實心焊絲堆焊奧氏體不銹鋼堆焊工藝與性能
2020-09-10 07:22:44史順望向錦張磊王帆姜宏偉
電焊機 2020年3期
史順望 向錦 張磊 王帆 姜宏偉



摘要:采用CO2氣體保護焊及藥芯焊絲在低合金鋼上堆焊奧氏體不銹鋼時,堆焊層出現了較多夾渣、氣孔、尺寸不良等焊接缺陷。現采用MAG焊及實心焊絲進行堆焊工藝試驗,其過渡層和耐蝕層材料分別為ER309L和ER308L實心不銹鋼焊絲。對堆焊層進行液體滲透檢測、彎曲性能和電化學腐蝕性能測試,并與藥芯焊絲堆焊的相關性能進行比較。結果表明,堆焊層與基體熔合良好,無裂紋、氣孔等焊接缺陷,堆焊效率更高,其彎曲和電化學腐蝕性能良好;耐蝕層組織為樹枝狀奧氏體。
關鍵詞:MAG堆焊;實心焊絲堆焊;顯微組織與性能;電化學腐蝕
中圖分類號:TG455 文獻標志碼:A文章編號:1001-2303(2020)03-0137-03
DOI:10.7512/j.issn.1001-2303.2020.03.26
0 前言
奧氏體不銹鋼的韌塑性較高,工藝性等各方面性能均優異[1]。但若只用奧氏體不銹鋼制造零件,成本很高。因此,為降低生產成本,保證零件滿足設計和使用要求,通常是在低合金鋼上堆焊奧氏體不銹鋼[2-3]。重慶水泵廠的外殼體、泵蓋等許多零件都需要堆焊不銹鋼層來滿足使用要求,原有工藝采用CO2氣體保護焊及藥芯焊絲進行耐蝕層堆焊,但在機加工時發現堆焊層出現了較多的夾渣、氣孔、尺寸不良等焊接缺陷,嚴重降低接頭的使用性能[4]。而且焊接缺陷需反復焊補才能滿足設計要求,嚴重影響生產周期,增加生產成本。
本文采用MAG焊及實心焊絲進行堆焊工藝試驗,通過液體滲透檢測、測試堆焊試樣的彎曲性能和電化學腐蝕性能、觀察與分析顯微組織等方法,得到合理的堆焊工藝及性能良好的堆焊層。并可提供關鍵的數據和依據,為堆焊同類產品提供了技術支持[5]。
1 試驗材料及方法
采用MAG焊,保護氣為φ(Ar)98%+φ(CO2)2%,共堆焊2層,堆焊厚度為9 mm,分別采用實心焊絲ER309L和ER308L堆焊過渡層和耐蝕層。ER308L和ER309L兩種焊絲的化學成分如表1所示。焊前去除基材表面的鐵銹、油污等,使其露出金屬光澤。焊后進行去應力熱處理,熱處理后銑平堆焊層,按照標準NB/T 47013-2015對表面做液體滲透檢測,并加工彎曲、電化學腐蝕及金相試樣。
彎曲試驗采用WDW-300型微機電子式萬能試驗機,電化學腐蝕試驗采用RST-500腐蝕測量系統,金相組織分析采用TESCAN VEGA 3 LMH SEM掃描電鏡。
2 試驗結果及分析
2.1 工藝參數及PT檢測結果
實際焊接工藝參數如表2所示。堆焊焊縫宏觀形貌如圖1所示,堆焊層成形良好且在基體上鋪展均勻。PT檢測結果顯示堆焊層表面無裂紋、氣孔等焊接缺陷,堆焊質量良好,符合相關標準要求。且在相同的工藝下,藥芯焊絲堆焊一層的厚度為2 mm,實心焊絲堆焊一層的厚度約為4~5 mm,大大提高了焊接效率。
2.2 彎曲試驗
在焊縫橫向上取4個側彎試樣,試樣包含堆焊層、熱影響區和基體,尺寸為200 mm×38 mm×10 mm。彎心直徑4a,彎曲角度180°。側彎試樣照片如圖2所示,堆焊層和基體未出現分層、裂紋和未熔合等缺陷。彎曲試驗結果表明堆焊試樣抗彎性能良好。
2.3 顯微組織
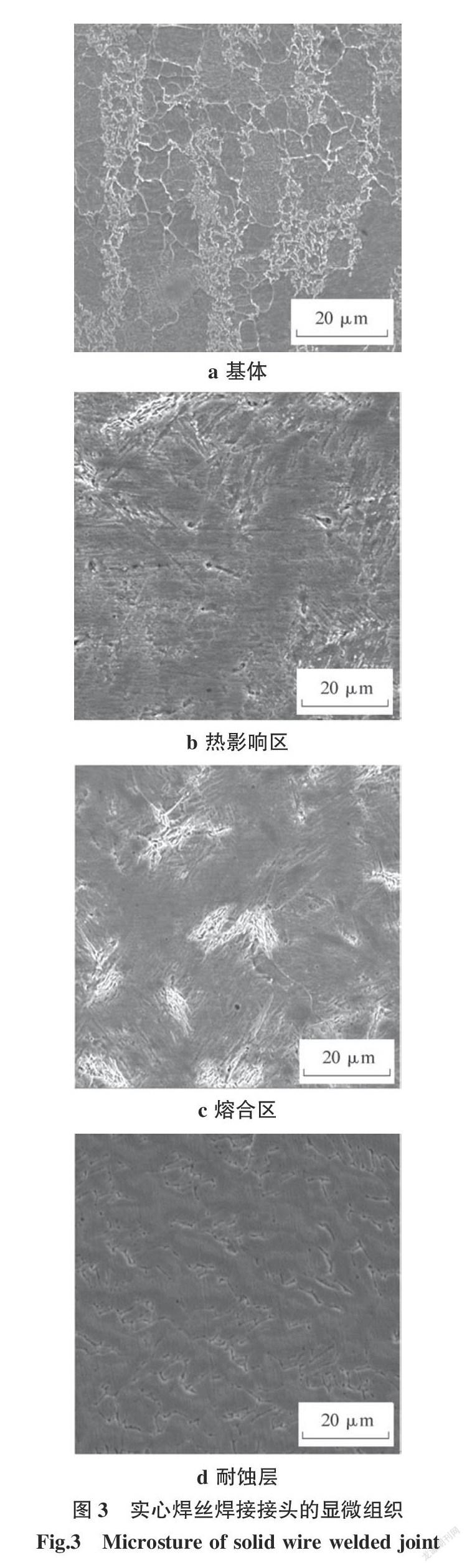
實心焊絲焊接接頭的顯微組織如圖3所示。基體主要為珠光體+鐵素體(見圖3a);靠近母材一側的熱影響區組織主要為鐵素體和殘余奧氏體(見圖3b),由于堆焊過程中升溫速度快且高溫停留時間短,使得母材中的鐵素體在溶解后未能充分擴散而形成殘余奧氏體。熔合區組織為奧氏體+鐵素體+碳化物(見圖3c)。耐蝕層組織主要為樹枝狀奧氏體(見圖3d)。堆焊層與基體界面熔合良好,沒有分離現象,也沒有裂紋、氣孔和夾雜等顯微缺陷。
2.4 電化學腐蝕試驗
采用RST-5000腐蝕測量系統,分別研究實心焊絲堆焊層、藥芯焊絲堆焊層及母材的電化學腐蝕行為。每個樣品都是工作電極。分別以飽和甘汞電極(SCE)和鉑箔為參照電極和對比電極,腐蝕介質采用3.5%NaCl溶液。每個樣品分別浸泡在溶液中1 h,預設電位從-0.5~0.5 VSCE,掃描速率為1 mV/s。
堆焊層及母材在3.5%NaCl中的極化曲線如圖4所示。可以看出,不銹鋼堆焊層的極化曲線上有明顯的鈍化區,且電位在0.3 V左右時腐蝕電流密度迅速上升,而母材的極化曲線只有一段較短的鈍化平臺。由于可以通過電流密度來評價材料的耐蝕性,結合表3的極化曲線特征值可以看出,耐蝕性能優劣依次為:實心焊絲堆焊層、藥芯焊絲堆焊層、母材。
3 結論
(1)采用MAG焊及實心焊絲堆焊,基體和堆焊層結合良好,堆焊層無焊接缺陷,且提高了焊接效率。
(2)實心焊絲焊接接頭的基體組織主要為珠光體+鐵素體;熱影響區組織主要為鐵素體和殘余奧氏體;熔合區組織為奧氏體+鐵素體+碳化物;耐蝕層組織主要為樹枝狀奧氏體。
(3)實心焊絲堆焊層的抗彎性能及耐蝕性能良好,且耐蝕性能優劣依次為:實心焊絲堆焊層、藥芯焊絲堆焊層、母材。
參考文獻:
[1] 錢文煥. 起重機用Q235鋼耐蝕性的改進研究[J]. 鑄造技術,2013,34(11):1499-1500.
[2] 黃健,梁曉. 低合金高強度鋼壓力容器焊接的質量控制[J].裝備制造技術,2007(8):98-100.
[3] 王芝玲,于根喜. 低合金鋼表面奧氏體不銹鋼堆焊層組織與性能研究[J]. 鑄造技術,2016,37(3):771-772.
[4] 黃秀娟,韓微,王剛. 奧氏體不銹鋼焊接特性及工藝要點[J]. 現代焊接,2012,111(3):40-43.
[5] 周彥林,谷文. 低雙鎢極TIG奧氏體不銹鋼堆焊層組織與性能[J]. 熱加工,2017(2):52-56.
