1750TEU集裝箱船機艙雙層底分段精度控制
2020-09-22 15:11:46李德派馮國強
廣東造船 2020年4期
李德派 馮國強

摘 ? ?要:我司1750TEU集裝箱船機艙雙層底分段,與以往船舶有較大差異。考慮機艙完整性的需要,該分段上合攏口位于機艙花鋼板平臺之上(以往船舶為內底板之上),外板懸伸出內底板較多;分段結構重量達170t,精度控制點較常規分段多且要求高。本文從該分段設計和建造的各個環節進行分析、策劃與控制,實現了該分段完工精度受控。
關鍵詞:精度;焊接;變形
中圖分類號:U671.4 ??? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A
Abstract: The 1750TEU container vessel is engine room double bottom block,Which is different from that of previous vessels. For the integrity of engine room, upper block erection is above checker plate platform. Shell plate overhangs the tank top too much. The fore bulkhead of engine room belongs to block 101. The hull construction weight of block 101 is 170 ton, there are more accuracy control points and higher requirements than common blocks. Through analysis, plan and control of the design and construction of the block including DAP, accuracy control scheme, jig form, welding quality control, etc., the finished accuracy of the block is controlled.
Key words: Accuracy; Welding; Deformation
1 ? ? 前言
1 750TEU集裝箱船是我司第一次承建的集裝箱船,對公司產品轉型升級具有深遠的意義。
該船機艙雙層底分段,較以往建造船舶有較大的差異,除主機基座形式與以往船舶相似外,其他許多方面均不相同:考慮機艙完整性建造需要,分段上合攏口位于機艙花鋼板平臺之上(以往船舶為內底板之上),外板懸挑較多,帶機艙前壁(以往船舶不帶機艙前壁);該分段結構重量重達170 t,精度控制點較常規分段多,包括分段整體水平、主機基座的平面度、外板首尾合攏口線型、外板上合攏口線型、箱腳墊板安裝精度等;分段結構密集,艙室多而狹小,分段建造難度較大,其直接關系著后期的主機安裝和軸系拉線照光等。
2 ? ?分段精度影響因素分析
該分段涉及主機基座、海底閥箱、箱腳墊板、隔離空艙、循環油艙等重要結構與艙室;分段結構密集而復雜,艙室多而狹小,結構板厚大而多;裝配工作量和焊接工作量大;主機基座為與船體結構一體化設計。
根據以往類似結構多而密集的分段建造經驗,結構尺寸誤差累積較大,易造成結構修割、焊縫間隙不均勻和偏差,直接影響焊接填充量,需選定合理的零件精度方案;結構復雜而密集,需化整為零降低施工難度,改善施工環境;減少集中熱工作業量,利于各階段的焊接應力釋放和產品精度控制,需劃分合理的小組立和中組立;深熔焊和全焊透區域較多,需選定合理的焊接順序;雙層底部分高度小、寬度大,散裝外板多、尖角區域多,焊接應力易聚集,焊接變形大,需選定合理的反變形加放值;建造過程中剛性固定約束與減少變形,需選定合適的胎架。
3 ? 分段精度控制主要措施
3.1分段裝配順序(DAP)
該分段總體以外板為胎正造;雙層底部分先以內底板為胎反造,船底外板裝配焊接完翻身水平正放,焊接結構與外板的角焊縫;依次吊裝內底板以上的橫壁與外板片體;最后安裝相關機艙舾裝平臺與管路單元。
該分段結構密集而復雜,艙室多而狹小,深熔焊和全焊透區域多,焊接工作量大。以水密艙壁為界,以平面化、平地化和敞開化施工為施工準則,以改善施工條件、降低施工難度、減少集中焊接作業、減少密閉艙室作業量為目的,將分段劃整為零,劃分為若干個平直中小組立和4個曲面中組立。
3.2分段精度控制方案
考慮到分段需確保主機基座尺寸和軸線長度,焊接量大,縱向焊接收縮量按0.5 mm/790 mm、橫向按1mm/1500 mm進行加放。
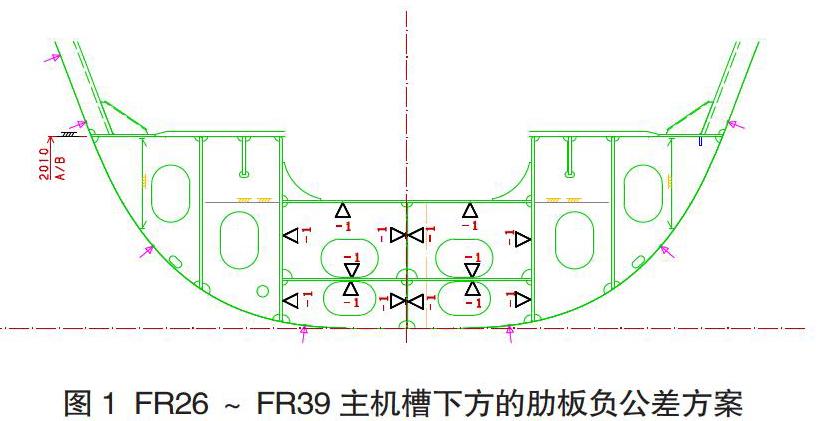
結合以往類似結構多而密集的分段建造經驗,結構尺寸易形成誤差累積,造成裝配時結構修割、焊縫間隙不均勻和偏差,影響焊接填充量。綜合數控等離子切割機下料精度,對主機槽底區域的循環油艙和隔離空艙零部件實施負公差套料,合理的利用裝配間隙減少零部件的修割,見圖1所示。
根據以往建造經驗,對分段胎架加放反變形。肋位方向由中心線向舷側兩邊按1.5 mm/1 000 mm向下加放反變形,FR42向首縱向向下加放有12 mm反變形,并進行封胎剛性固定。
3.3 ?建造場地選擇與胎架制作
由于該分段重量大、尺寸大,船體聯合車間起重能力不能滿足建造需要,車間周邊生產通道也不滿足該分段轉運需要,故選擇在室外場地風雨棚下進行建造。
該分段雙層底部分結構密集而復雜,焊接工作量大、焊接應力大、焊接變形大,綜合以往船舶建造經驗和場地現有條件,選擇了以槽鋼底座為胎盤的角鋼支柱胎架,胎盤與預埋鐵相連,以增加剛性約束減少焊接變形。
胎架制作時,按工藝質量要求先進行分段地樣線(包含中心線、折角線和首尾合攏口檢驗線)勘劃,并進行樣沖標識;再進行了胎架制作,每個支柱點均添加了膨脹螺栓加固以增加胎架整體剛性,支柱高度嚴格按精度方案進行了加放,并提交工藝質量專項檢查。
3.4 平直中小組立精度控制
3.4.1 內底板拼板與劃線
內底板拼板階段,重點對主機基座面板的平行度、正方度和開檔尺寸等進行控制。主機基座面板開檔尺寸在拼板裝配焊接前按+2 mm進行了加放,拼板結束后對焊縫進行退火矯正處理, 拼板焊接后精度控制在0~+1 mm。
考慮到內底板板厚不一致,薄厚鋼板強度和柔韌性差異較大。為避免內底板拼板焊接翻身過程中出現折彎變形,在尾部沿主機基座面板縱向做了兩條長度約3 m的20 a槽鋼的局部加強,見圖2所示。
內底板結構線劃線,以主機槽中心線為劃線基準,按精度方案進行焊接收縮量的的加放。
3.4.2 基座縱桁及其他組立制作
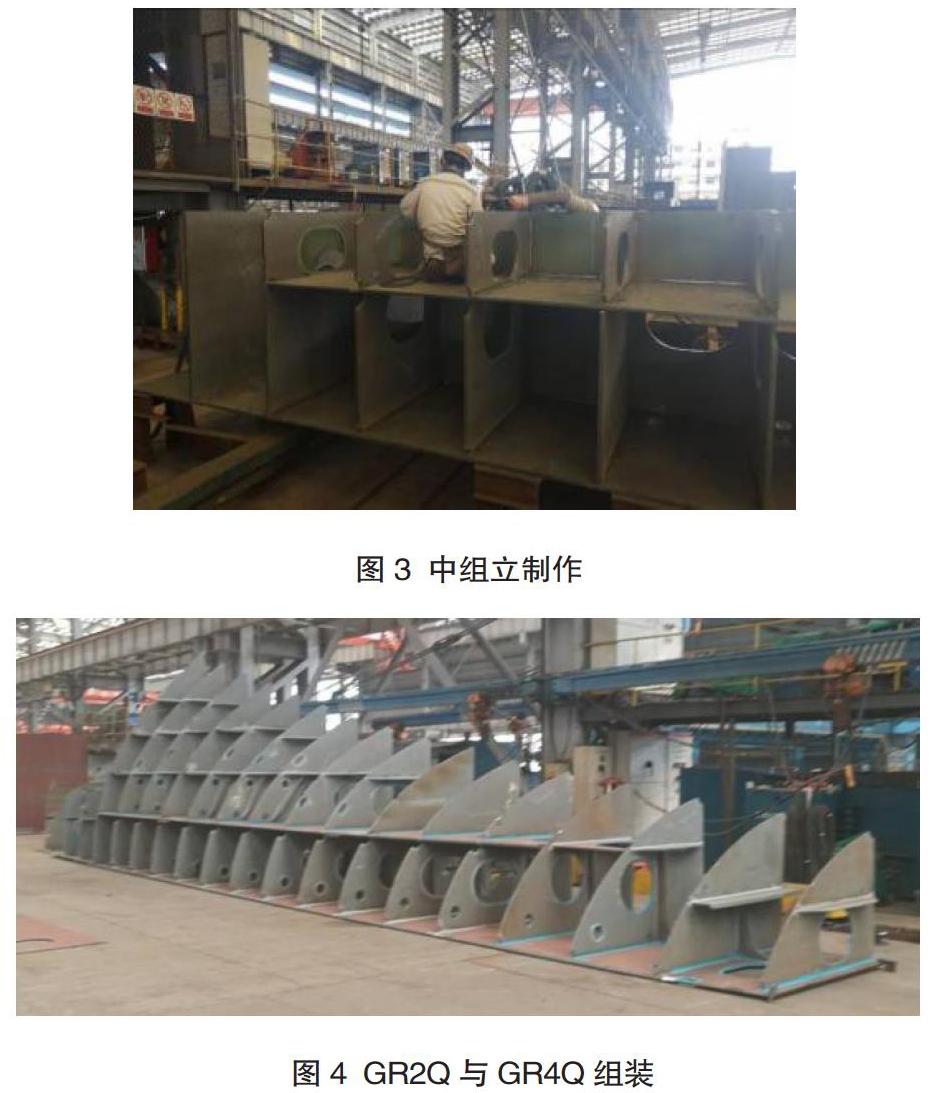
拼板焊接的部件,嚴格對拼板尺寸和焊接變形進行了控制。每一件小組立制作完成后,均進行退火矯正后才允許進入下一道工序;每一個半封閉與封閉的箱型結構,選擇在水平小組胎架或中組胎架上進行制作,并對箱體方正度、壁板的垂直度和端部齊口度進行重點控制,見圖3所示。
為減少艙室立焊作業量,更好地控制焊接變形,提前將GR2C與GR4C兩條縱桁在小組階段進行了組裝(GR2Q與GR4Q類似),相對于設計DAP組裝的更大、組立強度更好,有效地減少了焊接變形,見圖4所示。
3.5曲面中組立精度控制
該分段劃分有四個曲面外板中組立,其精度好壞直接關系著合攏口精度和分段整體精度。
制作過程中,嚴格按工藝要求進行了曲面胎架制作,并進行了胎架制作工藝質量專項檢查;胎架板依據地樣線進行定位,并進行了封胎剛性固定;組立制作精度均進行了嚴格地過程控制與檢查。
3.6大組精度控制
3.6.1 雙層底部分精度控制
雙層底部分精度是整個分段精度控制的重點,也是整個分段精度的基礎。內底板依據地樣線進行鋪放(偏差控制在±1 mm),重點對主機基座和內底板四角進行封胎剛性固定。
內底板拼接裝配焊接完成后,從中間向兩邊依次吊裝底部結構,裝配定位過程中對裝配間隙和定位精度進行嚴格控制與檢查;結構焊接時按工藝要求施焊,立焊和較長的平角焊采用分段退焊法,涉及坡口的和焊腳較大的焊縫采用多層多道焊。
鋪蓋船底外板前,對艙內焊縫進行分批次焊后處理,有效地減少了密閉艙室作業時間,并分批次向船東、船檢提交了檢驗報告,有效地改善了檢驗環境,提升了檢驗效率;同時進行了艙室內的組立舾裝(管系預埋和鐵舾件安裝)。
制作過程中,對基座水平和分段整體水平進行了多次測量監控(如縱桁安裝完成后、立焊焊接完成后、平焊焊接完成后等),依據測量數據及時調整了相關焊接順序和防變形措施,減少了焊接變形量。現場制作情況,見圖5所示。
3.6.2 內底板以上部分精度控制
雙層底部分外板對接縫焊接完成后,翻身正放在水泥墩上并調整水平,而后對主機基座及內底板水平進行了整體檢測,確保主機基座平面度可控;依據主機基座中心線作出分段四塊外板片體的定位用的地樣線及分段預總組地樣線;在內底板上依據主機基座中心線架設中心線線架標桿,依次吊裝橫壁和四塊外板片體。每吊裝完一塊外板片體,均對內底板水平進行一次監測,避免吊裝后局部受載導致的水平變化;依據中心線和雙層底部分的水平基準線,調整片體定位精度,確保分段上合攏口精度,并進行支撐固定;焊接嚴格按照“先立焊后平焊,先中間后四周,對稱施焊,長焊縫分段退焊法”的施焊原則進行。
通過對每道工序的層層控制與把關,焊接質量和分段精度均得到了較好控制,焊縫質量無損探傷均一次性檢驗合格,分段精度(水平和線型)與主機基座精度均在可控范圍內;基座的水平度控制在±3 mm以內,滿足該船主機安裝對基座平面度的要求。分段整體完工效果圖,見圖6、圖7所示。
4 ? ?結束語
本項目結合以往船舶建造經驗,研究了該船主機設備相關資料與所在區域的圖紙,將分段化整為零,劃分了多個中小組立并制定了詳細的裝配流程,實現了平面化、平地化和敞開化作業,避免了集中焊接作業,減少了密閉艙室作業量;編制了施工要領,制定了合理的精度方案和胎架方案;焊接過程中實施了多層多道焊和分段退焊法,確保了焊接質量;對各道工序嚴格把關,實現了分段整體精度受控。基座的平面度控制在±3 mm以內、開檔尺寸控制在±2 mm以內,主機基座精度滿足相關技術要求,為后期拉線照光和主機安裝奠定了良好的基礎,為類似分段建造積累了寶貴的經驗。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
