FOCKE700煙支小盒包裝機鋁紙折疊剎車裝置研發
2020-09-10 19:25:28王進宇
內燃機與配件 2020年10期
關鍵詞:質量
王進宇

摘要:鋁箔紙是包裹香煙不可缺少的材料,由于鋁箔紙外面很光滑,在煙包高速生產過程中(大于600包/分鐘)容易滑動,影響煙包包裹質量。本案中,在煙包從高速至靜止工位出添加一鋁紙折疊剎車,需要停止時,剎住煙包,需要再次移動時,松開煙包,如此一來,完美解決了生產速度提升受質量制約的問題。
關鍵詞:鋁箔紙;剎車;煙包;質量
0 ?引言
本設計成功降低了FOCKE700型煙支小盒包裝機生產的小包中存在的鋁紙折疊不佳、鋁紙卷邊、鋁紙搭頭長短、鋁紙搭頭交錯質量缺陷問題,減少了因此質量問題而產生的維修維護時間。創造性引入氣囊提供制動能,設計精巧、工作穩定可靠、調整容易,在顯示屏上改變電子凸輪角度就能改變氣囊鼓起的時間及長短,使設備具有柔性加工能力。
1 ?生產現狀
由于FOCKE700包裝機折疊裝置存在一定的設計缺陷,對原輔材料的差異性適應不足,長時間工作后,折疊套口處剎車片會發生磨損,不能有效制動及把持煙包,從而造成側角折疊器折疊鋁紙時,煙包往后滑動,最終造成下折疊器和上折疊器不能有效折疊,出現鋁紙的質量問題。因此我們決定研制新型折疊剎車裝置,以達到降低鋁紙質量問題,減少維修維護時間的目標。
2 ?改進內容
本設計的目的在于經濟有效地解決FOCKE700機型鋁紙質量問題出現概率大,維修時間長的問題。
FOCKE700包裝機的折疊剎車裝置采用機電一體化技術來實現對鋁紙的折疊,折疊套口裝置由氣囊、機械組件、電氣結構等組成。氣囊采用氣動控制,包括氣囊、節流閥及氣壓表兩聯件、空氣壓縮機及其他氣路輔件。機械組件包括進行折疊的各折疊器,左側角折疊器、右側角折疊器、下折疊器、上折疊器、煙包進出通道及底板。電氣結構包括顯示屏、PLC、高速電磁閥及煙包檢測傳感器。
折疊剎車裝置機械組件結構如圖1所示。
FOCKE700包裝機折疊剎車裝置有兩個煙包通道,完成“U”折疊的煙包在雙排凸耳鏈的推動下,由鋁紙折疊導軌進入折疊套口裝置,在折疊套口裝置處完成鋁紙的后端二底角、下短邊及上短邊折疊。
3 ?具體實施
3.1 氣囊設計制作
①氣囊材料:聚氨酯;
②氣囊尺寸:42mm×26mm×2mm(長×寬×厚);
③氣體壓力:0.2MPa。
3.2 機械組件設計制作
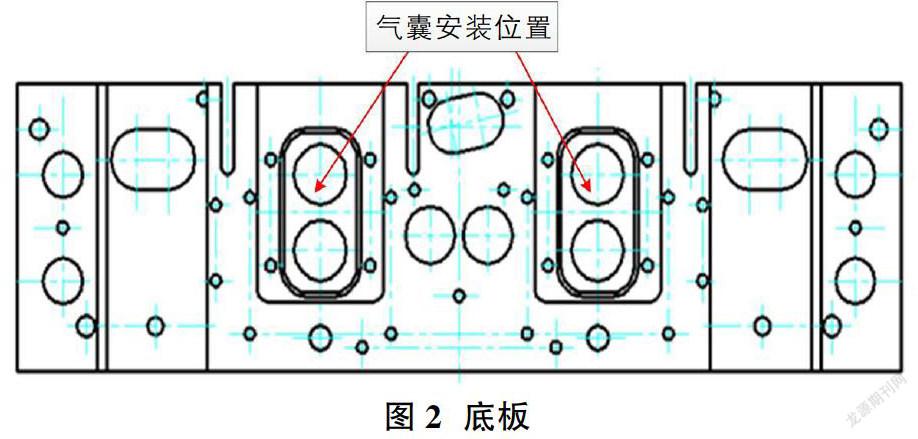
①底板:底板由原來的非一體式底板改造成一體式底板,氣囊安裝位置如圖2所示。
②剎車片。
3.3 電氣部分
①高速電磁閥:MAC 45A-BC1-DA。
②電子凸輪角度確定:兩個通道具有差異性,電子凸輪角度不同,經過實驗測定,通道1電子凸輪角度為225-340°,通道2電子凸輪角度為22-339°。
4 ?工作原理
本設計的工作過程可分為兩個階段,第一階段工作過程是氣囊帶動剎車片壓緊煙包,第二部分工作過程是折疊器(側角折疊器、下折疊器、上折疊器)折疊鋁紙。
4.1 第一階段工作過程
在顯示屏上設置好兩個通道氣囊運動的電子凸輪角度以后,程序將按照此電子凸輪角度控制兩個通道的高速電磁閥,高速電磁閥控制氣囊充氣與放氣,充氣時向上帶動剎車片在后端壓緊煙包,放氣時向下帶動剎車片放開煙包。
4.2 第二階段工作過程
煙包被氣囊帶動的剎車片壓緊之后,開始進行鋁紙折疊。首先是側角折疊器折疊鋁紙后端二底角,之后下折疊器折疊鋁紙下短邊,最后是上折疊器折疊鋁約上短邊。
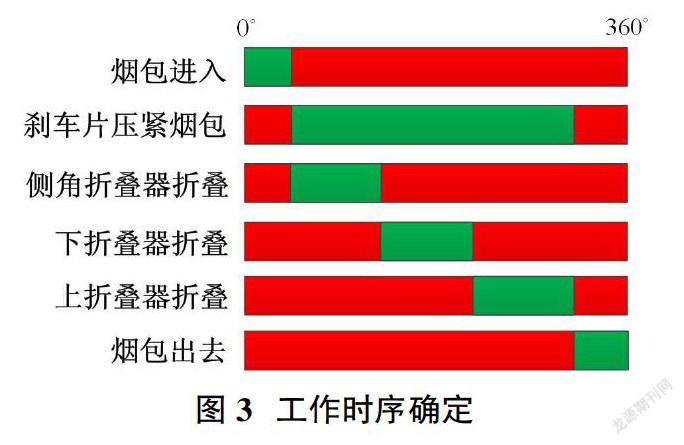
5 ?工作時序
如圖3所示,所有動作都有先后關系,由此可以確定各個動作部件的工作節拍以完成一個工作循環。
本設計可實現柔性調整,原折疊套口裝置使用凸輪機構帶動剎車片,剎車片動作不可調整,本實用新型使用氣囊帶動剎車片,可在顯示屏上改變電子凸輪角度,即可改變氣囊帶動剎車片的時間及長短,具有可控可調的優點。
參考文獻:
[1]季維發,過潤秋,嚴武升.機電一體化技術[M].電子工業出版社,1995.
[2]孫志禮,冷興聚,魏嚴剛,等主編.機械設計[J].沈陽:東北大學出版社,2000.
[3]大連理工大學工程畫教研室編.機械制圖[M].北京:高等教育出版社,1993.
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54