差速器殼十字軸孔四工位鉆鏜組合機床設計
2020-09-10 07:22:44田子欣
內燃機與配件 2020年13期
關鍵詞:設計

摘要:根據差速器殼十字軸孔的加工精度要求,分析了加工工藝方案,設計適合不同規格差速器殼師資軸孔加工的四面雙工位鉆鏜組合專用機床,提出了機床機構總體方案及主要技術參數,詳細介紹專用夾具設計思路,闡述了機床控制系統。
Abstract: According to the processing accuracy requirements of the axis hole in differential case, the processing technology plan is analyzed, and the four-sided double-station drilling and boring combination special machine tool suitable for the machining of the axial hole in differential case with different specifications is designed. Main technical parameters, detailed design ideas for special fixtures, and elaboration of machine tool control system.
關鍵詞:差速器;十字軸孔;組合機床;設計
Key words: differential;cross shaft hole;combination machine tool;design
0 ?引言
差速器是汽車底盤傳統系統的一個重要部件,其作用是向兩邊半軸傳遞動力的同時,允許兩邊半軸以不同的轉速旋轉,滿足兩邊車輪以不同轉速運動,減少輪胎與地面的摩擦[1]。因差速器殼體上用于安裝行星齒輪十字軸孔的加工影響差速器的使用壽命,因此其加工精度有很高的要求,而且對于十字孔間的位置度和同軸度也有要求。傳統加工十字孔的方法多采用單孔依次鉆、鏜加工,多采用加工中心,多次裝夾及多次換刀完成加工,整個加工過程復雜,并且難以保證十字孔彼此間的位置和同軸度等位置公差要求[1][2]。
本文在多年鉆鏜組合機床設計經驗的基礎上,設計了一款專門針對差速器殼體十字軸孔加工的專用機床,并設計了配套使用的專門夾具,真正實現了“一次裝夾,復合加工”的組合機床設計理念,有效了提高了加工效率和加工精度。經過不斷調試與試加工,差速器十字軸孔的尺寸精度和位置公差要求滿足客戶的要求,非常適合不同型號的差速器殼十字軸孔中小批量生產。
1 ?加工工藝的確定
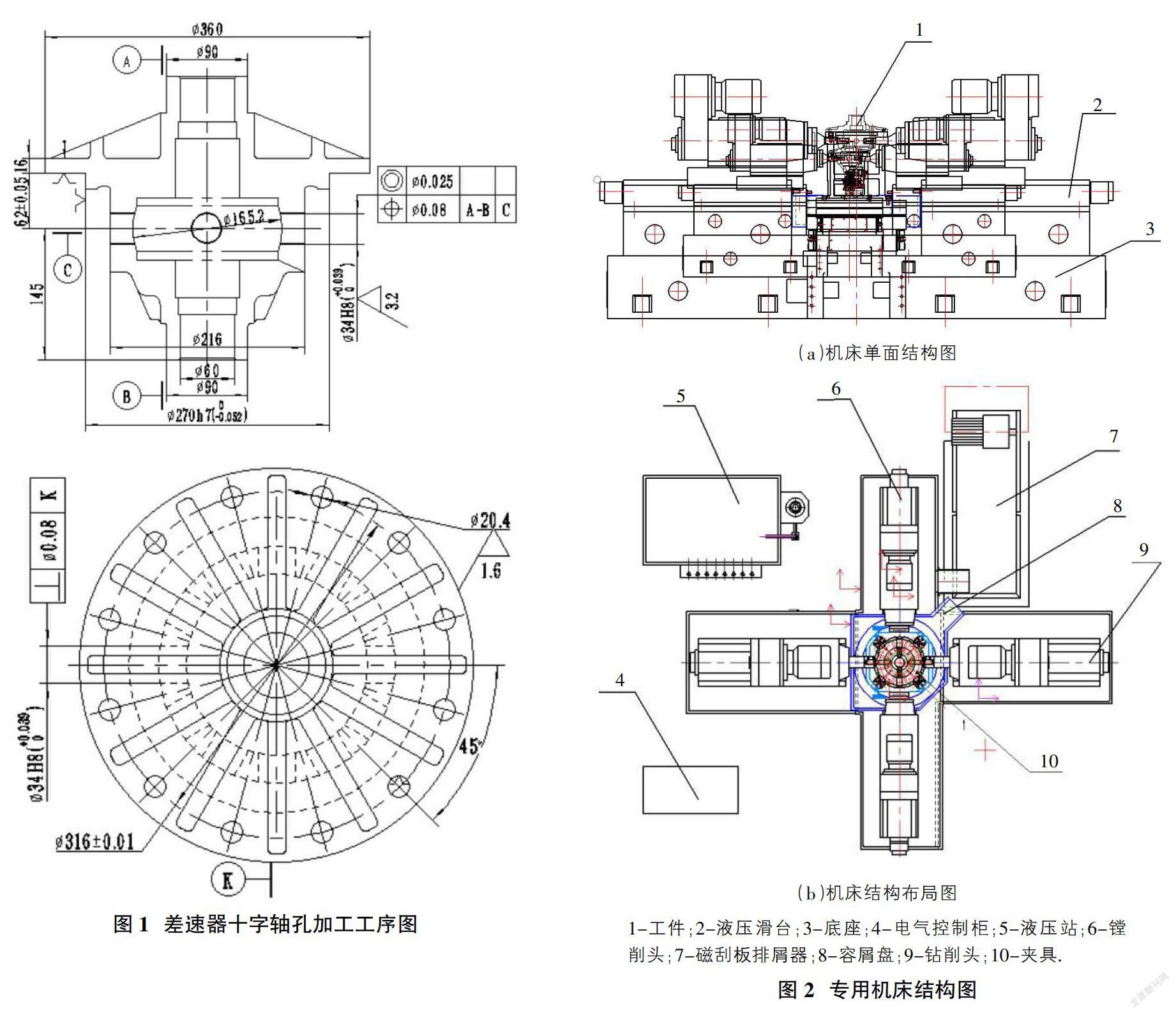
如圖1所示被加工工件工序圖。差速器殼體材料為QT500-7,硬度為HB130~180。專用機床的加工對象是差速器截面直徑Φ165.2mm差速器殼體上的十字軸孔。其尺寸及精度要求為:十字軸孔直徑為Φ34mm,公差為H8,表面粗糙度為3.2。同一中心線上兩十字軸孔同軸度公差要求為Φ0.025mm,兩條十字軸線中心孔位置度公差要求為Φ0.08mm。
差速器殼體一般是由左右兩部分組成,十字軸孔處截面用螺栓連接方式將左右殼體組成一體。加工十字軸孔時一般是在差速器殼體總成上加工的。因四個孔加工精度要求比較高,同時還有同軸度與位置度要求,盡量在孔的加工過程中,實現“一次裝夾,多次加工”,不僅能夠提高加工質量,還能提高加工效率。提出了以差速器最大截面體Φ360底面為定位面,該截面體上均勻分布的孔為定位點,進行定位加工。先進行鉆工位加工,然后再進行精鏜加工。為確保位置精度的要求,同一水平線上的2個孔必須同時完成加工[3]。
2 ?機床總體機構方案
2.1 機床總體布局
差速器殼十字軸孔加工專用機床采用的是臥式布局,根據差速器十字軸孔分布設置,實現“一次裝夾,四個工位加工”的組合機床設計方案。為確保加工過程中,十字軸孔的同軸度和位置度公差在合理范圍內,采取單面雙工位鉆孔,單面雙工位鏜孔。其單面雙工位結構示意圖如圖2(a)所示。機床配置2臺鉆削頭及傳動裝置(配置電機Y160M- 6-B5,N=7.5kW),配置2臺鏜削頭及傳動裝置(配置電機Y132M2-6-B3,N=5.5kW),機床配置切屑收集盤及磁刮板排屑器,保證切屑收集及外排順暢。同時,機床外配置液壓站,按照圖2(b)進行布局。另外,機床還配置有1臺2AHY63ⅣG液壓回轉工作臺,2臺1HY40ⅠA液壓滑臺,2臺HY32BⅡM液壓滑臺,滑臺貼塑處理。鉆孔工位采用內冷式U鉆頭,要求冷卻水壓力確保冷卻潤滑充分,鏜孔工位采用專用復合式機夾鏜刀。鏜孔要求形成碎屑,防止切屑纏繞刀桿和便于排屑和加工工位的清理。另外,本機床配置專用夾具體,實現差速器殼體總成一次準確定位及裝夾。考慮到機床的使用價值,除可加工直接Φ34的十字軸孔以外,還可以加工Φ24、Φ28、Φ30等不同直徑的十字軸孔。機床還配置有安全防護裝置,配置有日本三菱FX2N系列PLC電氣控制系統,提高專用機床自動化加工程度。機床外配置1個液壓站,實現機床本體潤滑及液壓系統供給。
2.2 機床加工工作過程
人工或借助行吊上件——定位夾緊——鉆孔兩工位(單面相對工位)滑臺快進——鉆孔兩工位滑臺工進——鉆孔兩工位滑臺快退——液壓回轉工作臺抬起回轉并再次鎖緊——鉆孔兩工位(單面相對工位)滑臺快進——鉆孔兩工位滑臺工進——鉆孔兩工位滑臺快退——鏜孔兩工位滑臺快進——鏜孔兩工位滑臺工進——鏜孔兩工位滑臺快退——液壓回轉工作臺抬起回轉并再次鎖緊——鏜孔兩工位滑臺快進——鏜孔兩工位滑臺工進——鏜孔兩工位滑臺快退——卸下工件,更換待加工工件,啟動機床進入加工下一循環。
2.3 主要技術參數
機床尺寸為3590mm×3590mm×1642mm,單面雙工位尺寸為3590mm×780mm×1642m。根據鉆頭、鏜刀切削功率計算可得,機床鉆工位配置的驅動電機為Y160M- 6-B5,N=7.5kW,鏜工位配置的驅動電機為Y132M2-6-B3,N=5.5kW。可以選擇的電機及滑臺類型,就可以得出:鉆孔時,主軸轉速為630r/min,切削速度為63.3m/min,進給速度為0.15mm/r;精鏜孔時,主軸轉速為1000r/min,切削速度為106.81m/min,進給速度為0.08mm/r。經過試件加工,機床生產一件加工時間最長為4.46min,外加手工上下料時間為0.5min,正常單件生產有效時間為4.96min。
3 ?專用夾具設計
本機床加工對象為差速器殼體總成結合面十字軸孔,必須在機床上安裝專用夾具才能實現定位夾緊[4]。根據加工工藝分析,結合機床結構方案,本夾具體由底座、壓板、液壓系統、定位盤、頂出機構組成。如圖3所示,定位機構是定位盤組成,定位盤上設置2個定位銷,用于準確定位最大直徑Φ360面上相對兩孔,同時以差速器殼體最大直徑Φ360圓柱底面為基準,基本“一面兩孔”原則實現精準定位。鎖緊機構是由4個液壓系統控制的壓板組成,實現工件的夾緊或放松。頂出機構是由液壓系統控制的抬升平臺來實現。
夾具工作過程:當工件最大直徑Φ360圓柱體上的兩個孔對應定位盤上的定位銷放到底座上后,工件低端與頂出機構上臺面接觸。當啟動工件加工程序后,頂出機構的液壓油流入液壓站,液壓站里的液壓油流入到鎖緊機構4個壓板的抬放油路通道內,頂出機構快速向下運行,鎖緊機構及時響應扣緊壓板,當工件最大直徑Φ360圓柱體底面與定位盤上端面貼合一起,且工件上的兩孔與定位銷完全配合好后,液壓系統關閉,此時工件在專用夾具中停放平穩,且4個代加工部位分別對著4個加工工位(2個鉆孔工位,2個鏜孔工位)。待鉆孔工序加工工序結束后,液壓系統打開,鎖緊機構的液壓油排回到液壓站,液壓站的液壓油流入到回轉工作臺中,鎖緊機構的壓板快速抬升并松開工件,液壓回轉工作臺也同時抬升并回轉90度,然后液壓回轉工作臺放下,鎖緊機構的壓板再次將工件夾緊,先后進行鉆、鏜工位加工,然后鎖緊機構再次打開,液壓回轉工作臺回轉90度并放下,鎖緊機構重新扣緊工件,精鏜加工完成工件加工。此時,鎖緊機構的液壓油再次排回到液壓站并快速抬升松開工件,液壓站里的液壓油流入到頂出機構,頂出機構上凸臺快速響應將工件頂出定位銷,這樣就完成整個工件一次裝夾過程。一個工件從定位、鎖緊等過程響應時間非常短。
4 ?電氣控制系統的配置
差速器殼十字軸孔鉆鏜組合機床采用日本三菱FX2N系列PLC控制,輸出口加繼電器保護,留有五個以上備用輸入、輸出接口,系統控制四個進給滑臺,1個回轉滑臺和4個主軸[5][6]。在專用機床設計中,考慮到機床自動化加工程度,除了上下工件采用手工以外,機床本身及輔助結構均實現自動循環功能,手動調整功能。比如夾具鎖緊松開工件、頂出機構工作、液壓回轉工作臺旋轉、鉆工位加工、鏜工位加工、液壓滑臺快進、工進及快退、磁性刮板排屑器工作、冷卻液噴淋及液壓站工作等均受PLC控制,具有自動循環功能,手動調整功能。機床配置若干傳感器件,保護機床及加工過程安全。考慮到機床的使用壽命及安全性,機床使用的電氣元件均來自國內外優質廠家的產品。機床采取獨立電氣柜設置,全封閉結構。
機床的一些性能指標、基本功能已經提前在PLC內置完畢,加工工件時不需要進行更改。而依據工件的尺寸進行必要的參數調整,包括孔加工的參數、刀具參數等等,可直接利用專用機床的內置PLC手動輸入或修改,也可以利用電腦通過機床接口RS232將加工程序等輸入。
5 ?結束語
本機床經過廠家多個工件加工測試反饋,機床運行性能穩定,十字軸孔尺寸精度及形位公差要求、粗糙度等達到圖紙技術要求,加工質量穩定,生產效率較傳統加工工藝提升了4~5倍。差速器殼體十字軸孔鉆鏜專用機床的設計理念,符合了組合機床設計及優化概念,實現了一次裝夾完成多次加工的功能要求,而且在機床設計中還兼顧了加工對象多元化特性。本機床配置的專用夾具,定位準確,快速響應。本機床配置的液壓滑臺和液壓回轉工作臺,性能可靠,響應靈敏性滿足加工的要求。進給系統工作過程中無爬行現象。
參考文獻:
[1]鄭鵬偉,徐軍升. 差速器殼體工藝改進[J].拖拉機與農用運輸車,2014,41(5).
[2]大連組合機床研究所.組合機床設計[M].北京:機械工業出版社,1975.
[3]苗曉鵬,馬江虎.差速器殼十字軸孔四面雙工位鉆鏜組合機床設計[J].組合機床與自動化加工技術,2012(12).
[4]王正剛,王福元.氣缸體三面精鏜組合鏜床總體布局及夾具結構設計[J].組合機床與自動化加工技術,2011(3).
[5]田子欣,霍蘇萍.KC—TZ118型鏈軌節數控鉆鏜組合機床的研制[J].機床與液壓,2011(2).
[6]張永飛.可編程控制器應用[M].北京:中國電力出版社,2004.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04