重載機(jī)車(chē)用102型車(chē)鉤C6修工藝研究與探討
2020-09-10 15:55:30孫林松馬玉好
交通科技與管理 2020年11期
孫林松 馬玉好
摘 要:102型車(chē)鉤以其鮮明的結(jié)構(gòu)特色和功能特性區(qū)別于我國(guó)現(xiàn)有機(jī)車(chē)車(chē)鉤,與傳統(tǒng)機(jī)車(chē)車(chē)鉤相比,102型車(chē)鉤鉤頭下方增加防脫止擋,雙開(kāi)結(jié)構(gòu)下鎖銷(xiāo)、獨(dú)特的鉤尾凸肩結(jié)構(gòu),本文將對(duì)HXN5內(nèi)燃機(jī)車(chē)102型車(chē)鉤C6檢修工藝進(jìn)行研究和探討,為后續(xù)更多102型車(chē)鉤高質(zhì)量、高效檢修提出行之有效的方法和建議。
關(guān)鍵詞:重載機(jī)車(chē);對(duì)中翼;上、下鉤耳內(nèi)擋
中圖分類(lèi)號(hào):U260.34文獻(xiàn)標(biāo)識(shí)碼:A
0 前言
自2017年后,重載機(jī)車(chē)HXN5機(jī)車(chē)逐步進(jìn)入C6修,隨之其102型車(chē)鉤也進(jìn)入了C6修階段;本文將對(duì)HXN5內(nèi)燃機(jī)車(chē)102型車(chē)鉤C6檢修工藝進(jìn)行研究和探討,為后續(xù)更多102型車(chē)鉤高質(zhì)量、高效檢修提出行之有效的方法和建議。
1 102型車(chē)鉤簡(jiǎn)介
102型車(chē)鉤以其鮮明的結(jié)構(gòu)特色和功能特性區(qū)別于我國(guó)現(xiàn)有機(jī)車(chē)車(chē)鉤,與國(guó)產(chǎn)機(jī)車(chē)車(chē)鉤相比,102型車(chē)鉤鉤頭下方增加防脫止擋,當(dāng)機(jī)車(chē)在惡劣工況運(yùn)行條件下,限制車(chē)鉤垂向竄動(dòng),減少車(chē)鉤分離風(fēng)險(xiǎn);車(chē)鉤下作用雙開(kāi)結(jié)構(gòu)給專(zhuān)門(mén)操作者帶來(lái)很大便利[1];獨(dú)特的鉤尾凸肩結(jié)構(gòu)使該車(chē)鉤具有對(duì)中控制功能。
2 102型車(chē)鉤檢修工藝研究與探討
根據(jù)102車(chē)鉤檢修要求,鉤舌、鉤舌銷(xiāo)、鉤鎖、推鐵、上、下鎖銷(xiāo)組成均須更換,因此只需要對(duì)102車(chē)鉤鉤體進(jìn)行檢修,現(xiàn)結(jié)合其檢修要求,將其檢修流程制定為:拋丸除銹→探傷→裂紋焊修→分解檢查→磨耗焊修→換套→二次復(fù)探→油漆涂裝→車(chē)鉤裝配,由于拋丸除銹、油漆涂裝與既有機(jī)車(chē)車(chē)鉤相同,所以本文不作說(shuō)明。
2.1 探傷、裂紋焊修
鉤體材質(zhì)符合TB/T2942-E,因此其焊修和探傷(包括二次探傷)將參照現(xiàn)有的E級(jí)鋼焊修、探傷工藝即可,其探傷范圍為全探,對(duì)于技術(shù)要求中規(guī)定經(jīng)磁粉探傷發(fā)現(xiàn)有裂紋的部位,不允許焊修。
2.2 分解檢查、磨耗焊修
通過(guò)對(duì)檢修技術(shù)要求的分析,其分解檢查的項(xiàng)點(diǎn)有:外觀(guān)缺陷檢查、鉤腕外漲不大于15 mm、上、下鉤耳內(nèi)擋尺寸不大于212 mm、前導(dǎo)向角、鉤腔立壁磨耗深度不大大于2 mm、下防脫臺(tái)長(zhǎng)度磨耗不大于2 mm(原型16-1 mm)、鉤尾厚度磨耗后不小于42 mm、鉤尾兩側(cè)對(duì)中翼磨耗不大于2 mm、其他部位磨耗不大于3 mm等內(nèi)容。
由于102鉤體的鉤頭部位除了增加防脫止擋外,其他位置的尺寸與13號(hào)車(chē)鉤相同,因此其鉤腕外漲、前導(dǎo)向角、鉤腔立壁、下防脫臺(tái)磨耗檢測(cè)可參照TB/T 2048《機(jī)車(chē)車(chē)輛車(chē)鉤裝置緩沖裝置計(jì)量器具13型車(chē)鉤檢修器具》中規(guī)定的鉤體鉤腕端部外脹檢測(cè)樣板、鉤體下防脫臺(tái)、前導(dǎo)向角檢修量規(guī)進(jìn)行檢測(cè)、檢修。
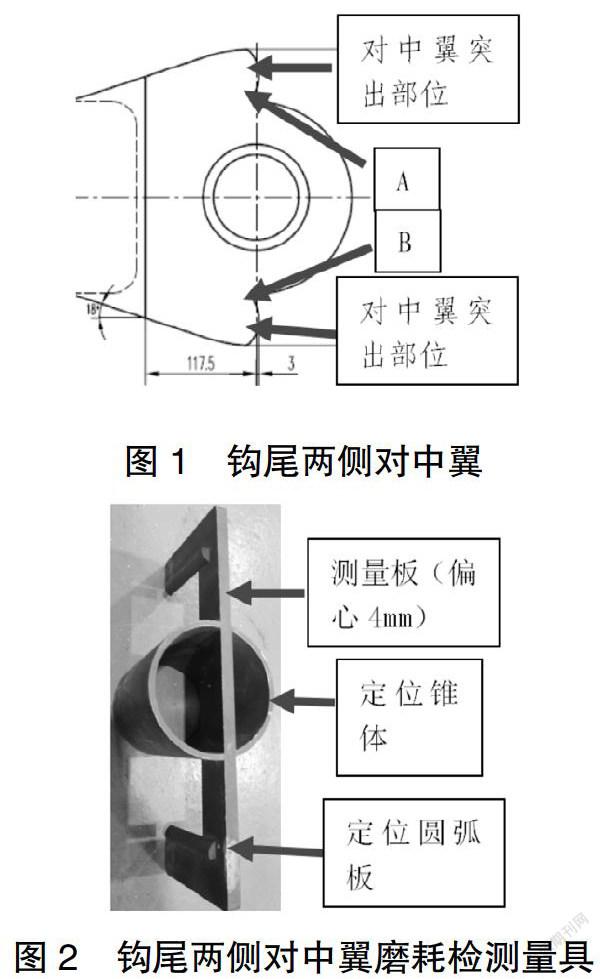
上下鉤耳內(nèi)檔尺寸是保證裝配后鉤舌與上鉤耳間隙不超8 mm的重要尺寸,其檢測(cè)可制作一個(gè)分解檢查、修復(fù)量具止通規(guī),分解檢查時(shí),212端不能通過(guò),若通過(guò)在下鉤耳處進(jìn)行堆焊,堆焊后其尺寸因滿(mǎn)足209-211;鉤尾厚度磨耗,在襯套割除后,用游標(biāo)卡尺檢測(cè)即可;鉤尾兩側(cè)對(duì)中翼(見(jiàn)圖1)尺寸是保證102車(chē)鉤對(duì)中控制的重要尺寸,因此對(duì)它的檢測(cè)、檢修尤為重要,從圖上能看出其定位尺寸為鉤尾銷(xiāo)孔向右突出3 mm,為此將量具定位中心設(shè)計(jì)為鉤尾銷(xiāo)孔中心,考慮到襯套本身有磨耗、對(duì)中翼左右偏磨,量具的順利插入和取出等因素,因此將量具的中心定位軸設(shè)計(jì)成有錐度的圓柱(簡(jiǎn)稱(chēng)定位錐體),在量具與圖1中A、B對(duì)應(yīng)位置增加止擋(簡(jiǎn)稱(chēng)定位圓弧板),將量具的測(cè)量板安裝于中心線(xiàn)向右4 mm見(jiàn)圖2,分解檢查時(shí),將樣板的定位錐體插入鉤尾銷(xiāo)孔內(nèi),并使兩側(cè)的定位圓弧板與其對(duì)應(yīng)的鉤尾圓弧貼靠(如果不能貼靠,應(yīng)盡量保證兩側(cè)的間隙基本一致),然后,用3 mm塞尺或針規(guī)檢測(cè)鉤尾對(duì)中翼與測(cè)量板之間的間隙,以塞尺或針規(guī)不能通過(guò)為合格。否則,對(duì)中翼需檢修。修復(fù)完后,將樣板的定位錐體插入鉤尾銷(xiāo)孔內(nèi),并使兩側(cè)的定位圓弧板與其對(duì)應(yīng)的鉤尾圓弧貼靠(如果不能貼靠,應(yīng)盡量保證兩側(cè)的間隙基本一致),然后,用2 mm塞尺或針規(guī)檢測(cè)鉤尾對(duì)中翼與測(cè)量板之間的間隙,以塞尺或針規(guī)不能通過(guò)、且定位錐體與鉤尾銷(xiāo)孔前后邊緣密貼為檢修合格。
2.3 換套
鉤耳襯套可參照既有的13系列車(chē)鉤換套工藝要求,鉤尾銷(xiāo)套采用40 t單柱油壓機(jī)將鉤尾銷(xiāo)套退出,然后根據(jù)鉤尾銷(xiāo)孔直徑測(cè)量值及壓裝過(guò)盈量(0.06~0.19)mm的要求,選用合適的鉤尾銷(xiāo)套(外徑名義尺寸為112.5 mm),之后用40 t單柱油壓機(jī)將鉤尾銷(xiāo)套壓入鉤尾銷(xiāo)孔內(nèi),壓裝后須保證鉤尾銷(xiāo)套必須壓緊并與孔壁密貼,局部間隙不大于1 mm、深不大于5 mm;不得有邊緣裂紋、切套、變形及其它損傷現(xiàn)象;套外端不得突出鉤尾平面,兩鉤尾銷(xiāo)套內(nèi)端距不小于67 mm。
2.4 車(chē)鉤裝配
裝用新品100型E級(jí)鋼鉤舌、新品E級(jí)鋼鉤鎖、新品B級(jí)鋼鉤舌推鐵、新品鉤舌銷(xiāo)、新品上下鎖銷(xiāo)組成(鉤鎖、鉤舌推鐵、鉤舌銷(xiāo)型號(hào)同13系列車(chē)鉤)。
裝配后需對(duì)鉤舌鼻部與鉤腕內(nèi)側(cè)距、鉤舌與上鉤耳間隙、三態(tài)試驗(yàn)、防脫性能及鉤鎖移動(dòng)量檢查,鉤舌鼻部與鉤腕內(nèi)側(cè)距的測(cè)量可參照TB/T 2048中規(guī)定的車(chē)鉤閉鎖位內(nèi)側(cè)距量規(guī)、車(chē)鉤全開(kāi)位內(nèi)側(cè)距量規(guī),鉤舌與上鉤耳間隙可制作一個(gè)3 mm~8 mm的止通規(guī)進(jìn)行檢測(cè)、三態(tài)試驗(yàn)檢查參照TB/T 456的車(chē)鉤三態(tài)檢查要求,防跳性能及鉤鎖移動(dòng)量檢查時(shí),使用13系列下作用車(chē)鉤防脫性能檢查專(zhuān)用托具,使鉤鎖下端后部貼緊鉤體下鎖銷(xiāo)孔后壁;然后,壓下托具手把,使鉤鎖上移至無(wú)法繼續(xù)向上移動(dòng)。在此過(guò)程中,車(chē)鉤不得開(kāi)鎖,鉤鎖處于防脫性能檢查位置,然后,用樣板檢測(cè)鉤鎖前鎖面與鉤舌承臺(tái)間的貫通間隙,以上作用車(chē)鉤符合(3~10)mm、下作用車(chē)鉤符合(3~18)mm為合格。不符時(shí),可在鉤舌承臺(tái)面處作適當(dāng)焊補(bǔ)或打磨,但須確保承臺(tái)高度不小于45 mm且不大于53.4 mm。
3 總結(jié)語(yǔ)
結(jié)合C6修的檢修要求,發(fā)現(xiàn)其只需要檢修鉤體,其他配件均須更換,在對(duì)鉤體檢修時(shí),由于其材質(zhì)為E級(jí)鋼,因此其探傷、焊修可參照現(xiàn)有的E級(jí)鋼焊修、探傷工藝;其外觀(guān)輪廓尺寸很多部位與100型鉤體、13系列鉤體相似,所有可以參照TB/T 2048進(jìn)行量具的設(shè)計(jì)和鉤體檢測(cè)、檢修,對(duì)于其新增的上下鉤耳內(nèi)檔、鉤尾兩側(cè)對(duì)中翼的磨耗本文提供了設(shè)計(jì)思路和使用方法,經(jīng)運(yùn)用能滿(mǎn)足檢修要求;新增的鉤尾銷(xiāo)換套要求,本文從壓套要求、工裝要求等方面進(jìn)行了描述,車(chē)鉤裝配方面可參照13系列車(chē)鉤進(jìn)行裝配,量具可參照TB/T 2048進(jìn)行設(shè)計(jì)、制作、檢測(cè)、三態(tài)試驗(yàn)可參照TB/T 456,防跳性能及鉤鎖移動(dòng)量檢查提供了檢測(cè)方法和處理措施。
參考文獻(xiàn):
[1]劉永星.HXN5型機(jī)車(chē)用102型車(chē)鉤的研制[J].機(jī)車(chē)車(chē)輛工藝,2010(05):1-3+25.