高壓水射流旋轉噴槍除銹試驗及優化
2020-09-24 08:26:48陳真張悅陸華
船海工程 2020年4期
關鍵詞:效率
陳真,張悅,陸華
(1.南通中遠克萊芬船舶工程有限公司,江蘇 南通 226006;2.南通大學 機械工程學院,江蘇 南通 226019;3.南通中遠海運船務工程有限公司,江蘇 南通 226006)
船舶除銹作為船舶修理及涂裝工序重要環節,表面除銹質量的好壞直接決定了涂層的效果。高壓水射流除銹是通過高壓泵驅動的高壓水的沖擊動能去除船舶表面銹層,因其高效、環保、可控等優點已被世界各國廣泛接受和使用。眾多學者對于高壓水射流除銹機理及仿真實驗進行了研究[1-2]。目前工業生產中水射流除銹方式主要是圓盤和手持噴槍旋轉射流除銹。旋轉射流具有除銹面積大、效率高等優點。關于多噴嘴旋轉射流清洗效率的相關研究還鮮有報道,關于旋轉射流清洗參數的搭配較為混亂,資源利用效率不高。為了提高高壓水射流除銹效率、降低生產成本,對水射流不同參數下壓力、靶距、噴嘴直徑等進行正交試驗分析,探究旋轉射流清洗效率的最優搭配,同時綜合考慮電機功率消耗和除銹質量要求對水射流除銹參數進行優化,得出高壓水射流除銹生產的最優方案;顯著提高了生產效率和經濟效益。
1 制定試驗方案
高壓水射流除銹效率主要取決于射流打擊力與除銹范圍,提高射流打擊力則去除銹層所需的時間變短,同時增大除銹范圍則除銹效率變高[3];射流打擊力主要取決于水射流壓力與噴嘴直徑,壓力與噴嘴結構確定之后射流除銹面積主要取決于靶距[4];靶距同樣是水射流除銹效率重要參數。文獻[5]認為靶距增大,射流動壓降低,難以達到快速除銹效果;靶距降低,射流除銹面積變小,除銹效率降低。經過實驗分析得到的經驗公式如下[6]。
Fmax=120(p/100)1.15d1.75
(1)
Lopt=99.7d0.9(p/100)
(2)
式中:Fmax為水射流打擊力,N;p為水射流壓力,MPa;d為噴嘴出口直徑,mm;Lopt為最佳靶距,mm。
為獲得旋轉射流最優參數搭配,試驗在船塢內進行,旋轉噴槍配有4個噴嘴,按照正方形4個頂點布置,見圖1。船體表面污染物主要為環氧底漆和鐵銹,多次測量單位時間的除銹面積,取平均值作為除銹效率;文獻[7]認為在水射流壓力達到180 MPa即可輕松去除銹層及漆皮,噴槍旋轉射流最大壓力可達220 MPa;因此,試驗選取射流壓力為180~220 MPa,噴嘴直徑選擇0.2~0.4 mm,靶距選擇10~50 mm。

圖1 噴槍頭
2 正交試驗設計
采用正交試驗法對3種因素:射流壓力、噴嘴直徑、靶距進行試驗;各個因素選取3種水平[8]:射流壓力選擇180、200、220 MPa;噴嘴直徑選擇0.2、0.3、0.4 mm;靶距選擇10、30、50 mm。由于本試驗采用3個因素3種水平,選取L9(34)正交表,按照正交表進行試驗。不同參數下水射流除銹效率見表1。

表1 除銹效率試驗結果
正交試驗結果分析見表2:Kmj代表因素m的第j列水平對應的試驗指標和;kmj代表Kmj的平均值,反映了因素m的第j列水平的平均值,其值的大小可以用來判斷第j列水平的最優值及其組合;Rj代表第j列因素的極差,等于kmj中極大值與極小值之差,反映了第j列水平變化時對試驗結果造成的影響;其值越大,則該因素的變化對試驗造成的影響越大。

表2 極差分析
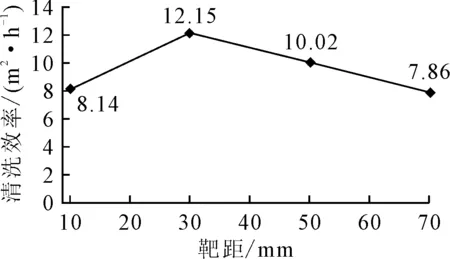
對正交試驗設計極差加以分析:R射流壓力>R靶距>R噴嘴直徑,即除銹效率的影響因素依次為射流壓力、靶距和噴嘴直徑,且射流壓力與靶距影響相差不多,噴嘴直徑影響相對較小;對水射流除銹壓力的3個水平進行比較:K11 上述正交試驗分析是在理想狀態下進行,壓力越大、噴嘴直徑越大、靶距一定時則清洗效率越高;沒有考慮到水射流流量及清洗質量要求,在實際除銹過程中同樣還需要考慮到功率消耗的問題。理論上射流噴嘴直徑越大,水射流清洗效率越高,當高壓泵壓力、流量一定時,噴嘴直徑就有一個最大值,噴嘴直徑與壓力流量計算公式如下[9]。 (3) 式中:D為噴嘴直徑,mm;Q為流量,L/min;n為噴嘴數量,n=4;p為射流壓力,bar;η為噴嘴效率系數(本例為噴槍效率系數η選為1.1)。 電機功率與壓力流量的計算公式[10]為 (4) 式中:P為電機功率,kW;p為壓力,MPa;η為電機工作效率,一般取0.875。 由式(4)可知,電機功率僅與水射流壓力和流量(或是噴嘴直徑)相關,而與靶距無關;表2列出了不同壓力和噴嘴直徑下電機所需功率。水射流壓力為180 MPa時,噴嘴直徑從0.2 mm增加到0.3 mm,電機功率由10.73 kW增至24.16 kW,增加了125%;噴嘴直徑從0.3 mm增至0.4 mm,電機功率由24.16 kW增至42.96 kW,增加了77.8%;當水射流壓力為200 MPa、220 MPa時,電機功率隨噴嘴直徑變化規律相同;當水射流壓力一定時,噴嘴直徑越大,則所需流量越大,電機消耗功率越大;噴嘴直徑逐漸變大的同時,電機功率隨之變大的趨勢減小。水射流噴嘴直徑為0.2 mm,射流壓力從180 MPa增至200 MPa時,電機功率由10.73 kW增至12.54 kW,增加了16.9%;射流壓力從200 MPa增至220 MPa時,電機功率由12.54 kW增長到14.51 kW,增加了15.7%;當水射流噴嘴直徑為0.3 mm或0.4 mm時,電機功率隨射流壓力變化具有類似規律;水射流噴嘴一定時,射流壓力越大,流量越大,則電機功率越大;同樣射流壓力逐漸變大的同時,電機功率增大的趨勢逐漸減小。 由表3可見,噴嘴直徑的變化引起電機功率的變化要遠遠高于壓力變化所引起的電機功率的變化,與正交試驗設計得到的清洗效率變化較大程度地取決于射流壓力,噴嘴直徑影響較小的結論正好相反。因此,在實際除銹過程中水射流壓力應盡可能選擇較大值,選用較小噴嘴直徑可以減少功率消耗;然而噴嘴直徑越小,水射流流量越小,清洗效率變低。因此,在使用大流量水箱時的情況下,可以選擇將流量分散連接多個噴槍,相對于提高噴嘴直徑以加大流量從而提高效率的方式,多噴槍方案可以顯著提高除銹效率和經濟效益。 表3 不同壓力和噴嘴直徑下的電機功率 對射流壓力220 MPa、噴嘴直徑0.4 mm、不同靶距下船舶除銹試驗,得到的除銹效率見圖2。當靶距由10 mm增加到30 mm時,水射流除銹效率從8.14 m2/h提高到12.15 m2/h,提高了49.2%;當靶距由30 mm增加到50 mm時,水射流除銹效率降低到10.02 m2/h,降低了17.55%;當靶距提高到70 mm時,清洗效率降為7.86 m2/h,又降低了21.5%。分析可知,當靶距在30 mm之前水射流除銹打擊力足夠大,影響除銹效率的主要因素是除銹面積,靶距越大,水射流發散面積越大,除銹效率越高;當靶距在30 mm以外水射流作用面積變大,此時影響水射流除銹效率主要因素是水射流打擊力,射流打擊力降低,單位面積除銹時間變長,除銹速度變慢,效率降低;隨著靶距逐漸增加除銹效率逐漸降低,且降低幅度越來越大。當水射流除銹靶距達到50 mm及以上時,不僅除銹效率急劇下降,除銹質量也較低,難以達到涂裝要求的WJ-2除銹等級;即表面清潔至啞光,至少95%的表面區域不含以前所有可見殘留物,其余5%只包含隨機分散的附著物。即使延長水射流沖擊時間,船舶表面較頑固的銹層仍然無法清除,這是因為靶距的增加導致射流打擊力小于部分銹層與船體表面的結合力,無法達到除銹質量要求。 圖2 水射流清洗效率隨靶距變化 1)正交試驗設計分析得出影響水射流除銹效率的主次因素分別為水射流壓力、靶距、噴嘴直徑;射流壓力、噴嘴直徑越大,除銹效率越高;除銹效率最高的參數搭配為壓力220 MPa、靶距30 mm、噴嘴直徑0.4 mm。 2)綜合考慮除銹效率與電機功率消耗,提出一種水射流除銹壓力、流量優化方案:選用較小直徑噴嘴,并在流量充足的情況下連接多個噴槍以提高除銹效率、降低電機功率。 3)對壓力220 MPa、噴嘴直徑0.4 mm水射流除銹實驗研究表明:水射流除銹靶距在30 mm以內效率逐漸增加,30 mm以外逐漸降低,且在50 mm以外船舶表面除銹質量難以達到涂裝要求。3 水射流除銹實際生產優化方案
3.1 水射流除銹壓力、流量參數優化方案

3.2 水射流除銹靶距參數優化
4 結論
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32
