分段焊接對內燃機薄板箱體部分殘余應力的影響
2020-09-10 03:23:51劉廣寶
內燃機與配件 2020年24期
劉廣寶
摘要:現代科學技術的快速發展,為設備制造行業帶來全新的技術支持。以設備焊接工藝為例,在新材料、新設備產品結構要求下,現有的焊接技術已然呈現出形式多樣化、性能高效化特點,滿足了社會各行業的基本發展需求。但是在焊接技術的實際應用中,受到其焊接熱影響結構轉化等因素的影響,導致焊接結構會產生殘余應力。應力無法消失會遺留在經加工的材料之中,對焊接結構的強度和使用壽命帶來影響。基于此原理,下文針對分段焊接對內燃機薄板箱體部分殘余應力的影響的相關研究,對于控制焊接變形具有重要的指導意義。
Abstract: The rapid development of modern science and technology has brought brand-new technical support to the equipment manufacturing industry. Taking equipment welding technology as an example, under the requirements of new materials and new equipment product structure, the existing welding technology has shown diversified forms and high-efficiency development, which meets the basic discovery needs of various industries in the society. However, in the actual application of welding technology, due to the influence of the structural transformation of the welding heat and other factors, the welding structure will produce residual stress. The stress that cannot disappear will be left in the processed material, which will affect the strength and service life of the welded structure. Based on this principle, the following related research on the effect of segmented welding on the residual stress of the internal combustion engine thin plate box has important guiding significance for the control of welding deformation.
關鍵詞:分段焊接;內燃機;殘余應力;影響分析
Key words: segment welding;internal combustion engine;residual stress;influence analysis
中圖分類號:TG404? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2020)24-0121-02
0? 引言
焊接是將金屬零件連接起來的加工工藝,經過焊接的部件通常具有更高的強度。當前隨著新材料的發展,越來越多的金屬合金被應用到社會工業制造中,而焊接加工工藝技術在此發揮著至關重要的作用,其實現對不同強度的金屬的有效連接。目前,在一些特殊的工業行業中,存在各種強度差異較大、密封性要求較高的金屬設備,加工技術的應用則滿足了這些行業的實際需求。可以說,焊接加工技術在國防、農業等行業設備制造中具有廣闊的應用前景,展開對焊接加工工藝的相關研究,推動焊接加工工藝的成熟發展迫在眉睫。
1? 分段焊接在內燃機薄板箱體中的應用
1.1 分段焊接在內燃機薄板箱體結構中的應用
鋁合金材料具有低密度性、高強度性、高塑形性等特點,內燃機油箱底殼可以應用該材料完成內燃機的外部結構制造,在制造過程中需要將各個鋁合金材料連接起來,如此提高內燃機箱油底殼的密封性、滿足內燃機應用中的高導電性。目前,主要是采用分段焊接的方式來實現。焊接技術對材料的各個部位進行加熱方式,使得材料內部發生結晶現象,完成對兩個物體的連接。分段焊接則是對于長距離的物體連接采用分段、分距離受熱的方式。
1.2 分段焊接對內燃機薄板箱體部分的殘余應力
在焊接過程中,焊縫和熱結構轉化都表現出程度上的不同,相同的物體采用不同的焊接材料,或是不同的物體采用相同的焊接材料、焊接工藝,這都會帶來不同的熱輸入功率,金屬材料結構的組織組成也由此發生不同的變化。如,分段焊接在內燃機箱油底殼中的應用,其導致各個部分的受熱程度不均勻,這種不均勻使得焊接結束后,內燃機薄板箱體部分殘余應力的出現,當相關的殘余應力高于金屬材料的屈服局限時,無法消失的殘余應力遺留在經加工材料之中,對內燃機薄板箱體結構的強度和使用壽命帶來消極影響。這使得內燃機薄板箱體結構穩定性和使用安全性無法得到保證。
2? 分段焊接在內燃機薄板箱體部分殘余應力的影響性
基于上述分析可知,分段焊接過程中不可避免地會對金屬材料結構帶來殘余應力,實現對金屬材料的殘余應力的控制成為各行業設備制造的關鍵點。而展開對金屬材料殘余應力的影響性的控制分析,必須能夠梳理清晰焊接殘余應力的產生原因以及分段焊接溫度場變化過程[1]。
2.1 分段焊接在內燃機薄板箱體部分殘余應力的來源
①直接應力。分段焊接的最大特點就是對整個內燃機箱油底殼采用分模塊焊接。如,將整體分為各個部分,當焊接a部位的時候,與之相接鄰的b部位所承受的熱量不同。如此往復,整個內燃機薄板箱體所收到的熱量和冷卻不均勻,結構整體的溫度變化率較大,由此帶來直接應力。②間接應力。上述提到內燃機是由鋁合金材料制造而成,在進行焊接工藝之前,內燃機薄板箱體結構就已經存在一定的應力。正是因為有這些應力存在,才能夠實現軋制或是拉拔加工。③組織應力。材料在加工或是熱處理的過程中其內部結構、內部組織以及外部形狀都會發生變化,這種變化帶來應力。可以說,直接應力、間接應力以及組織應力的產生由來不同,其在分段焊接之后對金屬結構所帶來的影響性也是不同的[2]。
2.2 分段焊接在內燃機薄板箱體部分殘余應力的影響分析
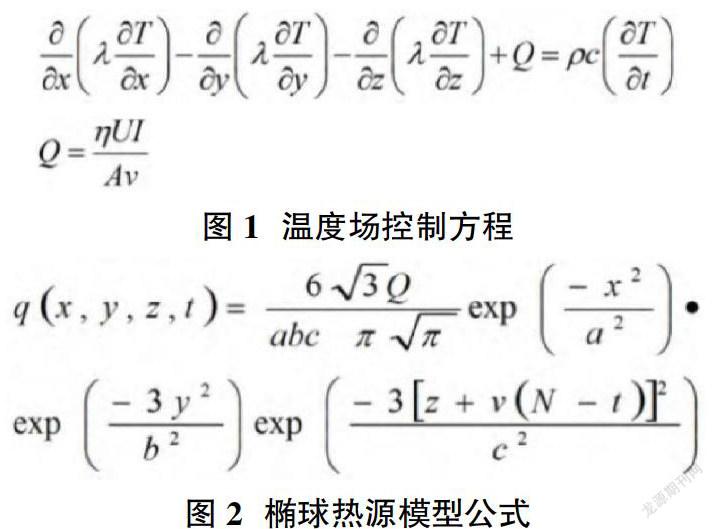
伴隨著計算機技術的發展,在如何降低內燃機薄板箱體結構殘余應力中,越來越多的專家學者通過實驗法和數值仿真法,通過仿真實驗活動,展開三種不同路徑的殘余應力情況的對比,分析分段焊接對焊縫熱影響區殘余應力的分布改變情況,由此為金屬結構殘余應力的消除控制提供數據支持。①構建分段焊接工藝有限元模型。當前借助有限元軟件abaqus的仿真實驗,能夠有效地展開對焊接數值的模擬計算。構建分段焊接的有限元模型。首先是要完成對內燃機薄板箱體結構的焊接過程中的溫度場的搭建。基于對鋁合金材料的物理化學性能以及分段焊接所采用的工藝方式、焊接材料可以發現影響焊接溫度場的因素有焊接速度、輸入熱量、坡口形狀等等。溫度場是以非線性瞬態熱傳遞形式呈現出來的,其控制方程表現為圖1。其中,x,y,z為三維坐標系,λ為導熱系數;T為溫度;Q為熱源;η為熱效率;U為焊接電壓;I為焊接電流;A焊縫截面面積;v為焊速;ρ為密度;c為比熱容;t為焊接時間。②熱源模式構建。熱源模式是指分段焊接過程中,金屬材料內部的熱量損失情況。由于在內燃機薄板箱底結構中所采用的金屬材料為導熱性和比熱容較大的金屬材料,在實際的焊接過程中熱量損失快,對整個金屬結構熱量均勻性帶來影響。在有限元模式構建中,熱源模型的搭建至關重要。當前主要是采用橢球熱源模型熱來作為移動熱源,通過fortran軟件控制熱源中心移動情況。其移動控制公式如圖2所示。其中,n為焊接滯后時間,a、b、c為4mm、3mm、3mm[3]。③焊接有限元模型建立。分段焊接對內燃機薄板箱體部分殘余應力的仿真模型的建立必須基于內燃機箱體薄板結構展開。對此首先是要進行局部鋁合金材料建模,其次是采用多步驟迭代方式完成對金屬材料中各個結構點的殘余應力計算。④邊界條件設置。邊界條件值得有限元模型仿真實驗的環境因素,設置焊接仿真時候的室溫為20℃,進行輻射熱交換過程中,將其耦合處理數值標準為80W·m-2·.C-1。⑤有限元模型計算結果。在ABAQUS中對分段焊接過程中的溫度場變化以及殘余應力情況進行仿真可以發現,溫度場變化會使得焊接構件應力場發生變化,但是這一變化較小,整個過程中是多個無立場的耦合,對于金屬結構所帶來的消極影響較小。而最大的焊接殘余應力主要是來自于加熱冷卻不均勻、焊接之前的固定方式使得焊縫膨脹收縮被約束以及組織應力三種[4]。
3? 分段焊接在內燃機薄板箱體部分殘余應力的控制措施
基于上述的有限元仿真實驗結果可知,在焊接過程中,殘余應力有峰值變化,分道段數越多,殘余應力下降越明顯,且在焊接區域的分段處的殘余應力下降到最低值。當將焊接工藝分成三段的時候,殘余應力最小。且根據焊接分段對于金屬結構的橫向和縱向殘余應力的改變不同,橫向殘余應力的變化更加明顯。由此結果可知:①需要按照一定的分段焊接原則展開金屬結構加工制造。當前要控制分段焊接在內燃機薄板箱底部分殘余應力,其需要遵照一定的分段焊接工藝原則。如,按照上述的影響情況,完成對內燃機金屬結構的方案設計,確定分段制造工作圖、分段總裝圖等等。②應用控制設備。在分段焊接過程中,所采用的焊接材料、焊接速度等都會直接影響到內燃機薄板箱底結構的殘余應力。因此需要進行焊接工藝技術的創新應用。如,可以采用二氧化碳保護焊的方式,對金屬結構形成氣體保護層,進而改變固定方式所帶來的殘余應力。③加強對新型的金屬材料的研發創新。內燃機薄板箱體結構采用的金屬材料為鋁合金材料,該材料在實際的應用中,材料內部組織結構也不可避免的會產生殘余應力。這些殘余應力是無法通過改變分段焊接工藝技術所消除的。對此在未來的內燃機制造加工工藝中,還要求能夠不斷的創新研發各種新型的合金金屬材料,提高金屬材料本身的性能結構優點[5-6]。
4? 結束語
綜上所述,分段焊接技術在工藝的內燃機設備制造中的應用目的是為了能夠減少焊接變形,提高內燃機的整體密封性,確保內燃機的運用性能和使用壽命。但是受到焊接技術的內燃機薄板箱體部分焊接加工流程和原理、內燃機薄板箱體結構材料等諸多因素的影響,在工藝內燃機焊接過程中,其薄板箱體部分不可避免地形成殘余應力,且這些殘余應力留存在金屬材料中,對內燃機金屬結構的強度等性能帶來消極影響。因此需要采用一定的技術手段完成分段焊接對內燃機薄板箱體部分殘余應力的影響計算,由此得出結論,為內燃機設備制造、分段焊接工藝優化發展奠定數據基礎。在未來需要多管齊下,從分段焊接工藝控制、金屬材料研發等方向完成對分段焊接對內燃機薄板箱體部分殘余應力的控制。
參考文獻:
[1]史超,廖良闖,費宇霆,富威.大型船舶分段焊接智能車間標準體系研究[J].船舶標準化工程師,2017,50(01):13-16.
[2]孫學進.焊接順序對T形接頭焊接殘余應力場的影響分析[J].南方農機,2019,50(24):231-232.
[3]鈕會武.大型船舶分段焊接數字化車間總體架構研究及試驗驗證[J].現代信息科技,2019,3(24):165-167,170.
[4]趙小康,張海燕,姚正鋒,侯國清.不同焊接順序對T形接頭焊接變形及殘余應力的影響[J].金屬加工(熱加工),2020(02):50-55.
[5]李功榮.船底曲面分段焊接變形和胎架約束力分布規律研究[D].上海交通大學,2017.
[6]楊全.分段焊接對內燃機薄板箱體部分殘余應力的影響[J].內燃機與配件,2019(01):102-104.