石油化工項目施工現場管道焊后熱處理的質量監督
2020-09-17 14:43:00張磊
化工設計通訊 2020年10期
張 磊
(中海油安全技術服務有限公司,天津 300457)
隨著科技的發展,石油化工建設項目正朝著大型化、規模化、高端化轉變,譬如大榭石化三期、四期項目和惠州煉化二期及待建三期項目,對管道強度、耐熱、耐腐蝕、高溫蠕變等性能的要求也越來越高,這樣勢必對管道材料和焊接材料等級、焊接工藝和焊后熱處理工藝提出更高的要求。并且焊接工程量動輒數十萬吋徑,甚至數百萬吋徑,隨之焊后熱處理的工作量也越來越大。
目前石油化工項目熱處理工作質量不高,主要體現在:各參建單位對熱處理工作不夠重視,熱處理人員無資格和技術能力普遍較低,熱處理設備和熱電偶的檢定、校準、校驗不規范、不及時,熱處理工藝執行不規范,熱處理后的檢驗試驗流于形式,焊后熱處理效果不理想等。
本文結合近年來質量監督實踐,按照中國海洋石油質量監督管理制度[1]要求,從熱處理人員、熱處理設備和材料、熱處理工藝、熱處理后的檢驗試驗等方面,探討監督工程師如何有效完成對管道焊后熱處理工作的質量監督。
1 熱處理人員
現場參與熱處理工作的人員主要包括熱處理操作工和熱處理專業技術人員。其中,金屬熱處理工應依照《國家職業技能標準 金屬熱處理工》(職業編碼:6-18-02-03),取得相應等級(共五級)的職業資格證書。該水平類評價類的資格證書主要是由技能鑒定機構聯合相關行業協會進行考核和頒發。目前石油化工行業尚未開展金屬熱處理工職業技能鑒定工作,據了解僅有電力行業考核和頒發三級(含三級)以下金屬熱處理工職業資格證,一級(高級技師)和二級(技師)仍由人社部下屬的職業技能鑒定機構考核和頒發。
在執行管道焊后熱處理工作的質量監督工作時,應嚴格審查熱處理人員的金屬熱處理工職業資格證,杜絕電工證替代職業資格證的現象。另外,鑒于熱處理對象、工藝和電力行業區別不大(大部分相同),建議石油化工項目參考電力標準,明確各級金屬熱處理工的工作范圍。
2 熱處理設備和材料
熱處理設備主要由測控溫系統、溫度記錄儀和熱電偶等部分組成。設備應具備自動控溫和測溫功能。其中測控溫系統的電流表、電壓表應經過校準,溫度記錄儀如采用自動記錄裝置(絕大部分都是)也應定期檢定。熱電偶或熱電偶絲作為直接溫度測量設備也應定期校驗或比對。監督工程師應重點抽查相應計量證書、校準證書、檢定證書的有效性,另外應注意的是,測控溫系統的精度應控制在±5℃。
熱處理使用的材料主要是指柔性陶瓷指加熱片及繩、保溫材料(如硅酸鋁毯、玻璃纖維布等),監督檢查時應著重檢查熱處理材料的質量證明文件。對于柔性陶瓷指加熱片及繩,主要參數為:最高加熱溫度和熱處理工藝所需最高保溫溫度是否匹配,抗熱震性能是否滿足要求,軟化溫度不得低于1 200℃。對于保溫材料,主要參數為:熱阻不得低于350℃·m2/kW,且熔融溫度不低于1 150℃。
3 熱處理工藝
熱處理工藝的來源主要有三個方面,最直接的來源是設計文件(尤其是特殊部位和特設材質),其次是管道安裝標準、規范及配套的熱處理標準、規范(這也是來源最廣泛的一種),最后是施工單位通過焊接工藝評定確定的熱處理工藝。監督檢查時,應重點審查熱處理工藝卡和作業指導書,檢查其是否滿足設計、標準、規范或焊接工藝評定的要求,編審批流程是否符合施工現場管理要求,交底是否及時、準確等。
根據材料在加熱和冷卻時組織和性能變化規律,現場常用的熱處理工藝分為去應力退火、高溫回火和穩定化處理三種。去應力退火應用最為廣泛,主要應用于碳鋼、低合金鋼等鐵素體和珠光體焊縫(如20g,15CrMoG,12Cr1MoV,SA335P22等),目的是為了消除焊縫內的氫元素和焊接應力,起到改善焊縫及熱影響區組織和穩定結構的作用。高溫回火主要應用于馬氏體鋼焊縫(如1Cr5Mo,9%~12%Cr 系列鋼材),目的是為了降低焊縫應力、提高韌性和改善高溫蠕變性能等。穩定化處理指的是含有穩定化元素Nb 或Ti 的奧氏體不銹鋼(如0Cr18Ni9Ti 等),為了防止晶間腐蝕,須將C 以碳化物(NbC 或TiC)的形式固定于奧氏體晶界的熱處理過程。在監督檢查過程中,首先要和焊接記錄對應起來,核查焊后熱處理實施的時機。需要特別指出的是對于含硫管線的消除應力退火或消氫處理應當及時,不得遷延。馬氏體鋼焊縫熱處理前的低溫轉變一定要充分(如SA335P91焊縫在焊后應冷卻到100~120℃,并保溫1h 以上),要保證焊縫組織馬氏體轉化盡可能完全。其次熱處理過程的升降溫速度和保溫溫度、時間是關注重點。對于奧氏體不銹鋼穩定化處理的降溫過程一定要快,保溫時間足夠以后,直接空冷。盡量避開敏化溫度區間(450~850℃),減少碳化鉻(Cr23C6)的形成,避免晶間貧鉻。再次,熱電偶或熱電偶絲的布置也是檢查重點,測控溫熱電偶數量、分布滿足標準或規范最低要求,選取有代表性、測控溫可靠的位置。并且每一個控制回路至少有一支控溫熱電偶,橫焊縫應布置在焊縫下側的位置,水平管道的對接焊縫應放置在焊縫底部(需要說明的是,對于此類焊縫的熱電偶布置方式,電力行業和石油化工行業規范要求不同)。最后應重點檢查均熱寬度、加熱寬度、保溫寬度是否滿足規范要求,以保證升、保、降溫正常。再次應重點檢查熱處理曲線,熱處理曲線應清晰、連續、完整、真實,并且標記內容應齊全,符合規范要求。需要特別注意的是,在保溫過程中,保溫溫度超過規范要求時,應注意檢查硬度檢測結果。對于保溫溫度超過材料的下限臨界溫度的管段應報廢并更換。
4 檢驗試驗
評定熱處理工作質量的檢驗試驗主要包括硬度檢測、金相試驗。硬度檢測,尤其是里氏硬度檢測具備快速、便捷、數據直觀顯示、可實現布洛維三種硬度轉換、損傷較輕、對各向和狹小空間均可使用的特點,目前在石油化工行業應用最為廣泛。但是也存在測量精度受工件表面粗糙度和厚度影響較大,操作的可重復性差,有較小熱影響區的焊縫測量不精準,不能直接反饋熱處理后顯微組織的局限性。其他的硬度檢測方法限于本身操作較為繁瑣,設備笨重不適合現場開展檢測工作。金相試驗操作過程繁瑣、對試驗人員要求比較高,但是具備能直觀顯示焊縫、熱影響區、母材的顯微組織,進而能夠對熱處理工作質量做出客觀評價的優點。但在石油化工項目施工現場并未得到廣泛的開展。
對于硬度檢測,監督工程師應重點抽查硬度檢測報告內容。硬度檢測報告應有硬度測試的位置示意圖,測試點選取應根據熱電偶布置位置選取,選取最不利的位置進行檢測,并且覆蓋焊縫、熱影響區,檢測結果不應超過規范要求。在這里需注意的是,對于鐵素體和珠光體類的低碳鋼、低合金鋼以及奧氏體不銹鋼(尤其是壁厚較小的),即使不進行焊后熱處理,其硬度也未必超過標準要求,這是硬度檢測的局限性。對于馬氏體鋼來說,焊縫硬度偏低(尤其是低于母材硬度90%)時,應抽查熱處理曲線(重點關注升降溫速度、保溫溫度和時間)是否符合規范要求,且應通過金相試驗來判定焊后熱處理是否符合要求。這里需要特別指出的是,鑒于石油化工熱處理規范僅對所有種類材料的硬度提出上限的要求,對材料硬度的最小值沒有限制,但是監督工程師應該了解,材料的硬度和強度是有一定關系的。一般來說,材料硬度大,強度也越大。在監督檢查過程中如有焊縫、熱影響區、母材硬度值遠低于正常水平(可參考電力行業標準或相應材料標準),應要求責任單位補做金相試驗來驗證組織是否異常(主要是熱處理溫度過高,致使過燒脫碳)。
就本質監站所監管的項目來說,還沒有開展金相試驗來驗證熱處理工作質量的先例。盡管如此,從專業角度出發并結合工作實踐,僅供參考。
1)某SA335P92(10Cr9MoW2VNbBN)管道母材在不同回火溫度下組織比較,如圖1所示;管材的原始組織為馬氏體組織,經810℃回火后尚保留馬氏體位相,但是馬氏體板條的取向性變差,主要由于高溫回火使部分馬氏體板條分解造成,隨著回火溫度升高,馬氏體板條分解,碳化物產生偏聚現象,硬度進一步降低,870℃回火后,有大量碳化物析出,表面彌散強化增強,使得硬度反而提高。由此可見,一味追求低硬度值并非熱處理工作的根本所在。
2)某G115(9Cr-3W-3Co)焊縫,圖2 為不同回火溫度下焊縫金屬的顯微組織照片,可以看出,均呈現出板條馬氏體特征,主要是由于Co 元素的存在加速馬氏體組織的轉變,提高了焊縫金屬的淬透性。未處理的焊縫金屬馬氏體組織比較粗大,經740℃回火后,馬氏體板條束呈針片狀,板條束較細密,但位向差不明顯,無明顯板條塊特征,實測顯微硬度為312HV15。經760~800℃回火后,馬氏體板條束變寬,位相差明顯,有板條塊特征,實測顯微硬度分別為254HV15~238HV15。圖2(f)為回火溫度升高到820℃后的組織,此時馬氏體板條塊變大,馬氏體板條束特征不如圖(d)和(e)明顯,同時基體上碳化物增多,硬度測試為240HV5。需要說明的是,筆者對各種溫度回火的過程中未發現回火索氏體等珠光體組織仍然存疑。暫猜測為W和Co的存在致使C曲線右移,并大幅改變C曲線的形狀,提高了馬氏體轉變溫度Ms,導致焊接降溫過程中奧氏體來不及向索氏體等轉化,直接轉化為淬火馬氏體。另外,馬氏體板條束寬度大小的變化與原子的擴散驅動力有關,顯然焊縫凝固階段原子驅動力最小,板條束最細,在回火過程中組織應力釋放,固溶于基體中原子熱擴散能力增強,馬氏體板條束寬度變大,直至馬氏體板條束發生分解。由此可見,硬度指標作為衡量熱處理工作質量的判據有失偏頗。
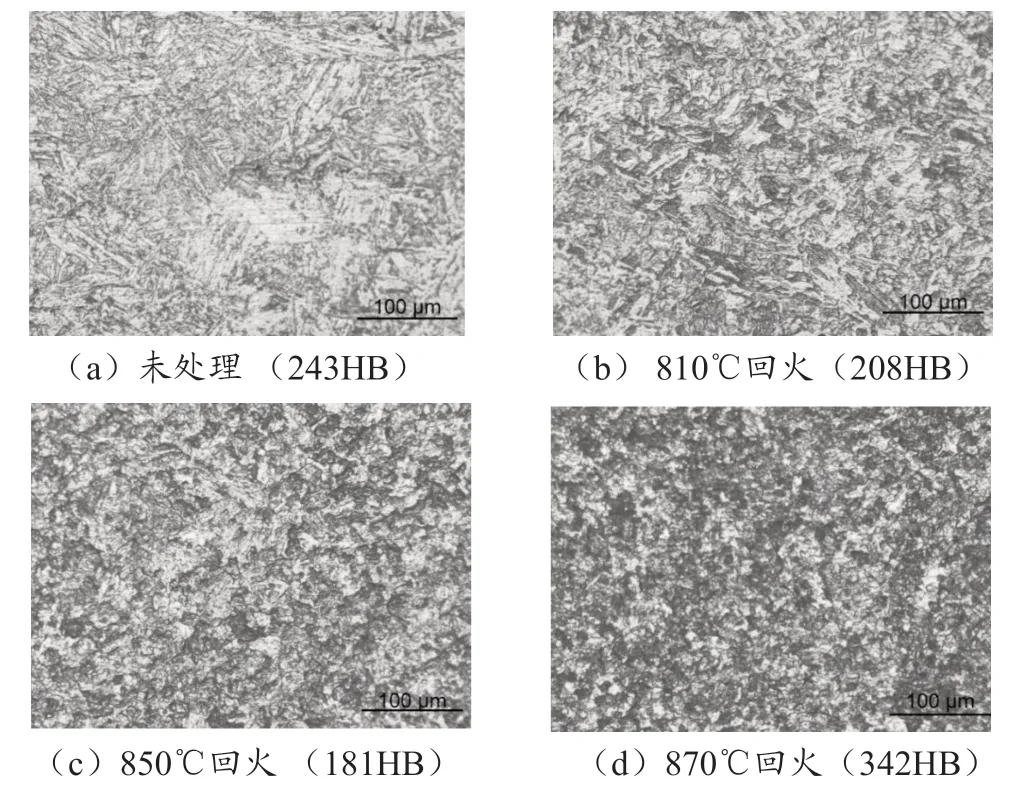
圖1 不同回火溫度下P92鋼金相組織
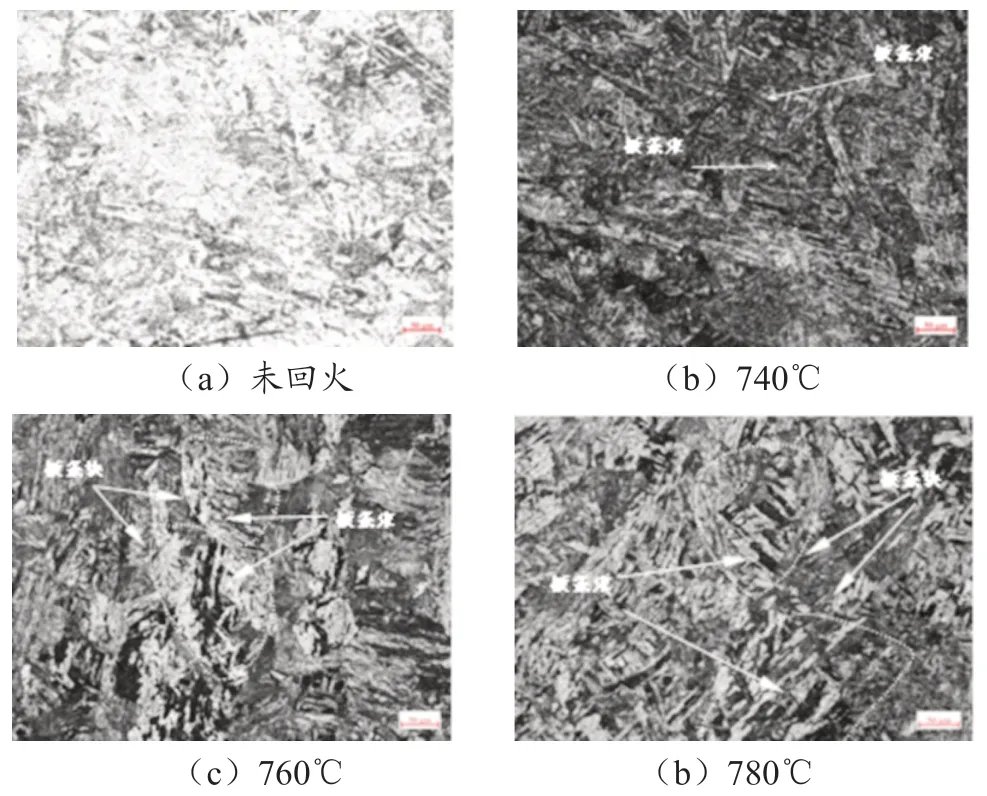
圖2 不同回火溫度下G115鋼焊縫金屬的顯微組織
5 結束語
綜上所述,焊后熱處理是通過改善工件內部微觀組織,來提升外在使用性能的一種技術手段,是有一定技術含量的。況且評定熱處理質量也不僅是通過硬度檢測這一種手段。監督工程師在實施監督工作時,應綜合熱處理全過程的質量管控,前期重點監督檢查人員、設備、作業方案等編報審程序,巡監過程中重點抽查現場實際與既定工藝的一致性,后期應重點關注熱處理曲線和檢驗試驗結果。督促各參建單位積極參與,力求做到工作前計劃到位,實施中檢查到位,完成后檢測合格,為項目如期、合格交付打下堅實基礎。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
人大建設(2020年4期)2020-09-21 03:39:12
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2017年2期)2017-07-21 10:59:25
制造業自動化(2017年2期)2017-03-20 14:26:13
人大建設(2017年9期)2017-02-03 02:53:31
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24