宣鋼生產(chǎn)C72DA工藝控制
2020-09-17 18:07:24閆軍
山西冶金 2020年4期
閆 軍
(河鋼集團(tuán)宣鋼公司,河北 宣化075100)
河鋼集團(tuán)宣鋼公司(全文簡稱宣鋼)生產(chǎn)的C72DA盤條采用控軋控冷技術(shù),主要用于加工胎圈鋼絲,要求具有成品具有強(qiáng)度高、韌性好、耐沖擊、抗疲勞的良好性能。因此對鑄坯質(zhì)量要求較高,生產(chǎn)初期,顧客反映宣鋼生產(chǎn)的C72DA在拉拔過程中的斷絲率較高,無法滿足生產(chǎn)要求。技術(shù)人員經(jīng)過跟蹤統(tǒng)計(jì)、反復(fù)試驗(yàn),不斷對煉鋼、精煉、連鑄工藝進(jìn)行調(diào)整、優(yōu)化,終于成功地解決了生產(chǎn)中的難題。目前成分控制穩(wěn)定,鑄坯質(zhì)量良好,生產(chǎn)穩(wěn)定,合格率穩(wěn)定在97%以上。
1 工藝路線
宣鋼生產(chǎn)的C72DA成品盤條供貨予巨力公司,依據(jù)終端客戶鋼種質(zhì)量、使用性能和拉拔加工的要求,結(jié)合宣鋼設(shè)備及實(shí)際控制情況,確定該鋼種的化學(xué)成分控制(見表1)。
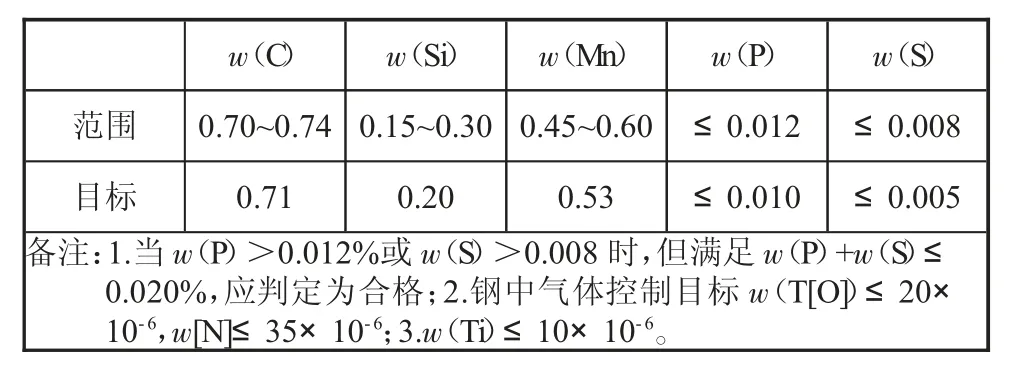
表1 C72DA化學(xué)成分控制 %
工藝路線為:鐵水KR脫硫預(yù)處理—150 t復(fù)吹轉(zhuǎn)爐冶煉—180 t LF爐精煉—150 mm2連續(xù)澆鑄—鑄坯緩冷—軋制—成品緩冷。
2 生產(chǎn)工藝控制
2.1 鐵水預(yù)處理工藝
該鋼種硫含量要求較低,考慮到轉(zhuǎn)爐冶煉過程中物料帶入硫,要求入爐鐵水w(S)≤0.003%。宣鋼自產(chǎn)鐵水中P、S含量普遍偏高,因此采用KR鐵水預(yù)處理技術(shù)對鐵水進(jìn)行脫硫處理,為保證脫硫效果,脫硫前扒除前渣,處理后脫硫渣扒除干凈,防止冶煉過程中回硫。
為了保證轉(zhuǎn)爐吹煉過程中快速成渣,要求入爐鐵水溫度T≥1 250℃,但鐵水深脫硫后溫降較大,因此,在保證有效脫硫的前提下,脫硫劑加入量控制越少越好,降低脫硫過程中的溫降。同時(shí)必須掌握好脫硫劑加入時(shí)機(jī),加入過早,脫硫劑不能隨渦流充分彌散至鐵水中,影響脫硫效果;加入過晚,高速攪拌時(shí),易產(chǎn)生飛濺,使脫硫劑利用率降低,最好控制在渦流即將剛形成或剛形成時(shí)加入,1.5~2.0 min內(nèi)加完,后逐漸提高攪拌頭旋轉(zhuǎn)速度,確保脫硫效果。
2.2 轉(zhuǎn)爐冶煉工藝
為了減少廢鋼帶入雜質(zhì),冶煉C72DA時(shí),廢鋼使用宣鋼自循環(huán)鋼筋,且廢鋼必須干凈,不得含有油污,C72DA要求成分穩(wěn)定,鋼中雜質(zhì)元素及P、S等有害元素含量盡可能低,因此對轉(zhuǎn)爐過程和終點(diǎn)控制要求較高。轉(zhuǎn)爐采用雙渣法冶煉,造渣料保證干燥,過程采用恒氧壓、變槍位操作,根據(jù)爐口火焰情況及時(shí)調(diào)整槍位和加料,終渣堿度不小于3.5,確保轉(zhuǎn)爐脫磷效果,復(fù)吹采用全程底吹氬氣工藝,終點(diǎn)控制碳、磷、溫度三者協(xié)調(diào),要求終點(diǎn)控制如表2所示。

表2 轉(zhuǎn)爐冶煉C72DA終點(diǎn)控制
采用低氮增碳劑對鋼水配碳,合金化采用低碳錳鐵和低鈦硅鐵,避免使用強(qiáng)脫氧劑,采用低鈦硅鐵合金本身脫氧,減少雜質(zhì)元素的帶入,合金使用前必須經(jīng)過合金烘烤爐進(jìn)行烘烤加熱,合金加完后加入72A專用預(yù)熔精煉渣1 750 kg,確保鋼水進(jìn)LF后快速成渣。出鋼前30 s打開鋼包氬氣開關(guān)吹氬,排凈包內(nèi)空氣,出鋼過程采用鋼包全程吹氬進(jìn)行強(qiáng)攪拌,出鋼后調(diào)小氬氣流量,保證液面微動即可。
轉(zhuǎn)爐出鋼采用滑板擋渣[1],操作中使用前擋加后擋工藝配合紅外下渣自動檢測技術(shù),調(diào)整滑板擋渣控制參數(shù),將下渣百分比調(diào)整為最高要求,保證擋渣效果,盡可能減少鋼包下渣量,鋼包渣層厚度≤20 mm。加強(qiáng)出鋼口的維護(hù),保證冶煉C72DA時(shí)出鋼口壽命在40~120次之間,出鋼口形狀規(guī)整不散溜,出鋼時(shí)間不得小于5 min。
2.3 LF精煉工藝
LF是精確調(diào)整鋼水成分,去除夾雜物的主要環(huán)節(jié),為連鑄提供合格的、可澆性良好的鋼水。宣鋼冶煉C72DA時(shí),LF采用雙工位生產(chǎn),鋼水進(jìn)站后補(bǔ)加72A專用預(yù)熔精煉渣950 kg,采用低鋁硅鐵粉和90碳化硅進(jìn)行脫氧,隨后加入渣料早白渣。為保證進(jìn)站成分具有代表性,送電15 min后,確保渣料全部熔化良好,取鋼樣和渣樣進(jìn)行分析。LF處理過程中及時(shí)蘸取渣樣,將堿度控制在0.8~1.0之間。
精煉過程在保證鋼液面不裸露的情況下采用最大吹氬強(qiáng)度,精煉結(jié)束后進(jìn)行軟吹氬處理,軟吹時(shí)間≥40 min,足夠的軟吹時(shí)間可以使夾雜物充分上浮[2],從而減少鋼中夾雜物的含量,提高鋼水的潔凈度。軟吹過程中暫時(shí)不加覆蓋劑,待鋼水出站前加覆蓋劑上連鑄平臺。
2.4 方坯連鑄工藝
宣鋼使用十二機(jī)十二流小方坯連鑄機(jī)澆注,斷面采用150 mm×150 mm,其主要工藝參數(shù)如表3所示。
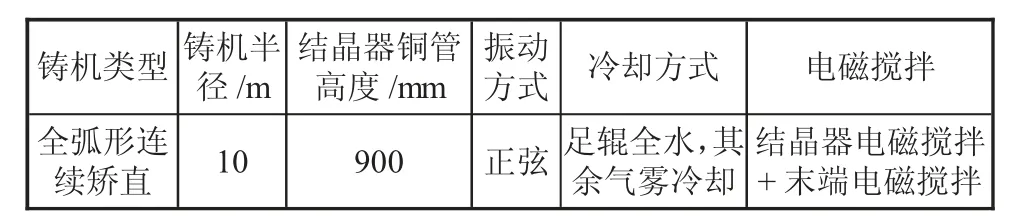
表3 連鑄機(jī)主要工藝參數(shù)
為保證鑄坯質(zhì)量合格,C72DA生產(chǎn)前,C72DA生產(chǎn)前,連鑄機(jī)修查水需求,確保機(jī)設(shè)備工況良好,二冷噴淋管對中,檢查噴嘴霧化情況,保證噴射角度正常,氣霧噴嘴無堵塞,避免鑄坯冷卻不均勻。
澆注過程中執(zhí)行恒拉速拉鋼,避免拉速波動,拉速控制在1.8 m/min,防止鋼坯內(nèi)出現(xiàn)間隔性疏松,避免產(chǎn)生縮孔,采用二冷水自動配水技術(shù),比水量控制在0.55~0.65 L/kg。C72DA液相線溫度為1 470℃,控制過熱度保持在20~30℃,避免過熱度太高在結(jié)晶過程中鋼坯內(nèi)柱狀晶發(fā)達(dá)而出現(xiàn)的搭橋現(xiàn)象。
連鑄機(jī)采用氣霧冷卻,為保證鑄坯合格,C72DA生產(chǎn)前,必須對連鑄機(jī)進(jìn)行檢修查水,保證鑄機(jī)設(shè)備工況良好,二冷噴淋管對中,檢查噴嘴霧化情況,保證噴射角度正常,氣霧噴嘴無堵塞,避免鑄坯冷卻不均勻。
結(jié)晶器水流量控制在115~125 m3/h,電磁攪拌參數(shù)為240 A/4 Hz,采用液面自動控制技術(shù),結(jié)晶器內(nèi)加專用保護(hù)渣澆筑,做到少加、勤加保持液面覆蓋良好,保證適當(dāng)?shù)囊涸鼘雍穸群鸵欢ǖ姆墼鼘雍穸龋砻鏌o發(fā)紅和裸露現(xiàn)象,火苗均勻。
采用F-EMS末端電磁攪拌技術(shù),針對C72DA方坯1.8 m/min工作拉速,通過射釘法測定坯殼厚度,末端電磁攪拌裝置中心處安裝在距彎月面6.5 m處,參數(shù)控制為260 A/4 Hz,充分發(fā)揮末端電磁攪拌攪拌效果,保證末端鑄坯內(nèi)鋼液快速流動,抑制柱狀晶的發(fā)展,避免最后凝固區(qū)域形成的“搭橋”現(xiàn)象[3],獲得中心寬大的等軸晶帶,有效控制鑄坯中心碳偏析。
保證鑄坯質(zhì)量必須減少鋼水二次氧化。產(chǎn)生鋼水二次氧化的原因一是大包開澆后,長水口保護(hù)掛得不及時(shí)或提前摘下長水口保護(hù),二是在中包內(nèi)的注流沖擊區(qū)的覆蓋劑加入不及時(shí)[4]。宣鋼采用全過程保護(hù)澆注,大包采用鋁碳質(zhì)長水口,先掛大包長水口在開澆,嚴(yán)禁敞流澆鑄,大包嚴(yán)禁下渣,水口插入鋼水液面200 mm以上,氬封保護(hù)澆注,浸入式水口加裝密封圈,水口插入鋼水液面100~150 mm。基本杜絕了鋼水的二次氧化,同時(shí)減少了鋼液鑄流在流動過程中產(chǎn)生負(fù)壓而造成的鋼液吸氮。
2.5 鋼包要求
鋼包應(yīng)為在線周轉(zhuǎn)包(甲級罐),5個(gè)鋼包周轉(zhuǎn),并能滿足精煉要求,鋼包包口及時(shí)清理,鋼包內(nèi)必須潔凈,無包底,無積渣,鋼包兩塊底吹磚透氣良好,能夠滿足精煉吹氬需要。
3 連鑄坯質(zhì)量分析
生產(chǎn)中,每流取1塊做低倍,選取過熱度25℃和30℃的爐次,每流取碳偏析樣,鑄坯質(zhì)量控制如表4所示。
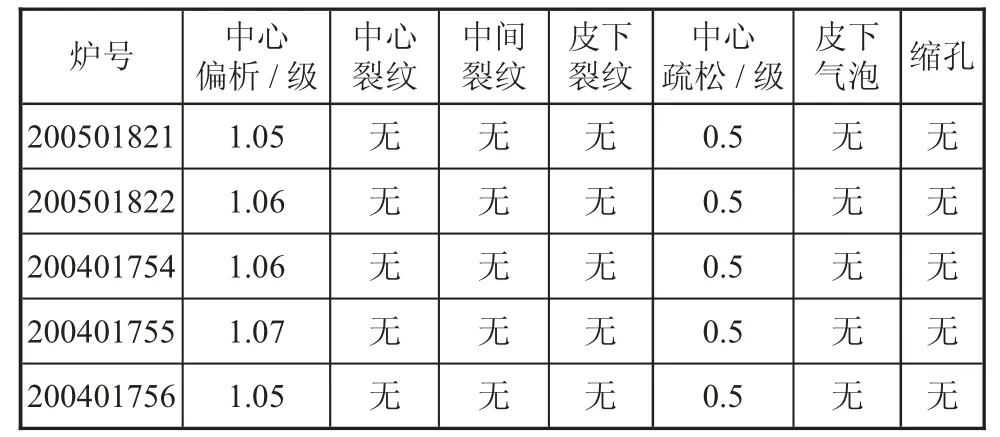
表4 鑄坯質(zhì)量控制情況
4 結(jié)論
宣鋼經(jīng)過C72DA生產(chǎn)過程中不斷對煉鋼、精煉、連鑄工藝的調(diào)整優(yōu)化,鋼水成分控制穩(wěn)定,連鑄澆注順利,鑄坯質(zhì)量控制良好,各項(xiàng)指標(biāo)均有較大提升,產(chǎn)品質(zhì)量穩(wěn)定可控。目前宣鋼生產(chǎn)C72DA胎圈鋼質(zhì)量穩(wěn)定,可拉拔至0.28 mm,得到了下游用戶的認(rèn)可。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機(jī)械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03