OSTA認證中較復雜零件的數控銑削加工
2020-09-10 03:23:51匡清
內燃機與配件 2020年24期
匡清


摘要:數控銑削加工是數控加工中最常用的加工方法之一,以《零件的三軸數控編程與加工》課中所用的高階自動加工模塊要求,結合OSTA技能認證中的復雜零件項目為例,進行了零件工藝分析,通過UG NX中的CAD模塊對零件實體建模,調用了UG NX中的CAM模塊對零件自動加工編程,最后完成零件的數控加工。整個零件加工過程可以起到一定的借鑒作用,還可以為培養工匠精神的高職數控人才提供一點啟示。
關鍵詞:數控銑削;工藝分析;CAD/CAM;工匠精神
中圖分類號:TG547? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2020)24-0117-02
0? 引言
OSTA認證是中國人力資源和社會保障部組織、管理和監督的職業資格認證考試,也是一種典型的標準參考考試(CRT),具有全國統一性、權威性。《零件的三軸數控編程與加工》是一門理論和實踐結合的的專業課程。課程主要圍繞加工中心機床開展教學活動,針對數控企業一線生產加工要求,培養掌握數控銑削編程,能吃苦耐勞的,具有工匠精神的高職大學生。通過對該項目典型零件進行工藝分析、CAD建模、CAM自動編程及加工等論述,進一步探索立體式育人及高校數控人才的培養。
1? 項目導讀
選用國家職業分類目錄中的銑工(加工中心操作)認證中的加工項目為典型銑削案例,見圖1、圖2所示。該零件為一個板類銑削零件,需要正反面加工,毛坯尺寸為120mm×80mm×30mm,主要特征有凸臺、內腔、圓弧倒角等,零件結構較復雜。進行圖樣分析后,可知材料為鋁合金6061-T651,其特點是加工性能極及加工后不易變形等,常用于各種工業結構零部件場合。其主要尺寸公差為IT7級,有兩處形位公差要求,分別是上表面對于A面的平行度要求0.02mm,主要外形面對于A面的垂直度要求0.02mm。整個零件的主要加工表面粗糙度Ra1.6μm,精度要求比較高。相關的主要加工要求見表1所示。
2? 零件的CAD建模
選用UG NX10.0,進入Modeling模塊。建模模塊提供了Sketch(草圖)、Form Feature(實體)等方式建模方式。零件比較復雜,結合零件圖樣,選擇復合建模來完成整個CAD。
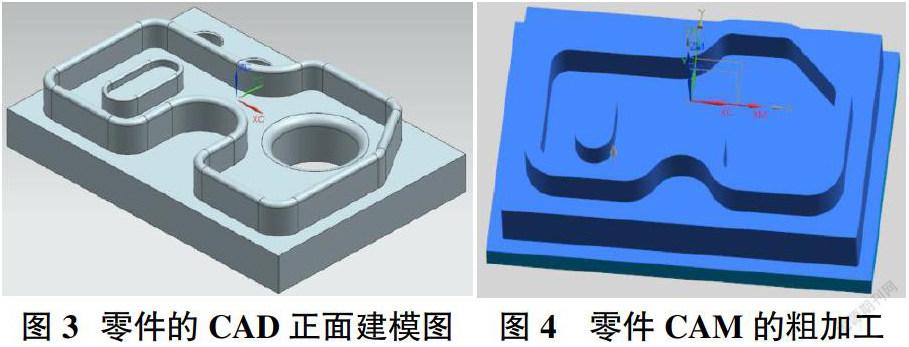
計算機輔助繪制零件圖前,先要分析零件圖樣,盲目的繪圖只會手忙腳亂。主要分析內容有:零件的主要特征,確定建模時先后順序。根據零件圖樣可知,先進入Sketch(草圖)模塊,創建草圖繪制相關二維CAD圖,在運用拉伸指令(Extruded Body)和布爾運算指令(Unite、Subsection、Intersect),拉伸零件主要特征操作,在運用布爾運算中的加減指令來操作,正面建模圖如圖3所示。
3? 零件的CAM加工
3.1 工藝分析及加工工藝路線設計
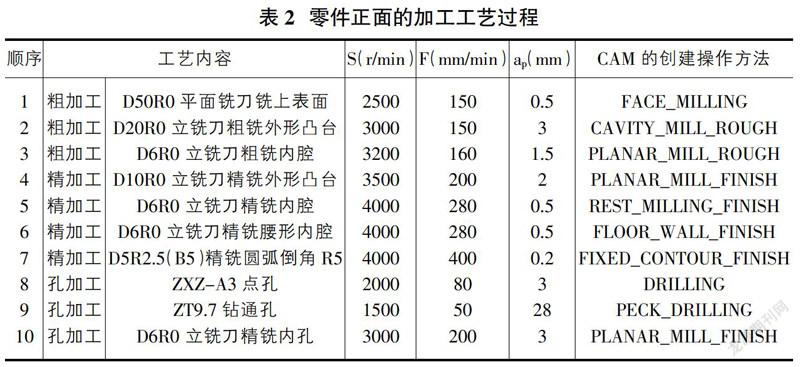
分析零件圖樣可知,該零件分二次裝夾,正反面都需要加工,正面加工內容比較復雜。結合現有加工條件可知,選擇125mm鉗口規格的機用平口鉗來裝夾。第一次裝夾時,以毛坯作為粗基準定位,加工頂面,底面開夾持槽,零件高度方向伸出量為26.5mm,完成零件的主要特征內容加工。翻身裝夾加工底面,采用已經加工完畢外形作為定位基準。為保證零件定位精度,在平口鉗側面添加一個定位塊。綜上所述,指定零件的加工工藝過程如表2所示。
3.2 零件的粗加工
在“CAM會話配置”對話框中選“mill_planar”并初始化加工環境,然后依次創建程序組、接著創建刀具、創建幾何體及創建操作,其余系統默認設置。在GENERIC_MACHINE中創建加工所有刀具,在“WORKPIECE”中毛坯設置為120mm×80mm×30mm。
進行零件的粗加工。銑削上表面,調用“FACE_MILLING”,設置如下:刀具選擇“D50R0”,補償號“1”,方法選擇“MILL_ROUGH”,切削模式選擇“單向”,平面百分比選擇“75%”,進給速度選擇“2500r/min”,其余設置采用默認值。銑削零件外形,調用“CAVITY_MILL”,設置如下:刀具選擇“D20R0”,補償號“2”;方法選擇“MILL_ROUGH”;平面百分比選擇“75%”,進給速度選擇“3000r/min”,其余設置采用默認值。最后,調用“PLANAR_MILL”粗銑零件內腔。完成后,生成刀軌,整個粗加工后效果如圖4所示。
3.3 零件的精加工
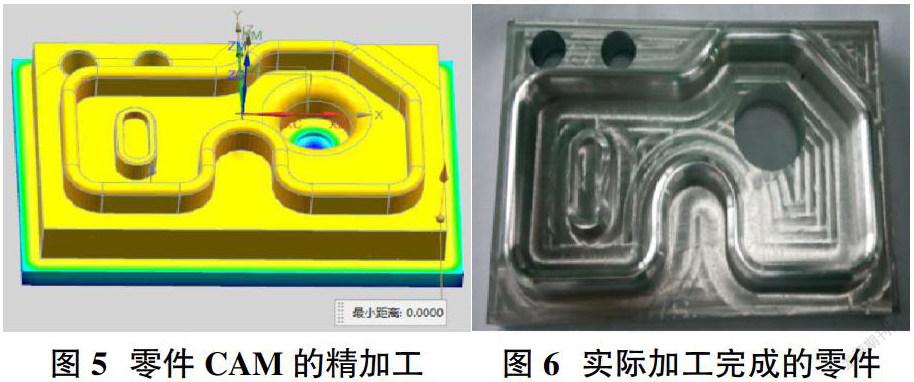
創建工序“PLANAR_MILL_FINISH”,設置如下:刀具選擇“D20R0”,補償號“2”,方法“MILL_FINISH”;切削模式選擇“輪廓”;平面百分比選擇“40%”,切削層中選擇“恒定”每刀深度選擇“3mm”;進給速度選擇“3500r/min”,進給量選擇“200mm/min”,切削方向“順銑”,切削順序“層優先”,其余設置采用默認值。其它工序的創建,按照表2所示依次創建,零件的最終的精加工效果如圖5所示。
完成所有的加工工序后,經過POST后處理導出程序到加工中心機床,小心操機,安裝毛坯,自動加工完成零件,如圖6所示。
4? 結語
實際加工情況比較復雜,編制加工工藝的時候,既要結合自身的加工條件情況,又要考慮操機員的知識技能水平來。UG NX軟件模塊很多且功能強,創建工序選擇多樣,要發揮軟件所有功能,提高數控加工效率,需要我們勤學苦練才能真正的運用自如。在專業課程教學中,始終貫徹課程思政理念,擔負起“立德樹人”教育使命,通過典型零件項目的數控加工訓練,通過多方位多層次的全員育人來培養具有工匠精神的綜合型數控人才來滿足國家社會的需要。
參考文獻:
[1]王衛兵.UG NX10數控編程學習教程[M].三版.北京:清華大學出版社,2019.
[2]石皋蓮,吳少華.UG NX CAD應用案例教程[M].二版.北京:機械工業出版社,2017.
[3]馬俊,成立.數控加工中心編程與操作項目教程[M].北京:清華大學出版社,2016.
[4]金霞,楊曉京.基于UG/CAM模塊固定軸曲面輪廓數控銑的研究[J].機床與液壓,2007.
[5]禹誠.“工匠精神”在數控專業教學中的滲透[J].職業技術,2018.
[6]吳宣宣,童鋒,胡新根,等.“工匠精神”融入高職技能人才培養的實踐思考[J].科研課題,2017.