裝領后領片樣板
一片式西裝領后領片樣板見圖3。由圖3(a)可以看出,在后身片原型基礎上,從后領中心點E向上量取領座寬度3 cm至點H,向下回量翻領寬度4.5 cm至點G,后領口同前領口一致開寬1 cm確定點D,ID垂直于DE,取值n-0.5 cm,曲線DE即是后領內口弧線,從點I量取翻領寬度m至點J,曲線JG即是后領外口弧線。由圖3(b)可以看出,KN取后領內口弧線尺寸,LM取后領外口弧線尺寸,KL取領座與翻領的寬度尺寸之和,繪制并裁剪下備用。由圖3(c)可以看出,將后領片樣板拼合至前片,延長串口線至點F,使點F至翻折線的垂直距離為n-0.3 cm,連接NF為微弧線,連接K、N、F3點為順直的翻領內口弧線。QR虛線是翻領的翻折線,連接A、N、F三點形成的區域即是翻領與衣身樣板的重疊部分,連接F、N、K、L、O、P即是完成的翻領樣板。
2 一片式西裝領制板原理與優勢
參考成衣效果繪制的一片式西裝領樣板,前領片需根據款式要求、領座及翻領寬度繪制,先在前身衣片原型上合理設計串口線角度與尺寸、駁頭寬度及造型,以翻折線為中心通過鏡像映射法繪制,制板數據設計較靈活,能滿足現今造型多變的西裝領的制板需求。
為貼合人體頸部結構,領座寬度尺寸通常取2.5~3.0 cm,翻領是向外張開坦于肩部的造型,故翻領寬度的大小原則上不受限制,翻折后為了能夠蓋過領座與衣身領口連接處的縫合線,翻領寬度通常大于領座寬度1.0~1.5 cm,取值范圍通常在3.5~14.0 cm之間。傳統西裝領制板方法中,因翻領寬度的不確定性,只能憑經驗預估倒伏量的取值,然后通過制作樣衣反復調試以達到理想的效果,制作過程中耗費人力財力,不利于提高生產效率。如圖3中當翻領寬度增加時,KN長度不變,KL寬度增加,LM長度變大。西裝領倒伏關系見圖4,可以看出翻領寬度為4.5 cm和8.0 cm的西裝領倒伏關系對比效果,倒伏量隨翻領寬度的變化而變化,但當翻領寬度尺寸大于6 cm時,為了使成衣領型更符合頸肩部的轉折結構,需要對翻領外口線(圖3(c)LMO折線)進行微調修順[5]。
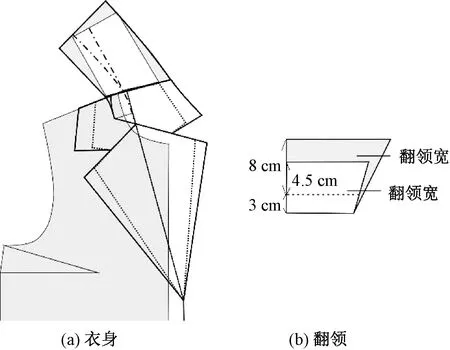
圖4 西裝領倒伏關系
方形衣身領口見圖5。傳統西裝領的制板中,前衣身的領口呈方形,AF為直線見圖5(a),本文西裝領的制板方法中,將AF線調整成微弧狀,AF為曲線見圖5(b),縫制成衣時,首先將前后衣身裁片的肩線縫合,點D與點A對位重合成一點,然后將翻領裁片與衣身裁片绱合縫制,連接A、N、F3點間的區域作為翻領與前衣身樣板的重疊部分,當NF與AF對位縫合時,領座在頸肩部的轉折處成自然立體效果,因AF線為弧線狀,縫合時翻領的翻折線被牽引成順向弧形,與頸部的結構曲度一致[6],達到翻折線彎轉自然,翻領形態美觀。相對于直線造型,曲線形的AF線,使得A、N、F3點間的重疊部分面積更少,縫合后隱藏在翻折線內的服裝里層面料更易平整。
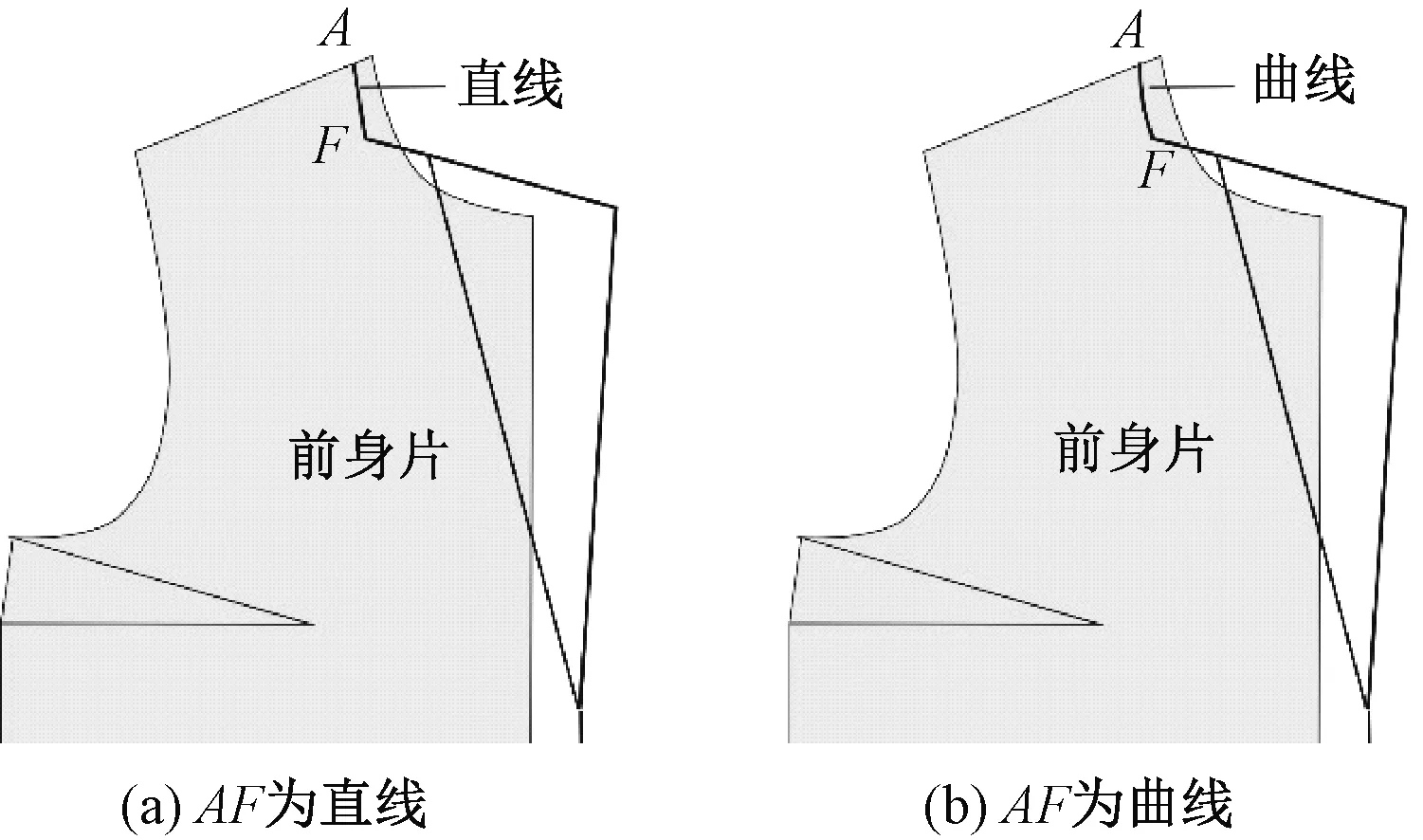
圖5 方形衣身領口
3 兩片式西裝領樣板的制作
基于人體脖頸上小下大的結構特點和西裝領的造型要求,一片式西裝領若要達到與脖頸較好的貼合度,成衣制作時需要配合復雜的歸拔工藝技術,近幾年,尤其是在高檔服裝中,一片式西裝領已漸漸被兩片式的西裝領取代。兩片式西裝領是在完成的一片式西裝領樣板基礎上,將翻領樣板分割為大領(翻領)和小領(領座)2個部分。通過調整樣板結構和制作工藝細節,達到立領貼脖,翻領舒展,翻折線自然流暢無褶皺的效果。
3.1 制板方法
兩片式西裝領樣板的制作見圖6。
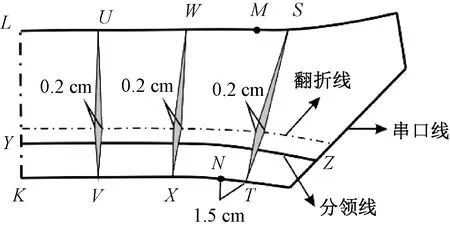
圖6 兩片式西裝領樣板的制作
制板方法如下。
①分領線的確定:以翻折線為基準,后中心處距離翻折線端點1 cm處確定點Y,串口線處距離翻折線端點1.5 cm處確定點Z,繪制分領線YZ,點Z與翻折線的距離稍大一點,目的是防止大領和小領縫合時縫線外露。YZ線條要求順直,弧度自然,后中垂直。
②分割線及收縮量的確定:距離點N1.5 cm確定點T,在領內口弧線KT上取三等分點V、X,距離點M2 cm確定點S,在領外口弧線LS上取三等分點U、W,分別連接VU、XW、TS,確定三條分割線。在對應的翻折線部位,分別設計收縮量為0.2、0.2、0.4 cm。TS分割線處于成衣西裝領的最大轉折曲面的頸肩部,其收縮量可適當大一點,而人體脖頸的后中心處較平坦,因此領子后中心的翻折線處不設計收縮量[7]。
③樣板分割:首先沿分領線YZ剪開,將領子分為大領和小領,然后剪開三條分割線VU、XW、TS,分別將收縮量拼合去掉,小領拼合后,樣板變成上翹的立領造型,翻領按照翻折線上的最大收縮量進行拼合,大領下口線被同步縮小約0.5 cm。
3.2 結構改良
傳統結構與改良結構的兩片式西裝領樣板對比見圖7。傳統兩片式西裝領樣板,是從分領線上拼合去掉收縮量,完成的大領樣板的下口線和小領樣板的上口線相等,傳統兩片式西裝領樣板見圖7(a)。從西裝領款式圖(圖1)可以看出,環繞后頸部的領子翻折線在脖頸的更細處,分領線隱藏在翻折線下1 cm處,故翻折線所在位置尺寸最小,向內或向外尺寸都應逐漸變大,因此,將最大收縮量取在翻折線上更為合理。改良兩片式西裝領樣板見圖7(b)所示, 制作成衣時通過手動拉開或熨斗拔開縮小的尺寸,與小領的上口線相等并縫合在一起[8],成衣西裝領與脖頸的貼合度更好。
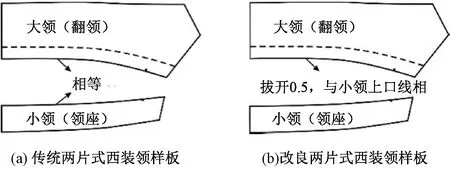
圖7 傳統結構與改良結構的兩片式西裝領樣板對比
4 西裝領的裁剪方式
成衣西裝領由領面和領底構成。目前西裝領的裁剪方式主要有以下3種:
①領面采用一片式裁剪,領底采用從后中心線斷開的兩片式45°斜絲裁剪,此種方法比較傳統,制作時歸拔工藝要求高,穿著西裝領在頸肩部轉折時容易出現褶皺,成衣美觀度欠佳。
②領面采用兩片式裁剪,領底采用一片式領底呢,領底呢也叫領底絨,材質多為純羊毛或羊毛與滌綸、腈綸的混紡面料,通常用于職業風格的西裝中,制作時需在領底呢裁片反面的翻折線上輯縫直紗專用嵌條襯,嵌條襯收緊量約1 cm,領底呢要進行歸拔工藝處理,以達到與兩片式領面曲度一致的造型效果[9]。領面和領底呢在領外口線接縫,需要用曲折縫紉專用機器繰三角針縫制。
③領面和領底都采用兩片式裁剪,成衣縫制操作難度低,無需用復雜的歸拔工藝解決領面與領底的曲度匹配問題,不受專用機器的限制,成衣效果好,因此,這種裁剪方式被更多的應用在現代服裝企業的西裝領工藝中。
5 雙面毛呢服裝中西裝領的工藝處理
雙面呢服裝是近幾年流行的一種單層無里服裝,其面料的構成實質是將雙層獨立的羊毛或混紡毛織物梭織在一起,其面料柔軟保暖,深受消費者喜愛。雙面呢制作西裝領只需裁制單層領面而無需領底。
常規全里布服裝裁片的縫份量為1.0~1.2 cm,底擺折邊縫份量為4 cm。由于雙面呢服裝無襯里,因此,雙面呢服裝裁片四周及拼接部位需要剝離并將縫份隱藏縫合,縫份大小和剝離寬度需要根據工藝和面料厚度合理計算,縫份量通常取0.5~0.8 cm,剝離寬度為2倍縫份量加面料厚度量,通常取1.2~1.8 cm[10]。
西裝領縫合制作時,翻領裁片下口與領座上口拼合輯縫,為保證翻領翻折流暢無褶皺,需要將縫份隱藏包縫在領座內。為了保證衣身領口的曲度自然貼體,衣身領口與領座下口拼合輯縫的縫份也要隱藏包縫在領座內,因此,翻領裁片下口縫份和衣身領口縫份不需要剝離,而翻領裁片的其他邊緣和領座裁片的四周都要剝離處理。另外,需在翻領裁片的外止口、領角、領座裁片的四周外露一側的縫份內黏合斜絲嵌條襯,并用縫紉機拼接輯縫,內里一側的縫份用手針暗繰縫合,以確保成衣領部的保型性和美觀性,雙面呢服裝工藝難度大,制作費時費力,成本較高。
6 結束語
西裝領作為西裝的主要部件,成品效果直接決定著西裝外觀的美觀程度和品質好壞。本文研究西裝領的制板方法與制作工藝,針對一片式西裝領樣板,研究一種根據翻領寬度確定倒伏量大小的制板方法,此方法精準合理,提高了制板效率及準確率,制板方法步驟簡單,初學者容易理解掌握,有利于制板技術的推廣。
通過對兩片式西裝領樣板最大收縮量位置的調整及對大領下口采用拔開工藝的細節處理,降低了西裝領制作的難度,提高了工藝細節的精確度,縮短了工藝流程,提升了成衣品質,有利于提高西裝企業的生產效率及市場競爭力,對于推動西裝制板與工藝技術的進步有積極意義。