電弧增材制造中鋁合金的應力與變形的模擬
2020-09-10 17:53:52杜澤林
內燃機與配件 2020年3期
杜澤林




摘要:鋁合金在航天工業中有著重要地位,其強度適中,塑性好,密度低,具有較強的抗腐蝕性,且抗裂紋能力好。但在焊接過程中產生的殘余應力和由其引起的焊接變形對材料的成形質量有很大的影響,為了克服這一問題,本文通過有限元模擬的方式不同工藝參數的電弧增材制造過程進行了計算并繪制成曲線圖進行分析討論。研究了焊接殘余應力及焊后變形受工藝參數影響的規律,認為通過調整焊接熱輸入可以在一定程度上實現對殘余應力及變形的控制。
關鍵詞:鋁合金;電弧增材制造;有限元模擬;應力與變形
0 ?引言
航天設備的發展與高強度合金利用技術的進步息息相關。鋁合金作為強度高,成形效果好,耐腐蝕,成本低的優秀合金,被大量應用在航天科技領域之中。隨著航空航天工業的快速發展,其對合金材料的要求也越來越高,對構件的成形質量和工藝也有很高的要求。傳統的加工方法生產周期長,成本高,不易加工等諸多缺點限制了航空航天業的發展,對嶄新工藝的要求日益增多。近些年來,俗稱3D打印的堆積成形工藝方式增材制造(Additive Manufacture,AM)開始被應用于各項科技工業領域,其成本低廉,節省加工材料,生產周期短,操作方法簡單易懂,成形過程穩定等諸多優點使其備受關注。增材制造技術擺脫了傳統工藝的許多限制,可以簡便又有效率地制作造型復雜的構件。金屬材料的增材制造包含電弧增材制造、激光增材制造和電子束増材制造三大類[1]。進入21世紀以來,大部分國內外研究主要是針對激光和電子束的金屬粉基增材制造。這兩種增材制造方式雖然在多種金屬構件的制造中取得了許多成功,但其本身卻存在著一些缺點,這些缺點是由其本身的工藝特點導致的。比如激光增材制造的成形很慢,生產效率低,且不適合生產部分種類的金屬材料;電子束增材制造要求真空狀態下進行,嚴重限制了制造構件的尺寸,且這兩種方法都使用粉基金屬原材料,其成本較高,容易受到外界污染,實際的利用率較低[2]。以上這些缺點和不利條件大大限制了激光和電子束增材制造的廣泛應用。為了彌補上述增材制造工藝的不足,國內外學者在焊接技術的基礎上,開發出了電弧增材制造(Wire and Arc Additive Manufacturing,WAAM)技術。這種技術沒有嚴格的外界條件要求,適用于各種成形環境和各種金屬材料,成形效率高,成形過程中需要的絲材價格低廉,便于制備,彌補了另外兩種增材制造工藝的不足之處[3]。近年來,這種工藝開始被應用于航空航天領域,存在大量的探索空間。
WAAM理論基礎最早提出是在20世紀20年代的美國,在以堆焊為基礎的專利上提出,但受限于當時的技術水平,僅僅停留在了理論階段[4]。20世紀60年代,德國的鋼鐵制造公司Kruup Thyssen采用SAW(埋弧焊)工藝,成功使用焊縫金屬制造出了大型壓力容器,該容器強度和韌性都滿足要求,對WAAM工藝技術的發展起到了巨大的推進作用。20世紀80年代末,美國的Babcock&Wilcox公司基于PAW(等離子弧焊)與MIG混合焊方法開發出了“成形熔化”(Shape Melting)技術,并成功應用該技術成形了不銹鋼和Ni基合金的大型構件[5-6]。之后英國Rolls-Royce公司研究出了“三維焊接”(3D Welding)技術,成功應用于航空工業零件的制造,在不影響構件使用性能的前提下節省了制造航空構件時產生的昂貴材料的浪費[7]。美國南衛理公會大學Kovacevic團隊基于焊接的工藝方法完成了對金屬構件直接成形技術的開發,Ouyang等人[8]采用變極性GTAW(鎢極氣體保護電弧焊)工藝成功堆積成形了5356鋁合金構件。英國諾丁漢大學Spencer等人[9]搭建了由六軸龍門機器人和GMAW(熔化極氣體保護電弧焊)焊接設備組成的電弧增材制造系統,并成功制造了零部件。該系統可以控制成形溫度,可以提高成形質量,但會降低生產效率。
我國在電弧增材制造技術領域的研究起步較晚,但國家十分重視該領域研究的發展。華中科技大學的張海鷗、王桂蘭等人通過建立三維數值模型的方式進行了研究,模擬了熔覆層表面的成形質量對電弧各項數值的影響[10]。大連理工大學王鵬[11]采用WAAM方法成形了鋁合金的框架類結構試樣,通過對工藝參數的控制研究了該結構表面的成形形貌和力學性能并分析了其影響。2015年,李克強總理在政府工作報告中提出“中國制造2025”,把增材制造技術納入制造業創新建設工程,可見國家對該技術領域的重視程度[12]。
目前該領域中對成形構件中溫度場和應力場的相關研究數量較少,而構件的殘余應力大小對其在工業科技領域的實際應用用重要影響,該方面的分析和研究顯得日益重要。
1 ?實驗方法
本次電弧增材實驗采用福尼斯(Fronius)公司生產的冷金屬過渡(Cold metal transfer,CMT)焊機,CMT技術具有無飛濺、熱輸入低、成形好等特點。焊絲采用航天用5B06鋁合金焊絲,焊絲直徑1.2mm,焊絲成分如表1所示。
基板尺寸為200mm×200mm×4.5mm,材料型號為5A06,其成分如表2所示。
焊槍的運動距離(即沉積層長度)為130mm,焊槍的移動速度即焊接速度為400m/min,成形電流80A,保護氣體選用純氬氣(Ar,純度99%),氣體流量20L/min,焊槍與平臺之間的夾角為90°,層間停留時間80s,焊槍每層提升高度2mm,采用往復堆積的方式,堆積10層。
開始實驗之前,先要對基板和焊絲進行烘干處理,如果有殘留水分,很可能會使鋁合金構件產生氣孔,還會出現嚴重的層間氧化現象。基板還要使用砂紙打磨,去掉表面的氧化層,再用夾具把基板固定在實驗平臺上。電弧模式選擇普通CMT,根據選定的焊接參數進行單道多層成形實驗。增材實驗得到的薄壁試樣的宏觀形貌和切面形狀如圖1所示。
2 ?有限元模型的建立
有限元法,是指利用數學中近似的方法去解決物理上的問題,用簡單的問題代替復雜的問題,用有限代替無限,從而實現對原本不可解的問題進行求解。有限元法主要分為對象的離散化、計算求解和處理計算結果三個步驟,離散時分割的單元數越多,單元越小,則計算結果更準確,更接近實際情況。
在進行有限元模擬之前,先根據增材實驗得到的薄壁試樣尺寸來建立三維模型。薄壁試樣長130mm,寬度6mm,高25mm,熔覆10層,每層平均2.5mm。在劃分網格時,為了在不影響計算結果準確性的前提下節省計算時間,提高計算效率,把薄壁試樣及其附近區域的網格劃分得較多而小,離薄壁試樣較遠的區域的網格較大,如圖2所示。設置完成后共有三維單元總數為26720個,節點總數為43875個。
在本次模擬方案中,首先設置成形電流I為變量,保持其他工藝參數及成形環境不變,通過對三組不同電流情況下的增材制造過程模擬來討論工藝參數對薄壁構件的殘余應力和變形的影響。在保持其他參數不變的情況下,成形電流分別選擇70A、80A、90A組成三組數據進行計算。然后保持成形電流不變,選取400mm/min、450mm/min、500m/min三個焊接速度組成共五組參數分別進行計算,從多維度分析工藝參數和變形及應力間的關系。跟蹤點設置在最后一層熔覆層的中點處。
3 ?模擬的結果與分析
焊接熱力性能的分析是一個非常復雜的過程,要推斷出構件在焊接過程中的溫度分布和焊接力學行為十分困難。焊接過程中焊縫上的某一點會隨著熱源的移動而急速的升溫和降溫,在這種快速的溫度變化下,溫度場的分布將會很不均勻,而分布不均勻的溫度場正是產生焊接殘余應力及變形的重要因素之一。因此,在研究應力與變形之前,對溫度場的研究有著重要的意義。
3.1 溫度場的研究
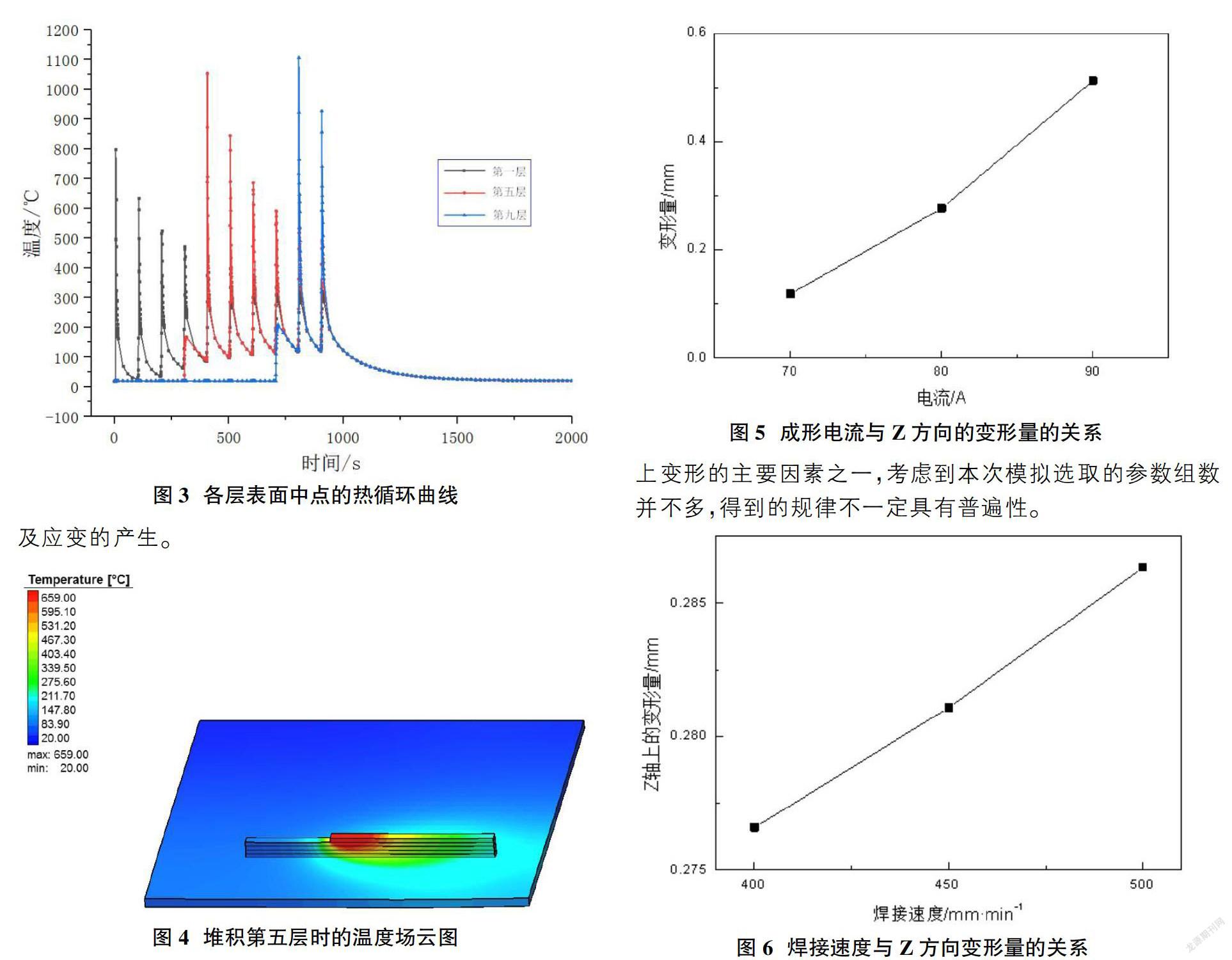
如圖3為第一層、第五層和第九層熔覆層上表面中心點的熱循環曲線。從圖3中可以看出,每層熔覆層都經歷了多次熱循環,每層經歷第一次熱循環時的溫度最高,隨著堆積層增高,熱源距離該層越來越遠,該層的溫度峰值不斷下降。各層第一次熱循環的峰值溫度隨著層數的升高而不斷升高,主要是因為熔覆上一層之后溫度沒有完全冷卻,形成熱累積,而對比第一層到第五層和第五層到第九層的溫度峰值差距可以發現這一趨勢隨著堆積的進行而趨于平緩。
如圖4為增材制造過程中熔覆第五層時的溫度場云圖。圖4表示,在焊接起弧端,由于焊接熱源的加載,焊接焊件溫度由常溫開始快速升溫,基于焊接熱源的不斷輸入,焊件溫度將持續升高,當焊接溫度達到一定程度時,焊接熱與焊接熱力保持平衡,所堆積薄壁構件的焊接溫度保持穩定。剛熔覆部分以及熱源運動方向前方部分的等溫色帶分布最密集,表示此時的溫度梯度最大,熱源移動方向相反方向的區域正在冷卻中,其等溫色帶分布較為稀疏,隨著與熱源中心距離的不斷增加,熱源后方區域的溫度急劇下降。如此不均勻的溫度場分布將會導致焊接殘余應力及應變的產生。
3.2 Z軸方向上的變形情況
完成以上五組參數的模擬計算后,獲得了大量相關數據,為了更加簡明扼要地反映出變形和應力的情況,已知電弧增材制造薄壁構件變形的主要方向為豎直方向即Z軸方向,殘余應力的主要方向為縱向即X軸方向的殘余應力,所以本次模擬分別考慮這兩個方向上的變形和應力狀況。
成形過程中的構件變形過程是十分復雜的,討論成形過程中的變形量十分困難且意義不大,所以在討論變形量時只討論成形完成并冷卻一段時間后已經穩定的變形量。如圖5為完成堆積后以成形電流為變量的三組參數下跟蹤點在Z軸方向上的位移情況對比圖,跟蹤點的位移可以反映出該點處的變形情況。由圖5中可以看出,在本次模擬選取的參數范圍內,其他參數保持不變的情況下,隨著成形電流的增大,其變形量也隨之增大。
如圖6為以焊接速度為變量的三組參數下跟蹤點在Z軸方向上的變形量對比圖。從圖中可以看出,在本次模擬選取的參數范圍內,保持其他工藝參數不變的情況下,焊接速度增大,變形量也隨著增大。但通過對比圖5和圖6的縱坐標可以看出,相對于成形電流對變形量的影響,焊接速度對變形量的影響非常小,雖然表現出上升趨勢,但最大一組的數值和最小一組的數值相差只有0.01mm。分析認為焊接速度的大小可能并不是影響構件豎直方向上變形的主要因素之一,考慮到本次模擬選取的參數組數并不多,得到的規律不一定具有普遍性。
3.3 X軸方向上的殘余應力
與變形量一樣,在成形過程中應力的變化過程十分復雜且意義不大,所以本次模擬只討論跟蹤點處殘余應力的情況,堆積完成后使構件充分冷卻1000s之后溫度回到室溫且應力曲線平穩,可以認為此時的該點的縱向應力即為薄壁試樣上的縱向殘余應力。
如圖7為電流為變量的三組參數下跟蹤點處在X軸方向上的殘余應力對比圖。從圖中可以看出,在本次模擬選取的參數范圍內,保持其他參數不變的情況下,X方向的殘余應力大小并沒有和成形電流的變化成正比或反比,當電流為70A時殘余應力最大,電流為80A時殘余應力最小,而當電流繼續提高至90A時殘余應力反而增大。考慮成形電流會對殘余應力的大小產生影響,但至少在本次模擬選取的參數范圍內不能發現其影響規律,認為電流的大小可能并不是決定縱向殘余應力大小的決定性因素。
以焊接速度為唯一變量的縱向殘余應力對比如圖8所示。從圖中可以看出,在本次模擬選取的參數范圍內,隨著焊接速度的增大,該點處的殘余應力逐漸減小,呈下降趨勢。焊接速度為400mm/min時殘余應力最大,約為139.1MPa,焊接速度上升至450mm/min時殘余應力下降至138.7MPa,焊接速度上升到500m/min時,殘余應力下降至約137.9MPa。分析認為,焊接速度可能是影響薄壁成形試樣內部縱向殘余應力的因素之一,提高焊接速度有助于減小焊后的縱向殘余應力,但對比圖7發現調整焊接速度對殘余應力的影響不大,在焊接速度提高了100mm/min的情況下,殘余應力也只是下降了1-2MPa左右,說明雖然焊接速度確實能在一定程度上完成對殘余應力的控制,但其控制力度是十分有限的。
3.4 綜合分析
通過對比圖5-圖8,分析認為對于Z軸方向的焊后變形量來說,成形電流為其主要影響因素之一,電流越大,其變形量越大。而對于X軸方向的殘余應力大小來說,焊接速度是其影響因素之一,表現為焊接速度提高時,殘余應力下降。綜合考慮以上因素發現,為了控制焊后變形量及殘余應力的大小,應在適當的范圍內降低成形電流,提高焊接速度,雖然根據圖4來看,提高焊接速度可能會導致變形量增大,但其影響數值十分微小,在實際的生產過程中,要根據生產構件的使用要求,權衡尺寸精度和內部殘余應力的重要性,綜合多方面因素考慮,設計合理的工藝參數。而無論是降低電流還是提高焊接速度都會導致熱輸入下降,所以概括起來認為適當地降低熱輸入量可以在一定程度上達到控制和減小殘余應力與變形的目的。
4 ?結論
首先使用冷金屬過渡技術進行了5B06鋁合金的電弧增材實驗,得到了成形效果較好的薄壁構件,測量構件的各項尺寸后,按照實際尺寸建立了構件的3D有限元模型并劃分了網格。然后分別以成形電流和焊接速度為唯一變量設計了5組工藝參數,以這5組參數分別進行了模擬計算,將計算結果導出后繪制成線圖進行對比分析,得到結論如下:
①在本次模擬所選參數范圍內,保持其他參數不變的情況下,增大成形電流,跟蹤點部分的構件在Z軸方向上的變形也增大,且X軸方向上的縱向殘余應力不和電流呈函數關系。所以如果想要減小焊后的豎直方向變形量,應選取較小的成形電流。
②保持其他參數不變,提高焊接速度,則跟蹤點位置的構件在Z軸上的變形有些許增大,且X軸方向上的縱向殘余應力呈下降趨勢,但下降也不明顯,綜合考慮,焊接速度雖然對豎直方向變形和構件縱向應力都有影響,且其影響都不是很大。
③綜合以上結果考慮,由于減小電流和提高焊接速度都是降低熱輸入的方式,且可以一定程度上減小焊后變形量和縱向殘余應力的大小,所以分析認為熱輸入可能是影響鋁合金增材制造的應力與變形的關鍵因素之一。
本次模擬選擇的參數組數有限,只能在一定范圍內觀察分析應力與變形變化的規律,該領域的應力與變形方面的問題在本次實驗的基礎之上仍然有很多的探索空間。
參考文獻:
[1]耿海濱,熊江濤,黃丹,等.絲材電弧增材制造技術研究現狀與趨勢[J].焊接,2015(11):17-21.
[2]熊江濤,耿海濱,林鑫,等.電弧增材制造研究現狀及在航空制造中應用前景[J].航空制造技術,2015,493(Z2):80-85.
[3]熊俊,薛永剛,陳輝,等.電弧增材制造成形控制技術的研究現狀與展望[J].電焊機,2015,45(9):45-50.
[4]周龍早,劉順洪,丁冬平.基于三維焊接熔敷的快速成形技術[J].電加工與模具,2004(4):1-5.
[5]Mughal M, Fawad H, Mufti R. Three-Dimensional Finite-Element Modelling ofDeformation in Weld-Based Rapid Prototyping[J]. Archive Proceedings of the Institution of Mechanical Engineers Part C Journal of Mechanical Engineering Science1989-1996(vols203-210), 2006, 220(220):875-885.
[6]Baker R. Method of making decorative articles [P]. United States Patent: 1533300, 1925.
[7]Weiss L E, Merz R, Prinz F B, et al. Shape deposition manufacturing of heterogeneous structures[J]. Journal of Manufacturing Systems, 1997, 16(4):239-248.
[8]Ouyang J H, Wang H, Kovacevic R. Rapid Prototyping of 5356-aluminum Alloy Based on Variable Polarity Gas Tungsten Arc Welding Process Control and Microstructure. Materials and Manufacturing Processes. 2002, 17(1): 103-124.
[9]Spencer J D, Dickens P M, Wykes C M. Rapid prototyping of metal parts by three-dimensional welding[J]. Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture, 1998, 212(3):175-182.
[10]周祥曼,張海鷗,王桂蘭,等.電弧增材成形中熔積層表面形貌對電弧形態影響的仿真[J].物理學報,2016,65(3):331-342.
[11]王鵬.鋁合金結構件激光-電弧復合增材制造工藝分析:大連理工大學,2016.
[12]李克強.第十二屆全國人民代表大會第三次會議政府工作報告[R].2015,3.