某自升式鉆井平臺樁腿弦管修復工藝
2020-09-22 15:11:46王楊志
廣東造船 2020年4期
王楊志
摘 ? ?要:自升式鉆井平臺在插樁作業時,如果沒有做好前期的地質勘探或者操作不當,容易發生樁腿穿刺事故,導致樁腿屈曲破壞和平臺結構受損,甚至造成人員傷亡以及環境污染。本文介紹了我司在承修某自升式鉆井平臺因樁腿穿刺事故而受損的桁架型樁腿時,通過技術分析,制定嚴謹的修理工藝方案,為高質量地修復受損的桁架型樁腿提供了強有力的技術支持,也為以后承接此類修理工程積累了寶貴的經驗。
關鍵詞:自升式鉆井平臺;穿刺;弦管修復;工藝設計
中圖分類號:TE5 ? ? ??? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A
Abstract: During the pile insertion of a jack-up drilling rig, if the previous geological exploration or piling operation is not done well, punch-through accidents are likely to occur, resulting in pile leg buckling damage and damage to the rig structure, even casualties and environmental pollution. This paper introduces that when repairing a truss-type pile leg damaged by a punch-through accident on a jack-up drilling rig, through technical analysis, a rigorous repair process design is made for high-quality repair in the later stage, it provides a strong technical support to repair the damaged truss-type legs of the rig and also accumulates valuable experience for undertaking such repair works in the future.
Key words: Jack-up drilling rig; Punch-through; Chord repair; Process design
1 ? ? 前言
自升式鉆井平臺具有定位能力強、一次定位鉆井范圍大、建造及維護成本低等優點,廣泛用于我國南海及國際范圍主要淺海海域,是近海海域油氣勘探、開采作業的主力裝備,為海洋油氣勘探開發做出了巨大貢獻。
大型自升式鉆井平臺平面形狀普遍采用近似三角形,布置3條三角形桁架型樁腿(首部1條、尾部2條),樁腿的材料大多使用超高強度鋼管,通過升降機構使主船體沿3個樁腿同步升降。但是,自升式鉆井平臺在插樁作業時,如果沒有做好前期的地質勘探或者人為操作不當,容易發生樁腿穿刺事故,通俗的說就是樁靴刺穿了承載地基,導致樁腿屈曲破壞和平臺結構受損,甚至造成人員傷亡以及環境污染。穿刺事故對平臺最直接的損傷就是樁腿,因此自升式鉆井平臺的樁腿修理具有廣闊的市場。樁腿修理技術,特別是桁架型樁腿修理技術,一直被新加坡等少數國家的船廠所掌握,國內船廠修理桁架型樁腿時都是花費巨資依賴技術進口的方式來完成,造成我國船廠在桁架型樁腿修理技術方面一直無法突破。
2 ? ?1#和3#樁腿的受損情況
國內某大型自升式鉆井平臺在海上插樁作業時發生了樁靴穿刺事故,導致該平臺樁腿的主弦管局部受損,部分斜撐管斷裂、彎曲變形,平臺的升降受到嚴重影響。本文以其中受損最嚴重的1#和3#樁腿為例,其主要受損情況如下:
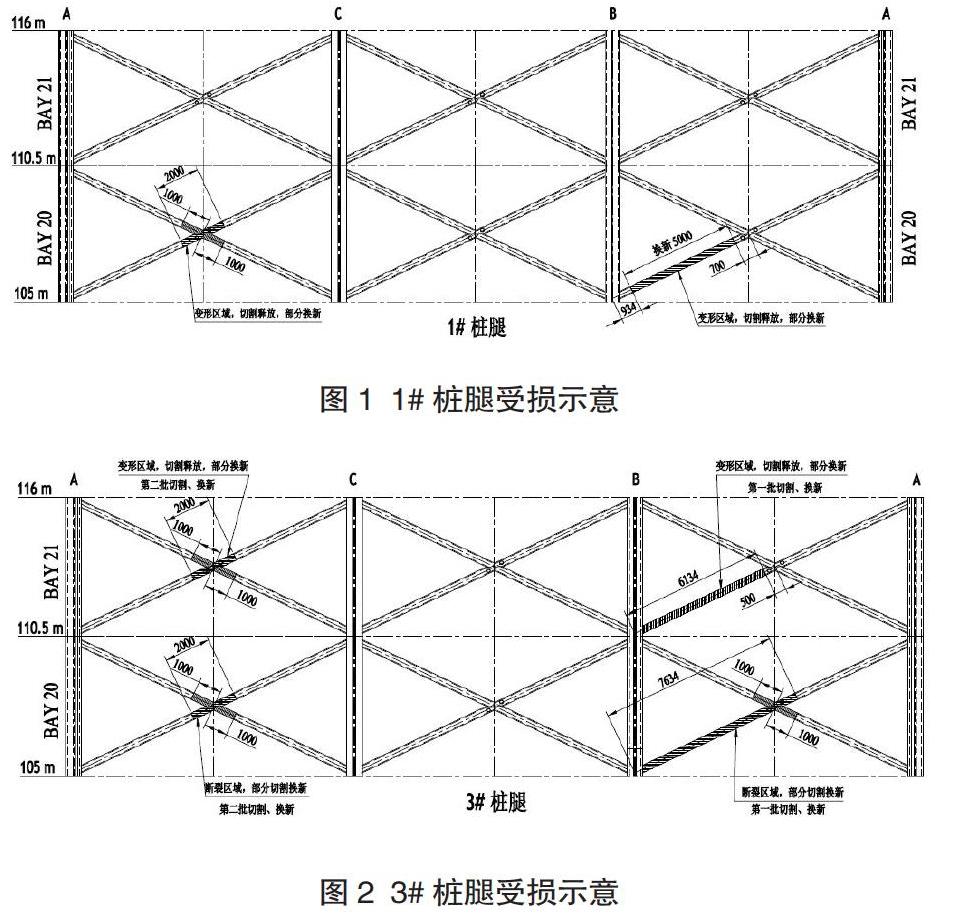
(1)1#樁腿(見圖1)
105-110.5 m A-B面,一條斜撐管變形,需要換新修理;
105-110.5 m A-C面,X節點連續管擠壓變形,需要換新修理;
107 m 水平內三角支撐管,部分切割釋放應力,需要局部換新。
(2)3#樁腿(見圖2)
105-110.5 m A-B面和A-C面,樁腿斜撐管X節點受損斷裂,需要換管修理(各3條);
110.5-116 m A-B面,一根斜撐管變形彎曲,需要換管修理;
110.5-116 m A-C面,X節點連續管擠壓變形,需要換管修理(3條);
107 m 水平內三角支撐管,部分切割釋放應力,需要局部換新;
113.5 m 水平內三角支撐管,部分切割釋放應力,需要局部換新。
3 ? ?1#和3#樁腿的修理施工步驟及注意事項
對于1#樁腿和3#樁腿受損區域的修理,總體上分為兩個批次進行。其中,1#樁腿和3#樁腿為兩個獨立單元,可同時進行施工操作,也可根據現場生產條件(人力、物力、設備等)進行先后施工操作。
(1)首先,1#樁腿受損區域為107 m處,A-B面和A-C面不同程度受損,通過建立三維模型模擬計算得出的結論,需將受損變形區域同時進行應力釋放,在確定結構未發生塑性變形的情況下,使樁腿變形區域自然回彈回歸原位,達到修理校正的效果;
(2)3#樁腿受損區域為107 m處和114 m處A-B面和A-C面不同程度受損,通過建立三維模型模擬計算得出的結論,在考慮到施工安全及過量反彈的情況下,需將受損變形區域進行分批次應力釋放,使局部變形區域回歸原位,達到修理校正的效果。其中,單獨以A-B面的兩個X交叉點為第一批施工,以A-C面的兩個X交叉點為第二批施工。
3.1 ? 1#樁腿的修理步驟
首先,對修理區域受損的斜撐管進行割除,其中:(1)A-B面割除一根斜撐管,長度為5 m;(2)A-C面割除一個X交叉點,長度分別為2 m、1 m各一根;(3)然后,測量核對建造公差值。如回彈后樁腿型值滿足建造公差,則可繼續進行施工;如測量結果不滿足建造公差時,需進行數據分析并重新制定相應的校正方案;(4)最后,回裝新管、焊接及完工處理。
3.2 ?3#樁腿的修理施工步驟
首先,對修理區域受損的斜撐管進行分批割除,其中:(1)第一批,A-B面割除兩個X交叉點,共四根斜撐管,長度分別為6.134 m、7.634 m和1 m兩根;并且需割除107 m水平內支撐管兩根,長度分別為0.5m、5.689 m;(2)第二批,A-C面同時割除兩個X交叉點,共六根斜撐管,長度分別為2 m兩根和1 m四根;并且需割除107 m水平內支撐管一根,長度為0.5 m;114 m水平內支撐管兩根,長度分別均為0.5 m;(3)然后,測量核對建造公差值,如回彈后樁腿型值滿足建造公差,則可繼續進行施工;如測量結果不滿足建造公差,則需進行數據分析并重新制定相應的校正方案;(4)最后,回裝新管、焊接及完工處理。
3.3 ?1#和3#樁腿修理施工注意事項
首先,切割前現場必須做好擋風遮雨措施,防止切割過程中急速降溫,避免母材發生冷脆裂紋;其次,切割、打磨、修整坡口、點焊馬板工裝、定位焊接、焊接等操作,必須進行預熱處理,預熱溫度控制在110 ℃~ 200 ℃之間;再次,按切割批次切割完成之后,應按照測量方案進行測量檢驗,或按船東、船檢現場提出的測量要求進行測量檢驗,所有的測量數據必須真實有效并記錄在冊,以供備查;最后,在切割變形彎曲的斜撐管時,必須做好相應的防護措施,防止較大的集中應力反彈傷人。建議在需要切割的管材兩端畫好切割線后,先將一端破壞性切割至2/3位置,再切割另一端,這樣可減小反彈力;或是使用扎帶、繩索、吊索等工具,在切割前將切割的管材進行捆綁固定,之后再進行切割作業;施工作業人員,必須掛好安全帶并服從安全管理人員的監管。
4 ? ?1#和3#樁腿修理工藝及檢驗要求
4.1 ?切割工藝及檢驗要求
所有管材切割前,必須畫好切割線和檢驗線。建議切割前在保留的管材上打好裝配檢驗樣沖點(因管材裝配時,不便于檢驗管材中心線的長度,只能依靠管壁的外觀標記進行核對和檢驗);管材切割區域做好擋風遮雨措施,原則上在下雨天不宜進行切割操作,若工程需要則必須做到施工區域保持干燥;管材切割前必須進行預熱處理,預熱范圍不低于切割線兩側各75 mm;切割作業必須有專人監控。
4.2 ?裝配工藝及檢驗要求
裝配定位時,一般使用裝配馬板進行定位固定,也可使用定位焊進行定位。但必須注意,定位焊的焊點在接縫根部且符合打底焊的基本要求;定位焊焊縫不宜過長,盡量控制在30 mm左右,且定位焊不宜設置在背面、夾角面等不利于焊接操作的位置,防止因定位焊夾渣或存在缺陷而導致后期整體焊接的缺陷;裝配時還需注意裝配坡口要符合要求,為滿足夾角焊縫(銳角)的根部坡口要求,必要時應進行預裝。
4.3 ?焊接工藝及檢驗要求
焊接作業必須保證作業區域擋風遮雨。焊接前必須進行焊前預熱,焊前預熱溫度控制在110 ℃~200℃之間,預熱完成后進行焊接作業;焊接過程中控制道間溫度在110 ℃~200 ℃之間,原則上連續施焊至焊縫成形,不建議中途停頓至完全冷卻再焊接;如焊接中止后重新施焊,必須進行焊前消氫處理,加熱至200℃保溫2.5小時,然后重新預熱至110 ℃~200 ℃之間,之后再繼續施焊;焊接時,還需控制最大焊縫擺幅不超過8 mm;焊接時必須有專人測溫監控。
4.4 ?預熱、后熱工藝要求及控制方法
預熱可采用電加熱片加熱或烘槍加熱,一般不建議使用烘槍加熱。為保證加熱區域精確的溫度控制,以及加熱的均勻性,建議使用電加熱片進行加熱。加熱時的溫度檢測,可使用測溫色筆、紅外線測溫儀或接觸式測溫儀進行檢測;溫度檢測點應位于焊接點周圍所有方向上,不得小于焊件的最大厚度值處,最低不小于75 mm。其中,層間溫度檢測,應在焊縫本體金屬上或其根部鄰近母材處進行檢測,層間溫度不小于預熱溫度;按WPS要求的預熱溫度、層間溫度及后熱溫度,進行加熱和保溫,嚴格控制現場。
4.5 ?完工檢驗及要求
完成焊縫焊接后,應立即進行后熱處理,將焊接接頭處包裹加熱至200 ℃并保溫2.5小時,之后進行緩冷,降溫溫差不宜超過50 ℃/h;待焊縫將至接近常溫后,使用鋼絲刷進行焊縫清潔。如飛濺等雜質不易清除,可使用打磨設備進行表面修整,待焊縫清潔完成之后,按ABS及CCS船級社檢驗要求,至焊后72小時方可進行NDT檢測,以防止延遲裂紋出現。
5 ? ?結束語
通過技術分析,按照制定的修復工藝方案,最終高效、高質量地完成了樁腿受損區域的修理任務;隨后的平臺升降試驗檢驗了修復效果,也驗證了修理工藝方案的合理性和可行性。此次平臺樁腿穿刺的成功修理,是我司第一次也是國內首次由船廠獨立自主完成整個修復過程,成功打破了自升式平臺桁架型樁腿結構修理技術長年被國外壟斷和技術封鎖的局面,開創了國內船廠自主修復桁架型樁腿的先河,也對國內同行業具有學習和借鑒的意義。
參考文獻
[1]景方剛,杜淵,邱良峰. 淺談自升式海洋鉆井平臺桁架式樁腿設計建? ? ?造[J]. 機械工程師, 2014(010):227-230.
[2]王穎. 鋼結構中低合金高強鋼的焊接[J]. 金屬加工(熱加工), 2013,? ? ?(18):10-16.
[3]黎劍波. 壓載穿刺對鉆井平臺結構的影響及處置方案[J]. 石油機械,?? ? ? 2014,42(11):147-150.
