基于結構光的角焊縫空間位置檢測系統
2020-09-10 07:22:44馬澤潤蔡艷孔諒顧春浩仇小剛
電焊機 2020年2期
關鍵詞:機器視覺
馬澤潤 蔡艷 孔諒 顧春浩 仇小剛






摘要:自主研發了一種基于結構光圖像的角焊縫空間位置檢測系統。通過調節相機和標定板的相對位置進行多次拍攝,采用L-M算法開展標定數據最優化擬合,標定相機內參和外參。在結構光圖像上,逐列提取灰度主峰,并基于迭代端點擬合法進行平滑處理,利用漸進霍夫變換方法確定結構光圖像的角點。基于標定獲得了空間轉換關系,計算角焊縫空間位置坐標并反饋給焊接機器人。測試結果顯示,該方法較好地完成了三面體結構工件角焊縫的機器人位置調整,機器人焊接系統的實測最大位置偏差小于±0.15 mm。
關鍵詞:角焊縫定位;機器視覺;圖像處理;相機標定;空間坐標轉換
中圖分類號:TH122 文獻標志碼:A 文章編號:1001-2303(2020)02-0001-05
DOI:10.7512/j.issn.1001-2303.2020.02.01
0 前言
普通的示教再現型機器人焊接只賦予了機器人以手臂,使其可以代替操作者執行空間位置固定的焊接生產。在實際應用中,工件變形或裝配偏差往往導致焊縫實際位置偏離預設軌跡。當焊縫位置發生偏差時,為了保證焊縫質量,需要機器人根據工件位置偏差來調整運動軌跡[1]。目前,機器人軌跡調整包括焊前位置校正和焊接過程中的在線跟蹤[2-3],其中焊前位置校正注重解決裝配偏差所導致的焊偏問題,對于已點焊固定的長直焊縫具有較好效果。非接觸式的工件位置信息提取方法可分為單目或多目相機圖像分析、激光單點掃描、結構光掃描和干涉條紋法等[4-5]。華南理工大學李春等人[6]使用單目相機和基于幾何形狀的金字塔分層模板匹配方法檢測工件的位置偏差情況,試驗室條件下的定位精度可達0.081 5 mm,但在生產環境中的抗干擾能力較低。Liu等人[7]針對角焊縫提出了一種基于最優化方法的激光輪廓角點檢測方法,但工件裝配的間隙波動會降低該方法的穩定性。陳思豪等人[8]研發了一種基于結構光的角焊縫三維視覺定位系統,平均誤差小于0.15 mm,試驗結果顯示該定位精度可以滿足焊接生產要求,但系統標定過程和圖像處理算法較復雜。
本文提出一種基于結構光圖像進行角焊縫空間位置檢測的構建方法。通過調節相機和標定板的相對位置進行多次拍攝,采用L-M算法開展標定數據最優化擬合,得到相機內參和外參。在結構光圖像上,逐列提取灰度主峰,并基于迭代端點擬合法進行平滑處理,利用優化的漸進霍夫變換方法解決了多線段合并問題,準確計算了角焊縫的空間位置。測試結果顯示,該方法較好地完成了三面體結構角焊縫的機器人位置調整,機器人焊接系統的實測最大位置偏差小于±0.15 mm。
1 成像系統設計與標定
成像系統由線激光、相機、鏡頭和點激光組成,如圖1所示。所有元器件封裝在金屬屏蔽盒內,作為一個整體安裝在機器人手臂上。
成像系統中世界坐標xyz和相機坐標x'y'z'的轉換關系如圖2所示。采用最為常見的小孔成像模型,C是相機光心,近似認為空間點P、相機光心O'與成像點Q共線。將世界坐標系的xy平面作為基準面,x軸則為結構光在基準面上的投影;xz平面是結構光所在平面,z軸則為相機主光軸在結構光平面的投影,原點O是相機主光軸與結構光所在平面的焦點。f表示焦距,υ表示世界坐標原點距光心C的距離。
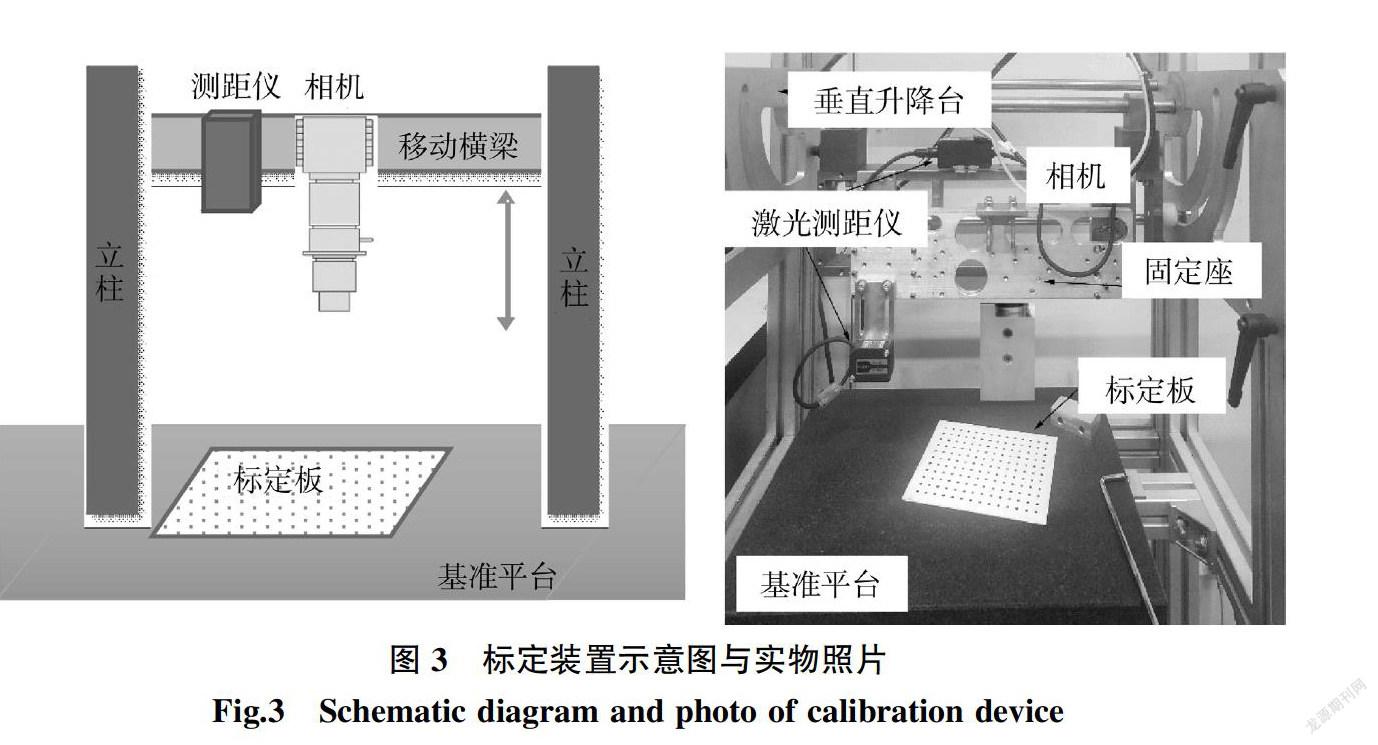
采用本文標定裝置和算法進行標定,結果如表1所示。結果顯示,該標定方法不僅操作方便,而且參數標定結果具有較好的一致性,傾角幾乎無變化,焦距極差小于0.1 mm,物距極差小于0.3 mm,均達到焊接機器人引導功能的需求。
2 角焊縫輪廓提取
結構光輪廓掃描時,工件表面形貌和位置信息反映在結構光圖像中,因此結構光圖像的輪廓提取是保證測量效果的基礎。在實際生產中,工件表面通常存在油污、銹跡等干擾,造成結構光輪廓圖像的灰度值并不均勻。采用單一閾值進行輪廓提取時,易發生局部輪廓丟失或被背景淹沒等問題。為此,本文提出了逐列閾值法,即根據圖像每列灰度值的均值和標準差自動確定分割閾值,具體算法如式(6)所示
式中 Gy(x)為第x列像素灰度值的均值;σy(x)為第x列像素灰度值的標準差;μ和k為手動設定的參數,μ越大則去除干擾力度越大,k越大,則臨近區域亮度對閾值的影響越大。該方法不僅可以去除大部分干擾點,還能將不同區域的線結構光圖像進行中心均衡化。
結構光圖像及輪廓中心點提取如圖4所示,可以看出,逐列提取結構光圖像灰度值主峰,采用灰度重心法確定峰中心,較好地克服了結構光灰度不均勻的影響。此外,使用迭代端點擬合法[9]對中心點進行平滑處理,得到結構光中心點的完整輪廓。
對角焊縫而言,其輪廓特征反映在結構光圖像上為兩條直線,由于試樣裝配時可能存在間隙或工件邊緣缺損,結構光圖像的兩條直線并不一定連續。在該情況下,采用傳統霍夫變換提取直線輪廓,會發生將一條長線段標識為多條短線段的問題。漸進霍夫變換(PPHT)算法是霍夫變換的一種改進形式[10],本文在該方法基礎上進一步進行了優化,在檢測到若干線條后,計算任意兩條線段起點和終點的線性相關系數,相關系數大于閾值的視為鄰接,從而形成一張無向圖。提取圖中所有連通分量,將每個連通分量中所有直線擬合成一條直線,最終實現短線段的合并,如圖5所示。
完成直線合并后,選取長度最大的兩條線段,并驗證其長度和夾角均在指定范圍內,計算其交點Q,并按式(2)將其從圖像坐標映射到空間坐標P,即結構光平面與角焊縫的交點。
3 位置校正效果
測試采用型號MOTOMAN-MA1400的機器人,重復定位精度為±0.08 mm。相機型號為Basler acA 1600-20gc,圖像尺寸1 624 pixel×1 234 pixel,單像素尺寸為4.4×4.4 μm。檢測系統實物如圖6所示。檢測過程中,機器人沿三面體結構的角焊縫連續移動,每移動10 mm觸發相機拍攝一次。為提高檢測效率,機器人在相機拍攝時并不停止,檢測系統在拍攝間隙完成計算,單幅圖像處理時間小于20 ms。檢測過程流程如圖7所示。如果焊縫出現較為嚴重的非線性特征,或連續出現2個測量點偏差量超標,則認為工件邊緣狀態或裝配質量異常,校正系統將發出報警,提示需要人工干預。
從理論計算分析,本文試驗條件下的角焊縫位置計算誤差小于0.334 pixel,根據式(2)計算可知對應的空間坐標誤差小于0.06 mm。為了分析實際應用過程的誤差水平,在檢測系統內設置了與機器人手臂同軸的導向點激光。測量系統輸出位置偏差量后,機器人按調整后的空間坐標完成移動,通過導向點激光實測機器人位置調整效果,即計算導向激光斑點中心與角焊縫的偏差量,該偏差量由校正系統誤差和機器人定位誤差疊加產生。對三面體結構工件的3條角焊縫分別進行50次測試,結果表明,位置校正后,機器人焊接系統的最大位置偏差小于±0.15 mm,重復定位誤差小于0.2 mm。
4 結論
(1)采用結構光掃描方法搭建了角焊縫的機器人位置調整裝置,測量了三面體結構角焊縫的空間位置,并將焊縫實際位置與預制軌跡的偏差反饋給機器人,實現了機器人位置的動態調整,機器人焊接系統的實測最大位置偏差小于±0.15 mm。
(2)利用標定板、激光位移傳感器搭建了結構光位置檢測系統的標定平臺,采用L-M算法完成標定數據最優化擬合,得到相機內參和外參。該方法具有裝置簡單、計算快速、標定精度高的特點。
(3)在結構光圖像輪廓提取中,提出了逐列提取灰度主峰的方法,采用迭代端點擬合法實現了主峰中心點平滑處理,利用漸進霍夫變換方法解決了多線段合并問題,較好地提取了結構光圖像的焦點位置。
參考文獻:
[1] 邢艷榮,秦佳偉,韓素賢,等. 基于糾偏與示教相結合的機器人自動焊接跟蹤[J]. 電焊機,2014,44(10):61-64.
[2] 吳斌,張放. 基于單目視覺的焊接螺柱位姿參數測量技術研究[J]. 光電子.激光,2014(10):1931-1935.
[3] 郭志鵬,于治水,張培磊,等. 基于視覺傳感的焊縫跟蹤系統研究現狀[J]. 輕工機械,2016,34(5):95-100.
[4] 馮進良,曹晨鳴,孫銘,等. 基于雙目視覺的焊縫跟蹤系統研究[J]. 長春理工大學學報(自然科學版),2019,42(1):63-67.
[5] 金振揚,孟正大. 基于線結構光視覺傳感的焊縫跟蹤系統研究[J]. 工業控制計算機,2008(4):66-68.
[6] 李春. 基于機器視覺的焊接工件識別與焊接軌跡校正方法研究[D]. 廣東:華南理工大學,2015.
[7] Liu F Q,Wang Z Y,Ji Y. Precise initial weld position identification of a fillet weld seam using laser vision technology[J]. The International Journal of Advanced Manufacturing Technology,2018,99(5-8):2059-2068.
[8] 陳思豪,余震,王中任. 基于結構光三維視覺角焊縫定位系統的研究[J]. 激光與紅外,2019,49(3):303-308.
[9] Usamentiaga R,Molleda J,García D F. Fast and robust laser stripe extraction for 3D reconstruction in industrial en-vironments [J]. Machine Vision and Applications,2012,23(1):179-196.
[10] Matas J,Galambos C,Kittler J. Robust detection of linesusing the progressive probabilistic Hough transform[J]. Co-mputer Vision and Image Understanding,2000,78(1):119-?137.
猜你喜歡
軟件導刊(2016年11期)2016-12-22 21:52:17
電腦知識與技術(2016年28期)2016-12-21 12:13:14
科技視界(2016年26期)2016-12-17 17:31:58
科技視界(2016年25期)2016-11-25 19:53:52
科技視界(2016年25期)2016-11-25 09:27:34
科教導刊(2016年25期)2016-11-15 17:53:37
軟件工程(2016年8期)2016-10-25 15:55:22
科技視界(2016年20期)2016-09-29 11:11:40
科技視界(2016年6期)2016-07-12 09:12:40
科技視界(2016年15期)2016-06-30 19:03:30