球錐式MJ外螺紋管接頭的加工與測(cè)量
2020-09-10 07:22:44楊引鋒
內(nèi)燃機(jī)與配件 2020年13期
楊引鋒


摘要:通過(guò)對(duì)球錐式MJ外螺紋管接頭結(jié)構(gòu)的分析,結(jié)合圖紙的要求,給出了合理的加工參數(shù)及檢查方法,滿足了產(chǎn)品質(zhì)量及加工經(jīng)濟(jì)性各方面的要求。研制加工交付的零件,裝機(jī)長(zhǎng)試后管路密封性能得到了大大提升,圓滿完成了燃油附件接口的改進(jìn)工作。
關(guān)鍵詞:MJ螺紋;密接度;著色
0 ?引言
為優(yōu)化發(fā)動(dòng)機(jī)性能和部分功能,提高管路裝配性,按照主機(jī)廠將HB 8333《發(fā)動(dòng)機(jī)導(dǎo)管連接用74°錐面和球面連接的陰端頭》和HB 8323《發(fā)動(dòng)機(jī)導(dǎo)管74°連接用外套螺母》配合使用的發(fā)動(dòng)機(jī)導(dǎo)管連接設(shè)計(jì)總要求,將對(duì)所有外螺紋執(zhí)行標(biāo)準(zhǔn)Q/2S 522-2013《發(fā)動(dòng)機(jī)導(dǎo)管連接用球錐式外螺紋接頭》。本單位將與發(fā)動(dòng)機(jī)接口配合的所有外接管接頭由74°錐面改為球錐面,并將鈦合金材料的管接頭螺紋改為MJ加強(qiáng)螺紋。基于以上要求,改進(jìn)后球錐式管接頭的加工和測(cè)量需要我們急智攻關(guān),研究出球錐式管接頭的加工工藝以及相應(yīng)的測(cè)量方法,制造出滿足設(shè)計(jì)要求的管接頭,完成燃油附件接口的改進(jìn)工作,提高發(fā)動(dòng)機(jī)管路的裝配性。
1 ?球錐式MJ外螺紋管接頭的結(jié)構(gòu)分析
1.1 球錐式MJ外螺紋管接頭的關(guān)鍵部位結(jié)構(gòu)如圖1所示,材料為鈦合金。
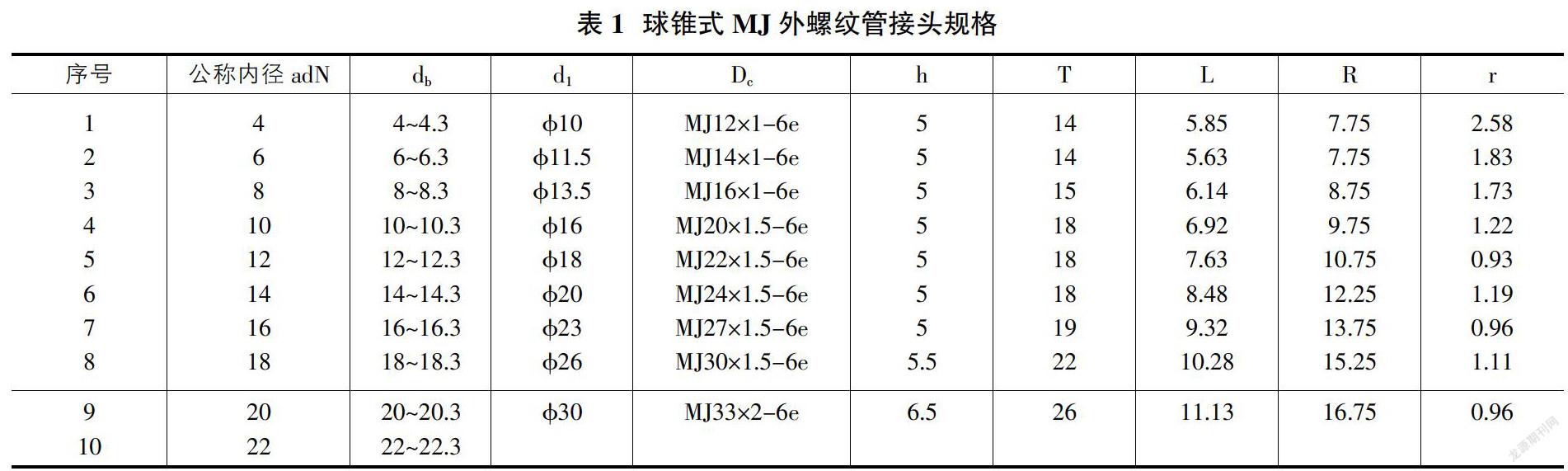
可根據(jù)接口的大小選擇不同規(guī)格,按表1進(jìn)行選擇。
MJ外螺紋的基本尺寸按GJB3.1A-82;公差與配合按GB/T 197-1981、MJ外螺紋首尾按GJB 52-1985;肩距、退刀槽、引導(dǎo)及倒角按HB 5829-1983 執(zhí)行。
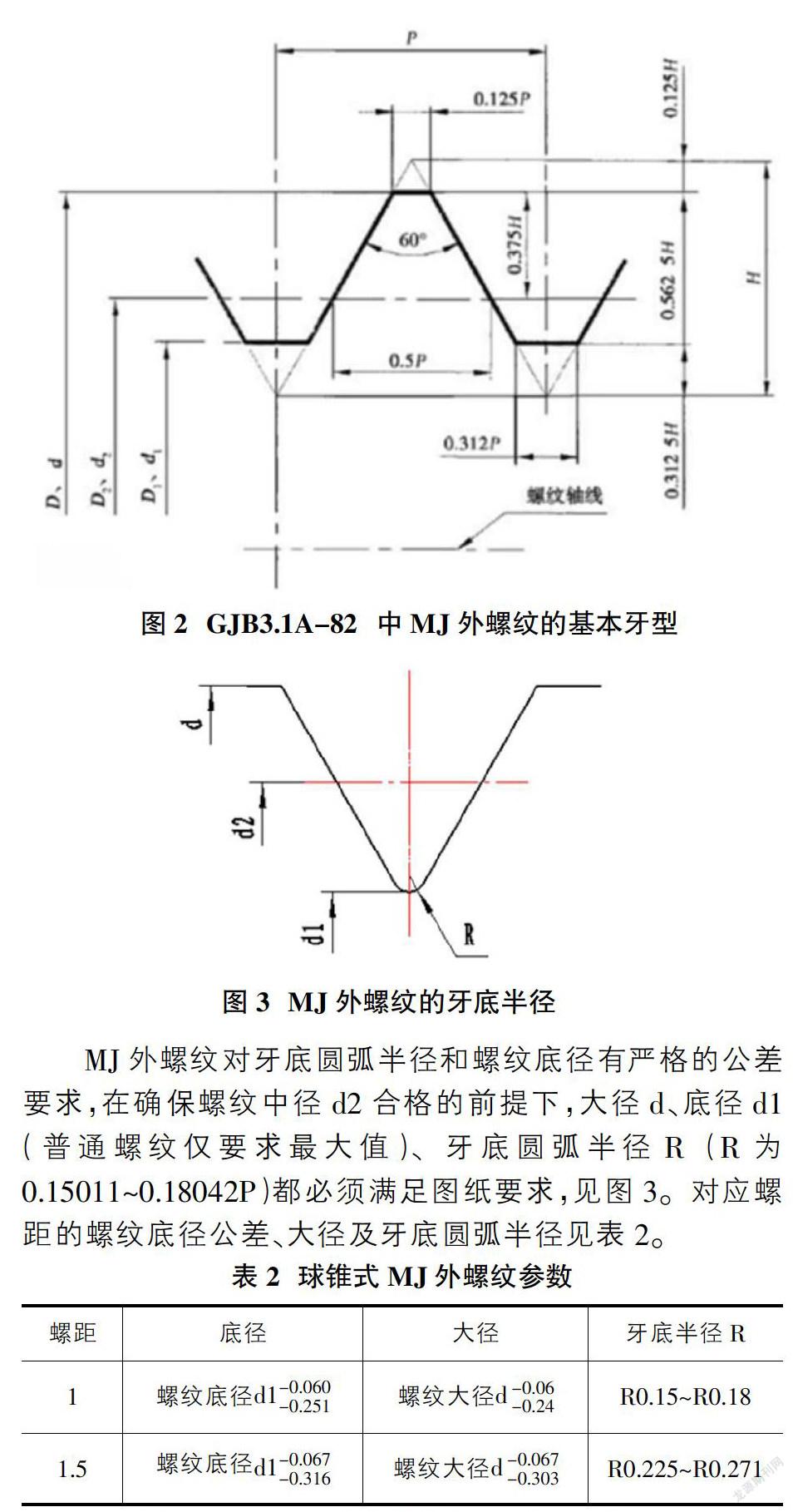
1.2 MJ外螺紋基本牙型
GJB 3.1A-2003中 MJ外螺紋基本牙型見圖2所示。
2 ?MJ外螺紋的加工及測(cè)量
2.1 MJ外螺紋的加工
MJ外螺紋對(duì)牙底圓弧半徑和螺紋底徑有嚴(yán)格的公差要求,在確保螺紋中徑d2合格的前提下,大徑d、底徑d1(普通螺紋僅要求最大值)、牙底圓弧半徑R(R為0.15011~0.18042P)都必須滿足圖紙要求,見圖3。對(duì)應(yīng)螺距的螺紋底徑公差、大徑及牙底圓弧半徑見表2。
根據(jù)切削三要素,確定好轉(zhuǎn)速,吃刀量根據(jù)公式V=1000/ΠDn確定切削速度,分別選擇了三種加工參數(shù)試切削,見表3。
通過(guò)表3可以看出,1000n(r/min)在試切時(shí)刀具磨削很快;800n(r/min)試切時(shí)刀具磨損相對(duì)較小,但經(jīng)常會(huì)出現(xiàn)積削瘤的情況,螺紋報(bào)廢率高;600n(r/min)試切時(shí)刀具磨損較前面有了很大改善。在吃刀量的選擇上,一次進(jìn)刀0.2或0.1對(duì)刀具磨損還是較大,只有第三種進(jìn)給方式,先大吃刀進(jìn)給0.2,再進(jìn)給0.1,最后進(jìn)給0.05,這樣逐級(jí)遞減的方式進(jìn)行切削,刀具磨損最小,每把刀片可加工合格零件60件,經(jīng)濟(jì)性很高。轉(zhuǎn)速600n(r/min),0.2-0.1-0.05這組加工參數(shù)是加工MJ外螺紋的最佳參數(shù),能較好的保證螺紋的精度和粗糙度。
2.2 MJ外螺紋的測(cè)量
對(duì)于MJ外螺紋,從其旋合角度出發(fā),主要是對(duì)螺紋中徑的檢查,螺紋中徑公差是螺紋幾何精度的重要參數(shù)之一,其中包括單一中徑誤差、螺距誤差,半角誤差的中徑當(dāng)量及中徑錐度圓度等誤差。因此,按以下三條指標(biāo)來(lái)判斷MJ外螺紋中徑的合格與否。
①實(shí)際螺紋的作用中徑不大于最大實(shí)體牙型中徑,實(shí)際螺紋的任何部位的單一中徑不能超出最小實(shí)體牙型中徑;
②在MJ螺紋中徑的公差范圍內(nèi),積累誤差(螺距誤差、圓度誤差、錐度誤差、半角誤差等對(duì)應(yīng)的中徑當(dāng)量的總和)不能超出中徑公差的50%;
③實(shí)際螺紋的螺距誤差、半角誤差各自中徑的當(dāng)量均不允許超出中徑公差的40%。
2.2.1 MJ外螺紋測(cè)量方法
MJ外螺紋中徑的檢驗(yàn)常用的有4種方法,分別是極限量規(guī)法、作用中徑檢測(cè)法、單一要素測(cè)量法、差值測(cè)量法。在生產(chǎn)中,應(yīng)用最廣泛的方法是極限環(huán)規(guī)檢測(cè)法。
2.2.2 極限環(huán)規(guī)法
MJ外螺紋通端環(huán)規(guī)是檢查MJ外螺紋的作用中徑不超過(guò)最大實(shí)體牙型中徑,達(dá)到MJ螺紋在裝配時(shí)有可互換性。
MJ外螺紋止端環(huán)規(guī)是檢查MJ外螺紋不超過(guò)最小實(shí)體牙型的中徑,止端螺紋環(huán)規(guī)的作用中徑控制MJ外螺紋的最小實(shí)體牙型的中徑,當(dāng)MJ外螺紋螺距半角、圓度、錐度誤差比較小時(shí),止端螺紋環(huán)規(guī)可將MJ外螺紋中徑控制在最小實(shí)體牙型的中徑之內(nèi)。
2.2.3 作用中徑測(cè)量法
作用中徑測(cè)量法是測(cè)量MJ外螺紋的實(shí)際作用中徑值。在生產(chǎn)過(guò)程中,需要配備具有實(shí)際牙型的螺紋中徑測(cè)具。作用中徑法只能判析MJ外螺紋的實(shí)際螺紋作用中徑的任何部位是否超出最大牙型的中徑,卻不能判斷單一中徑是否超出最小實(shí)際牙型的中徑。
2.2.4 單一要素測(cè)量法
單一要素測(cè)量主要檢查MJ外螺紋的單一中徑、螺距、半角、中徑錐度、圓度各項(xiàng)參數(shù)。
2.2.5 差值測(cè)量法
通過(guò)使用具有不同類型測(cè)量頭的螺紋中徑測(cè)具所測(cè)得的2個(gè)螺紋參數(shù)相比較的測(cè)量方法。此法在生產(chǎn)中是一種很經(jīng)濟(jì)和簡(jiǎn)單易行的方法。
2.3 螺距、半角誤差的測(cè)量
檢驗(yàn)MJ外螺紋的螺距,半角誤差可采用下列任意一種方法進(jìn)行:
①剖切MJ外螺紋試件投影檢查;
②做MJ外螺紋的牙模投影檢查;
③差值法測(cè)量。
3 ?球錐面的加工與檢查
3.1 球錐面的加工
在加工球面時(shí),球錐面的中心沿零件的中心做回轉(zhuǎn)運(yùn)動(dòng),如果無(wú)合適的加工參數(shù),零件就會(huì)出現(xiàn)輕微擺動(dòng)、中心不穩(wěn),造成螺紋底徑R變大、球面中心相對(duì)零件中心偏移等問(wèn)題,影響零件加工質(zhì)量。結(jié)合MJ螺紋的加工參數(shù),采用程序如下:這樣既能保證MJ螺紋合格,又能保證球錐面中心相對(duì)零件中心偏移。
T0505;
M13S600;
G0X15Z2;
G92X14Z-14F1;
X13.8;
X13.6;
X13.4;
X13.3;
X13.2;
X13.15;
X13.1;
X13.05;
X13;
X12.95;
X12.9;
X12.85;
;
G0X150Z200;
T1111;
M13S2000;
G0G42X15Z2;
G70P1Q2F0.06;
G0G40X150Z200;
T0505;
M13S600;
G0X15Z2;
G92X12.85Z-14F1;
X12.83;
G0X150Z200;
M30;
3.2 球錐面密接度的檢查
航空發(fā)動(dòng)機(jī)導(dǎo)管組件與各部件、導(dǎo)管與導(dǎo)管之間連接的接頭形式有嚴(yán)格的要求,在高度振動(dòng)的狀態(tài)下,既要保證連接強(qiáng)度,又要保證密封性要求。因此,對(duì)管接頭的配合表面加工精度要求非常高。我們通常使用著色檢查的方法來(lái)檢查配合表面的密接度。
著色檢查方法(又稱:研配法),常用于(內(nèi)、外圓錐及球)表面、平面等的精密檢查,是利用精度較高的圓錐體或球面體或平面進(jìn)行著色的檢查零件表面質(zhì)量的方法。用著色法檢查零件表面時(shí),著色量具與被檢查零件的結(jié)構(gòu)相似,與零件使用情況接近,所以檢查結(jié)果可靠、檢查方法簡(jiǎn)便。
3.2.1 密接度檢測(cè)量具
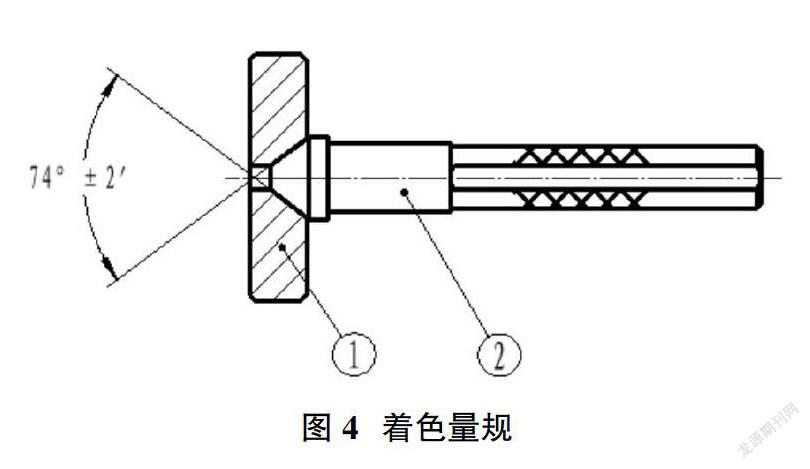
模擬管接頭的裝配環(huán)境,我們?cè)O(shè)計(jì)了著色量具,結(jié)構(gòu)如圖4,進(jìn)行密接度檢查。其中件1為工作量規(guī),件2為校對(duì)量規(guī)。
3.2.2 著色涂料的選取
球面管接頭在生產(chǎn)制造過(guò)程中,球面按設(shè)計(jì)圖尺寸精度加工完成后,均需要著色檢查球面接觸的密接度,保證管接頭在高度振動(dòng)的狀態(tài)下保證密封性要求。以往的著色檢查涂料采用紅印油,雖然其吸附能力強(qiáng),但是流動(dòng)性差,用著色量規(guī)檢查時(shí)發(fā)現(xiàn)紅印油的涂抹厚度不受控,易造成合格的假象。通過(guò)對(duì)某型發(fā)動(dòng)機(jī)附件外部管路接頭漏油問(wèn)題的分析,結(jié)合相關(guān)實(shí)驗(yàn)結(jié)果最終選擇著色涂料為普魯士藍(lán)、鈦白粉、蓖麻油按1:1:1配比的混合物,將混合物攪拌至醇奶油狀密度,然后裝在密封容器內(nèi),放置24小時(shí)后使用,需要注意的是著色檢查前需要將著色涂料重新攪拌均勻。
3.3 密接度檢測(cè)方法
3.3.1 清潔著色表面
進(jìn)行著色檢查前,將被檢球錐面、著色量規(guī)、校對(duì)規(guī)表面擦拭干凈,保證球錐面清潔,并用干燥空氣吹干。
3.3.2 涂覆著色層
在檢查貼合度前,用棉球或麂皮將著色涂料均勻擦抹在校對(duì)量規(guī)上,通過(guò)著色量規(guī)與著色校對(duì)量規(guī)貼合旋轉(zhuǎn)(對(duì)研)確保著色涂料均勻,通過(guò)去除其中一個(gè)量規(guī)的部分著色涂料來(lái)改變涂層厚度,在滿足檢驗(yàn)要求的前提下盡量減小厚度。
3.3.3 檢查校對(duì)量規(guī)
使用前,先用著色量規(guī)檢查校對(duì)規(guī),應(yīng)能100%著色。
3.3.4 著色檢查
將著色量規(guī)緊貼在被檢零件的表面上,并轉(zhuǎn)動(dòng)15~45°角度,再反向,來(lái)回不少于4次,做出著色痕跡,密接度沿圓周無(wú)間斷。
球錐面首次檢查不合格,需至少進(jìn)行3次反復(fù)檢驗(yàn),以便確認(rèn)是否存在問(wèn)題。
3.3.5 著色層的去除
檢查完成后,將零件著色表面擦拭干凈,并用干燥空氣吹干,或結(jié)合后續(xù)的清洗工序,在產(chǎn)品交付前去除著色層,著色層去除應(yīng)徹底,不允許殘留。
4 ?結(jié)束語(yǔ)
此次為優(yōu)化發(fā)動(dòng)機(jī)性能和部分功能,提高管路裝配性而改進(jìn)的球錐式MJ外螺紋管接頭,經(jīng)過(guò)研制加工交付的零件,裝機(jī)長(zhǎng)試后管路密封性能得到了大大提升,圓滿完成了燃油附件接口的改進(jìn)工作,提高了發(fā)動(dòng)機(jī)管路的裝配性。球錐式MJ外螺紋的加工工藝及測(cè)量方法為其他型號(hào)的零件研制提供了技術(shù)支持。
參考文獻(xiàn):
[1]機(jī)械工人切削手冊(cè)[M].北京:機(jī)械工人出版社,2009,1.
[2]黃健求,樓應(yīng)侯,朱從容.機(jī)械制造技術(shù)基礎(chǔ)[M].北京:機(jī)械工業(yè)出版社,2005.
[3]邵雨露,康燕子.機(jī)械加工工藝與機(jī)械加工精度關(guān)系淺析[J].中國(guó)設(shè)備工程,2016(18).