光絲耦合及工藝參數對激光填絲熔覆層成形特征的影響
2020-09-10 07:22:44伏文如蘇國興石玗李廣甘有祎王雄
電焊機 2020年7期
伏文如 蘇國興 石玗 李廣 甘有祎 王雄
摘要:基于激光填絲熔覆不同工藝參數對Q235鋼熔覆層成形的影響,通過高速攝像系統拍攝了不同工藝參數下絲材的熔入過程,并分析了熔覆層形貌及橫截面,得出了絲材與激光斑點相對位置、激光功率、熔覆速度和送絲速度對熔覆層成形的影響。結果表明:(1)絲材與激光斑點相對位置是影響絲材熔入行為和熔覆層成形好壞的關鍵因素。當采用前置送絲,激光束與絲材部分重疊,送絲角度介于40°~70°時,熔覆過程穩定且成形最好。(2)激光功率增大時,熔池尺寸增大,熔覆層寬度增加,余高減小。熔覆速度變大時,熔池凝固速度變快,從而使液橋變窄,熔覆層寬度和熔深減小、余高增大。送絲速度增大時,熔覆層熔深減小、余高增大。
關鍵詞:激光填絲熔覆;熔覆層成形;熔入過程;橫截面特征
中圖分類號:TG456.7 文獻標志碼:A 文章編號:1001-2303(2020)07-0030-09
DOI:10.7512/j.issn.1001-2303.2020.07.05
0 前言
激光熔覆形成的熔覆層結合力強,可以顯著改善基體表面的耐蝕、耐磨、抗氧化性能,并避免材料的不必要浪費,適合材料表面改性和修復需求,近年來在汽車制造、電子工業、航空航天、船舶重工等領域發展前景廣闊[1-4]。激光熔覆根據填充金屬狀態分為填充粉末的激光粉末熔覆和填充絲材的激光填絲熔覆,激光粉末熔覆由于可以自由選擇不同的材料配比被國內外學者大量研究,但在熔覆過程中存在粉末利用率較低、工作環境差、熔覆層易產生微裂紋等缺陷。與前者相比,激光填絲熔覆具有以下特點:(1)絲材組織致密,使熔覆層表面光滑且沒有孔隙、夾雜等缺陷;(2)絲材的利用率是粉末的4~5倍;(3)避免了特殊場合的粉塵污染[5]。近年來激光填絲熔覆受到了國內外研究者的關注。
Peng Wen[6]通過在FV520B馬氏體析出硬化不銹鋼上激光熔覆ER410NiMo,優化了送絲速度和預熱電流,使送絲穩定,從而保證單道熔覆的成形質量。李凱斌[7]等人研究了光纖激光器在不銹鋼表面進行側向送絲熔覆修復過程,得出激光工藝參數對熔覆層形貌的影響并確定了合適的多道搭接率取值范圍。Xiang Xu[8]等人對316L表面熔覆Inconel 625合金后的表面硬度、拉伸性能和抗腐蝕性能進行了研究。上述研究主要集中在優化各種工藝參數及熔覆層性能方面,對各種工藝參數下絲材熔化過程、液態金屬的過渡研究較少。
文中使用大光斑半導體激光在Q235鋼板上進行激光填絲熔覆,通過高速攝像拍攝了各工藝參數下絲材熔化過程和液態金屬過渡形式,研究了不同工藝參數對激光熔覆成形的影響。
1 材料與方法
1.1 試驗材料
基材選用Q235板材,試樣尺寸100 mm×70 mm×4 mm。絲材選用E501T-1 低合金鋼藥芯焊絲。焊絲成分如表1所示,藥芯焊絲可以方便地通過調節成分來改變熔覆層性能。
1.2 試驗設備及方法
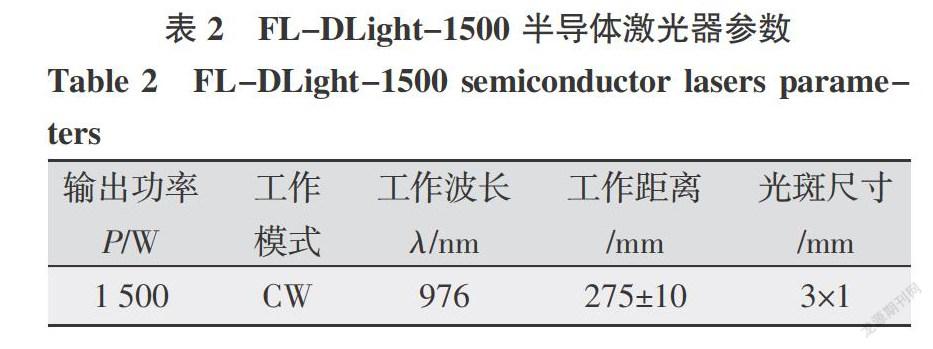
選用FL-DLight-1500 半導體激光器,光源參數如表2所示,光斑尺寸3 mm×1 mm。試驗中絲材寬度為1.2 mm,相比于傳統的CO2和YAG激光器降低了對光絲耦合精度的要求。高速攝像系統使用Olympus i-Speed 3高速攝像機,選用波長為 680 nm 的濾光片,高速攝像分辨率為 350×250,拍攝速率1 000幀/s,為提高清晰度,使用HSX-F300作為輔助光源。送絲系統使用改裝的華意隆SB-10送絲機,速度范圍為0~5 m/min。為避免熔覆層氧化,使用送氣裝置側吹氬氣進行保護,氣體流量5 L/min。其他工藝參數預設如下:離焦量為0時激光光斑尺寸為3 mm×1 mm,絲材直徑1.2 mm,絲材干伸長5 mm,絲材端部距母材表面距離3 mm。
2 試驗結果與討論
2.1 絲材與激光斑點相對位置對熔覆層成形的影響
2.1.1 送絲方式對熔覆層成形的影響
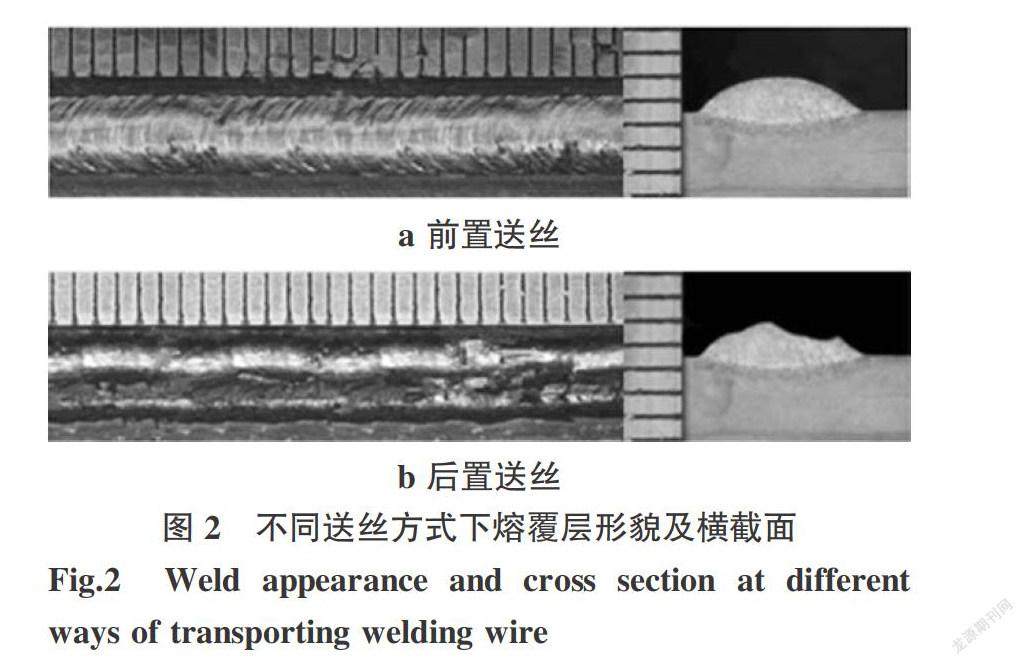
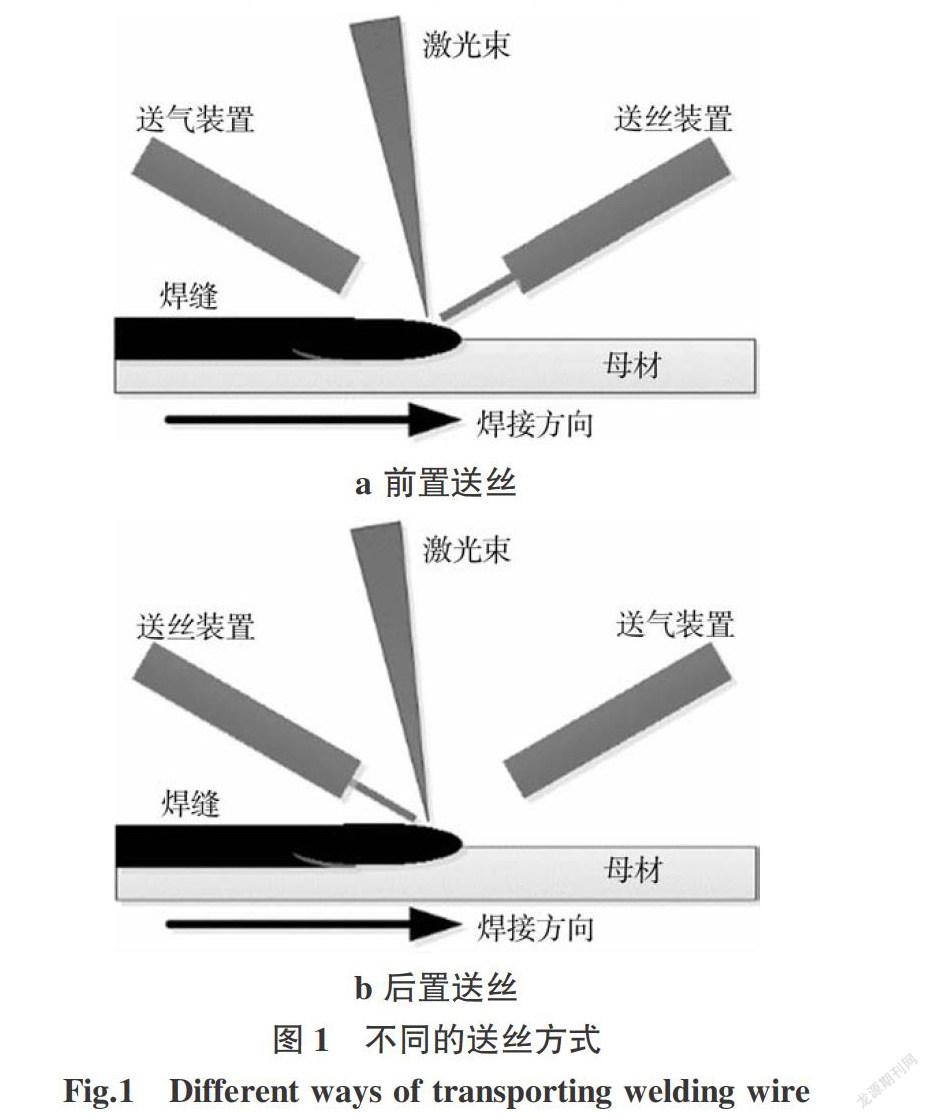
不同送絲方式以及不同送絲方式下熔覆層形貌及橫截面分別如圖1、圖2所示。可以看出,前置送絲時,熔覆層成型良好、表面光滑、無夾雜和氣孔等缺陷。此時大量的金屬蒸汽被保護氣體推向絲材對其預熱,從而增強了對激光熱量的吸收率,絲材在激光熱量和金屬蒸汽熱輻射共同作用下熔化充分。在相同工藝參數下后置送絲時,熔覆層表面出現了明顯的不連續層和凹槽等缺陷。此時,絲材在熔池熱傳導和金屬蒸汽熱輻射作用下不能充分熔化。隨著熔池的快速凝固造成粘絲,絲材也會在熔池的拖動下受力彎曲偏離激光光斑,造成駐絲、堆絲,導致熔覆層形成明顯的凹槽等缺陷。
2.1.2 光絲間距(DX)對熔覆層成形的影響
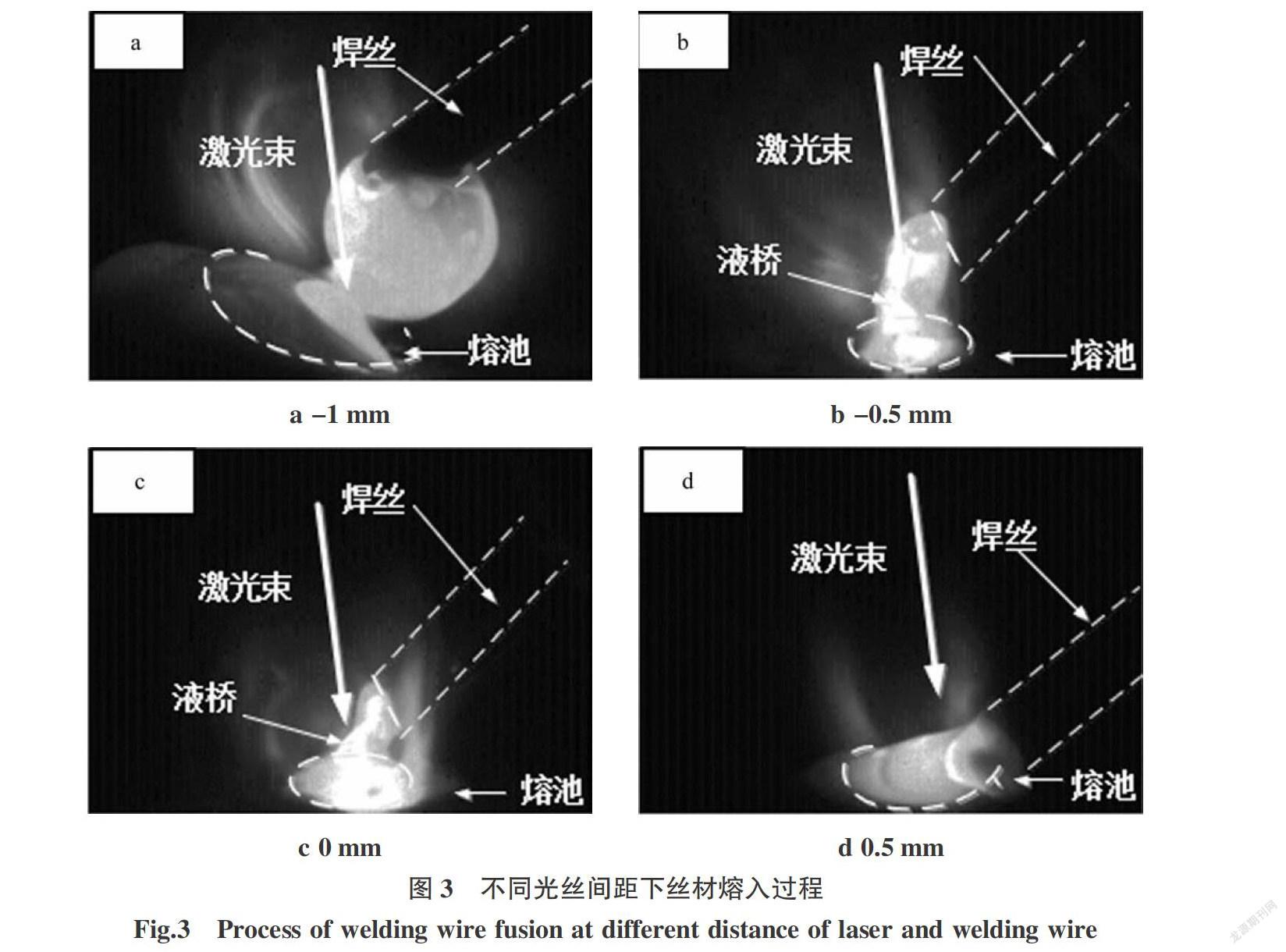
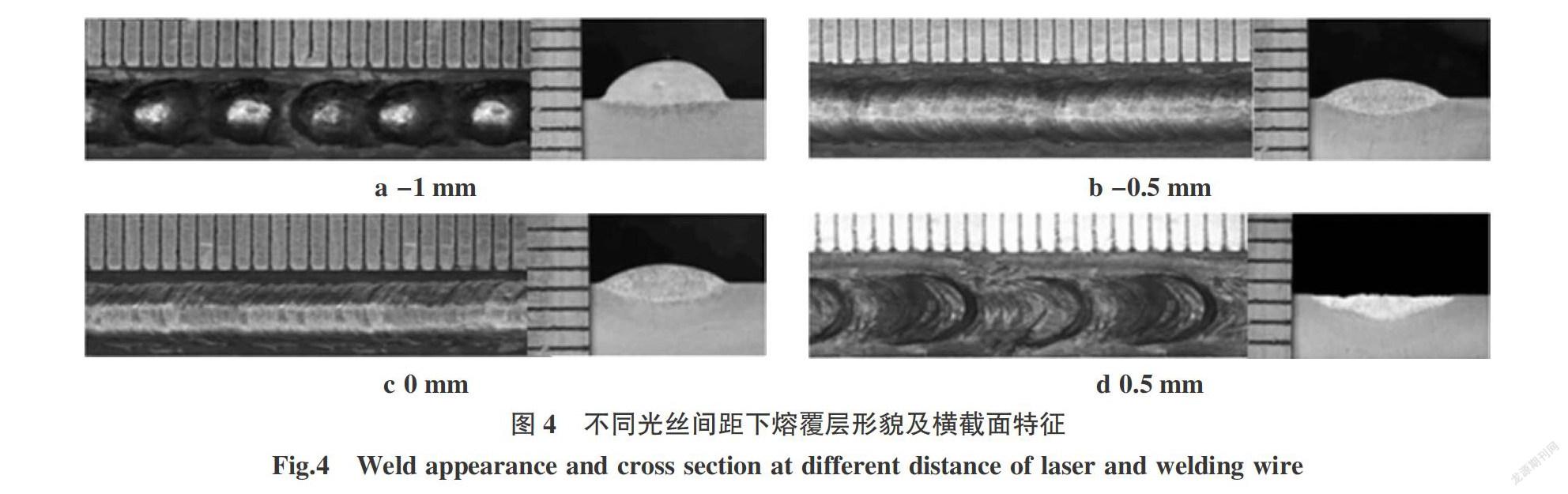
光絲間距DX是指絲材端部中軸線與工件接觸點相對于激光光斑中心點之間在焊接方向上的距離。不同光絲間距下絲材的熔入過程和熔覆層形貌分別如圖3、圖4所示。針對光絲間距在-1~0.5 mm變化時熔覆層成形形貌進行研究,其他工藝參數為:激光功率 1 500 W,焊接速度 120 mm/min,采用前置送絲且送絲速度保持1 m/min 穩定不變。
當Dx=-1 mm時,熔覆層熔深小且表面呈顆粒狀。這種情況下絲材完全遮擋激光束,母材表面接受激光能量很少,熔深很小;同時,絲材在激光束的直接作用下快速熔化形成熔滴,開始時熔滴較小,無法與熔池接觸形成液橋過渡,只能附著在絲材端部。隨著絲材的送進,熔滴快速長大,在重力作用下以大滴狀滴落到熔池中,來不及充分鋪展快速凝固形成疤狀。
當Dx=-0.5 mm或Dx=0 mm時,此時激光束與絲材部分重疊,作用在母材表面的激光熱量增大,所以熔深增大。絲材在激光作用下完全熔化形成熔滴,光絲間距使熔滴與熔池之間距離變小,熔滴能夠與熔池接觸形成液橋,液態金屬沿液橋流入熔池。激光束與絲材部分重疊時,在很寬的工藝參數范圍內絲材均能完全熔化形成穩定的液橋過渡,液橋過渡時熔滴對熔池的沖擊作用小且能充分鋪展,所以熔覆層表面均勻成形質量好。
當Dx=0.5 mm時,激光束與絲材完全分離,激光熱量幾乎全部作用在母材上。當送絲速度較大時,絲材無法完全熔化,熔覆過程無法進行;當送絲速度較小時,絲材端部在金屬蒸汽熱輻射作用下熔化或者絲材進入熔池在熔池熱傳導作用下熔化鋪展。由于過渡到熔池中的金屬體積很小,所以熔覆層表面魚鱗紋粗大,余高很小,類似于自熔焊;激光熱量幾乎全部作用在母材上,熔深較大。
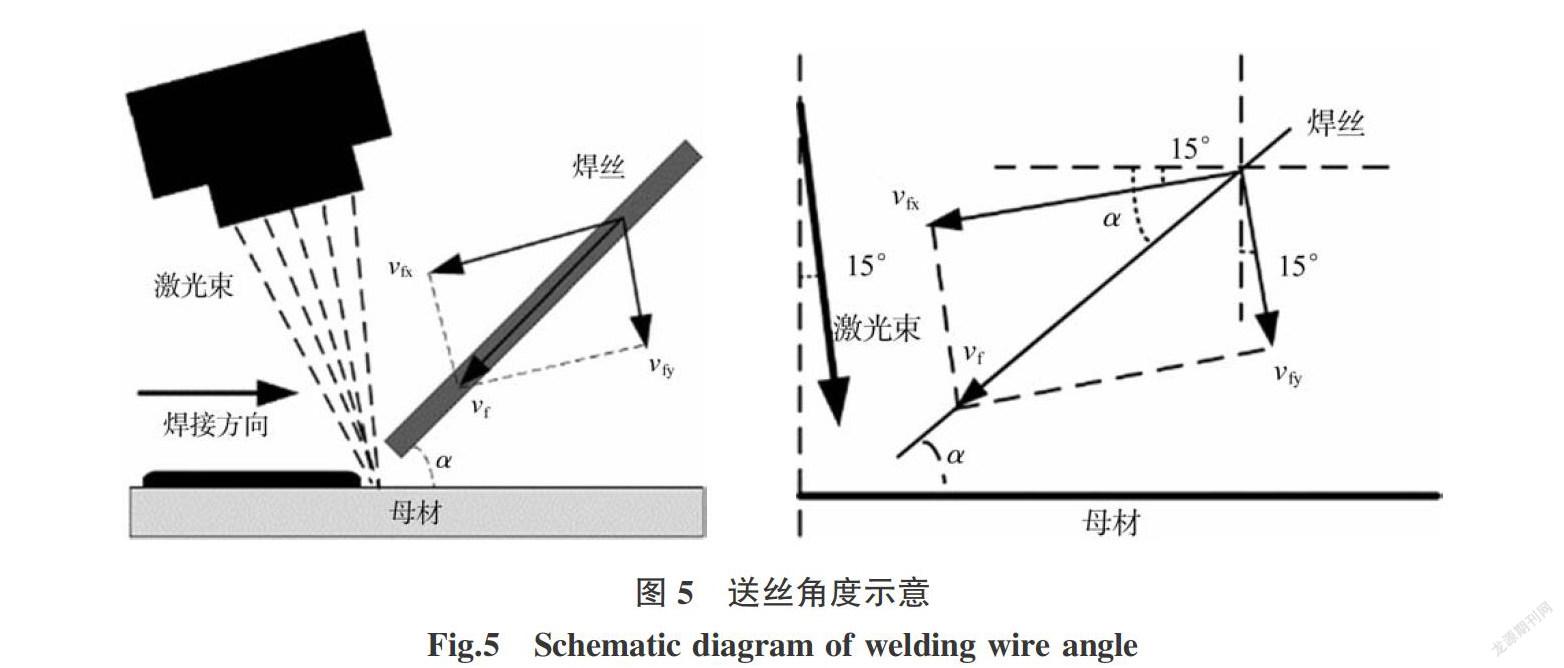
2.1.3 送絲角度對熔覆層成形的影響
送絲角度示意如圖5所示,送絲角度為α,將送絲速度vf分解為與激光入射方向垂直的速度vfx和平行的速度vfy,可得
vfx=vfcos(α-15°)
vfy=vfsin(α-15°)
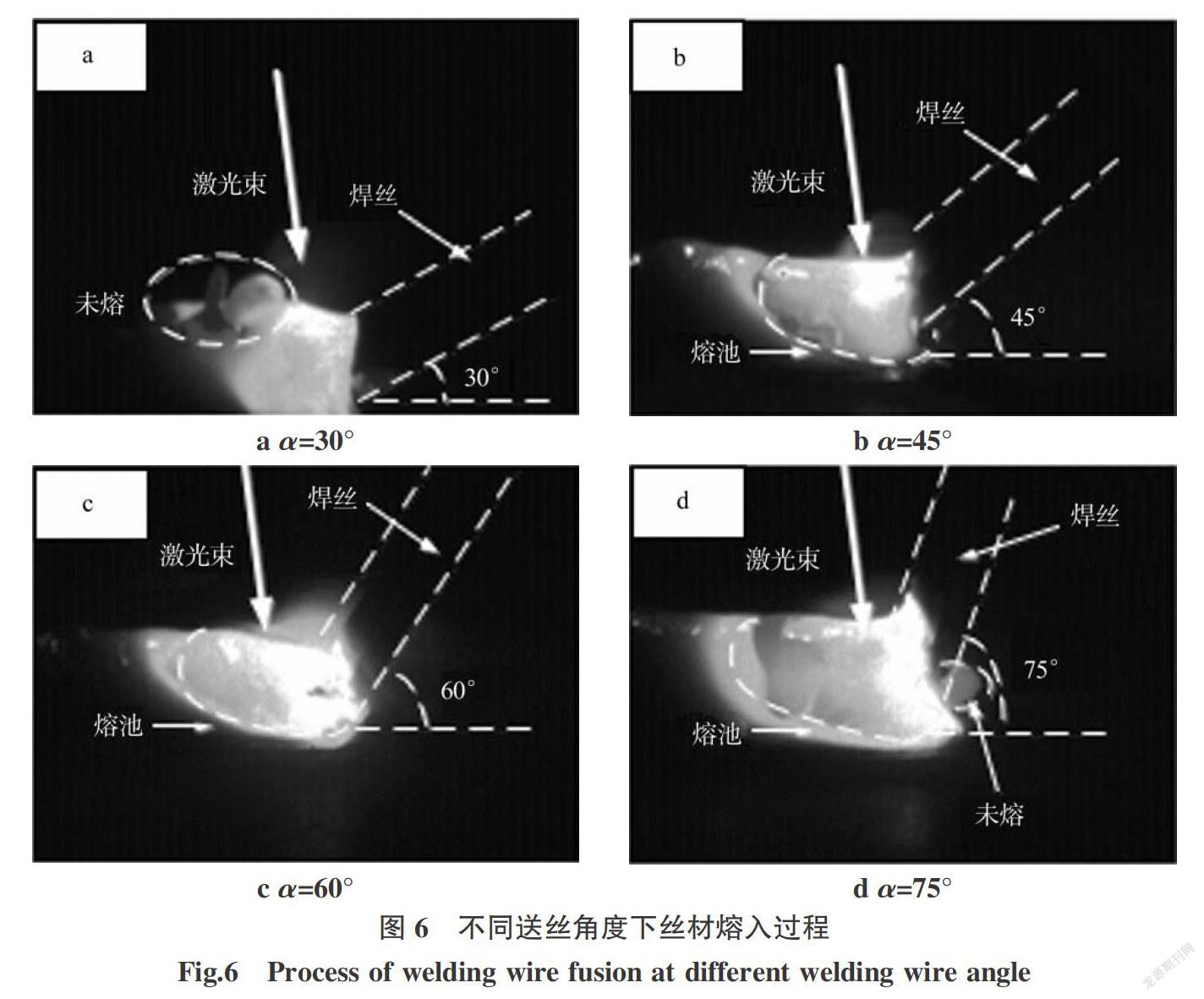
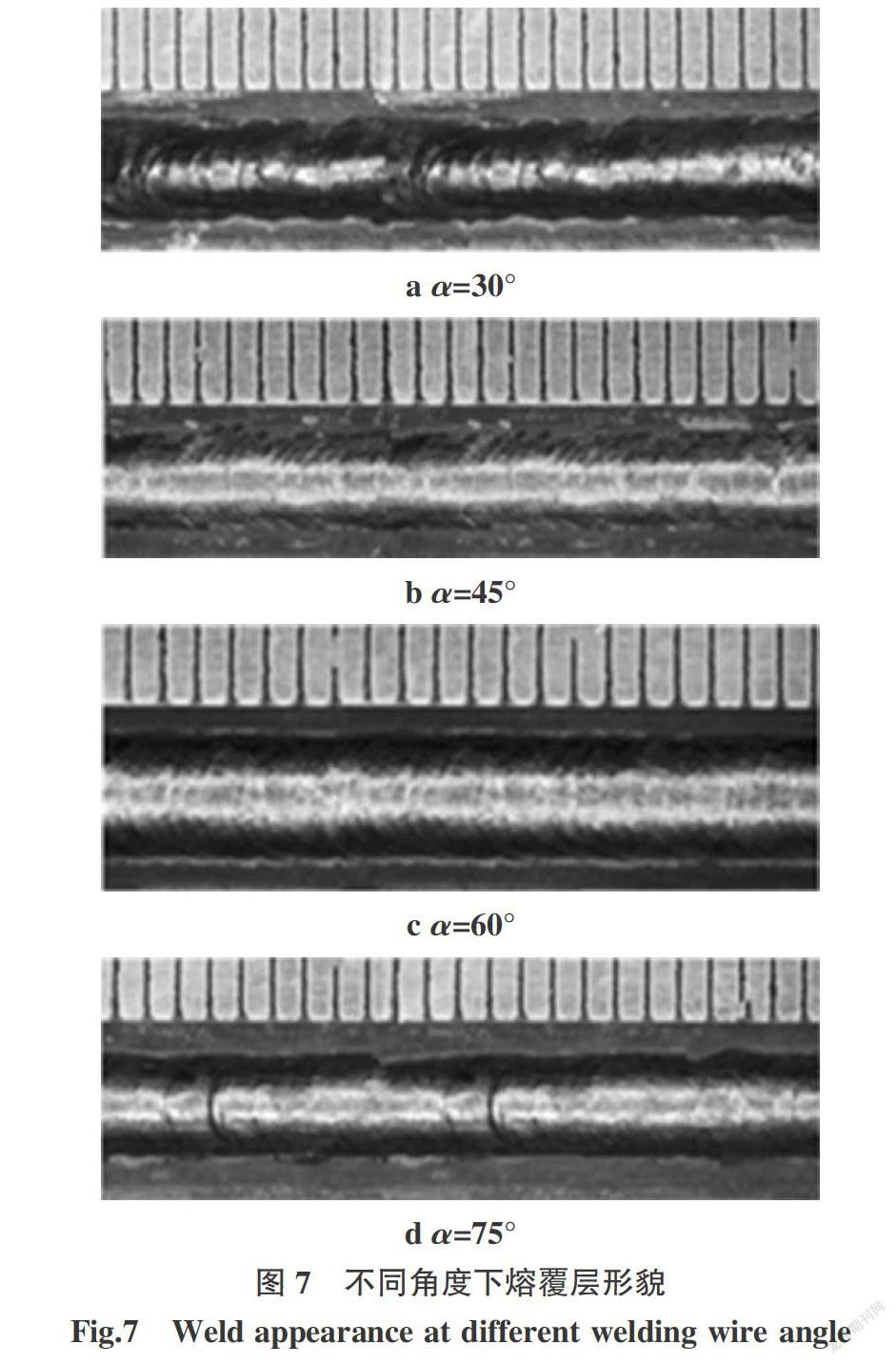
vfx通過改變單位時間內絲材的熔化量影響絲材對激光熱量的吸收率,平行于激光束的分速度vfy決定過渡到熔池的液態金屬對熔池的沖擊和攪拌作用。不同送絲角度下絲材熔入過程如圖6所示。送絲角度較小時(α=30°),絲材沿與激光入射方向垂直的送進分速度vfx較大,作用于單位長度絲材上的激光能量相對較少,絲材熔化不充分,熔覆過程不穩定,熔覆層表面魚鱗紋粗大且易出現咬邊等缺陷。隨著送絲角度的增大,vfx減小而vfy增大,單位長度絲材吸收的激光能量增多,絲材能夠完全熔化,液態金屬在重力、表面張力和保護氣體吹力作用下以液橋過渡的方式過渡到熔池中,熔覆過程穩定且熔覆層表面均勻、成形質量好,如圖7b、7c所示。送絲角度繼續增大(α=75°),沿激光束的照射方向受激光照射的絲材變長,且絲材吸收激光能量增加使傳輸到母材的激光能量降低,絲材熔化不充分,如圖7d所示;同時,送絲角度增大時,vfy增大且絲材熔化形成的液態金屬到熔池的距離變大,液態金屬過渡時對熔池的沖擊作用變強,熔覆過程不穩定,熔覆層表面高低波動明顯。所以,當送絲角度介于40°~70°時,熔覆過程穩定且熔覆層成形質量好。
2.2 工藝參數對熔覆層成形形貌的影響
前面討論了絲材與激光斑點相對位置對熔覆層成形形貌的影響,下面將在最優位置關系(前置送絲,Dx=0 mm,送絲角度45°)下探討工藝參數對熔覆層成形形貌的影響。
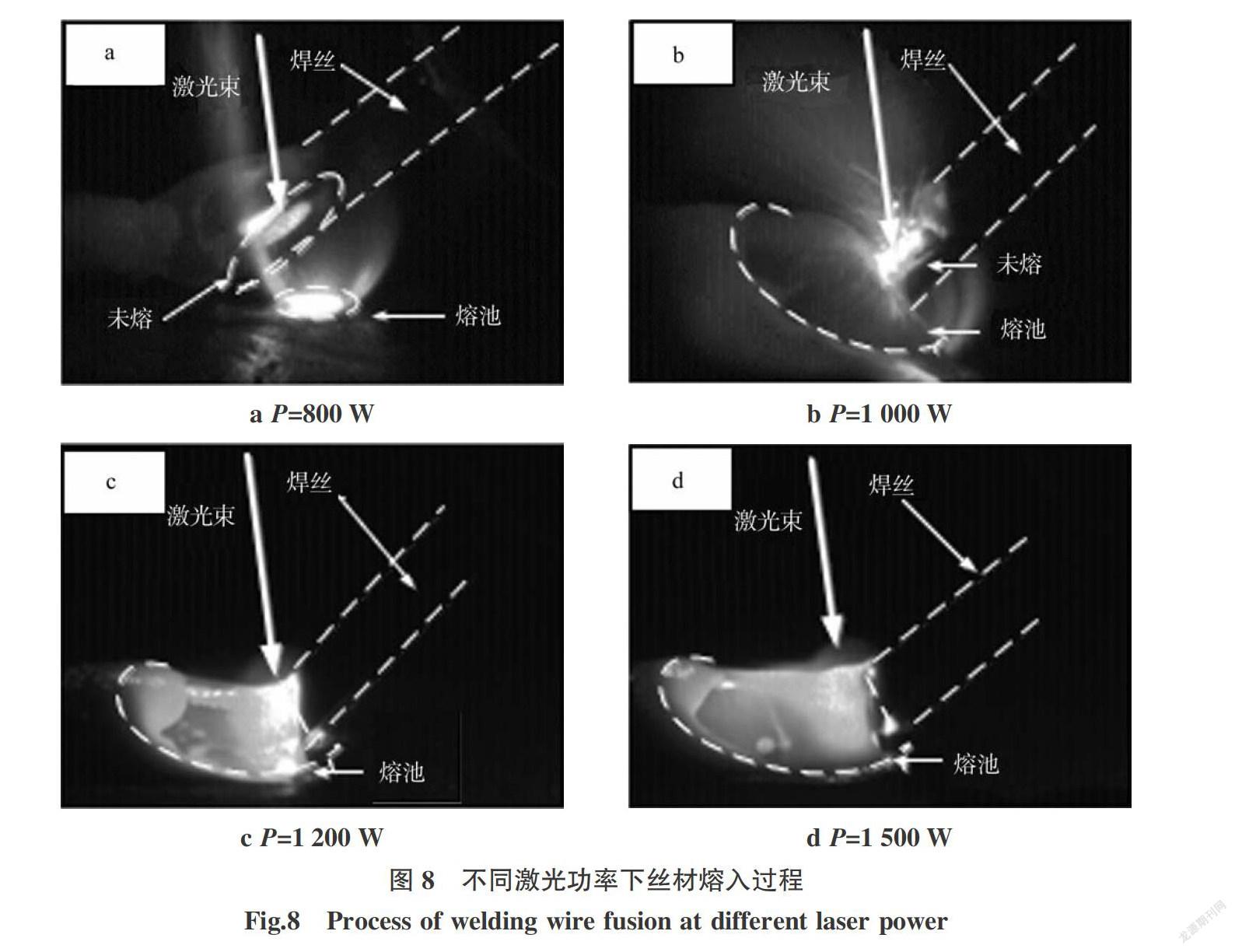
2.2.1 激光功率對熔覆層成形形貌的影響
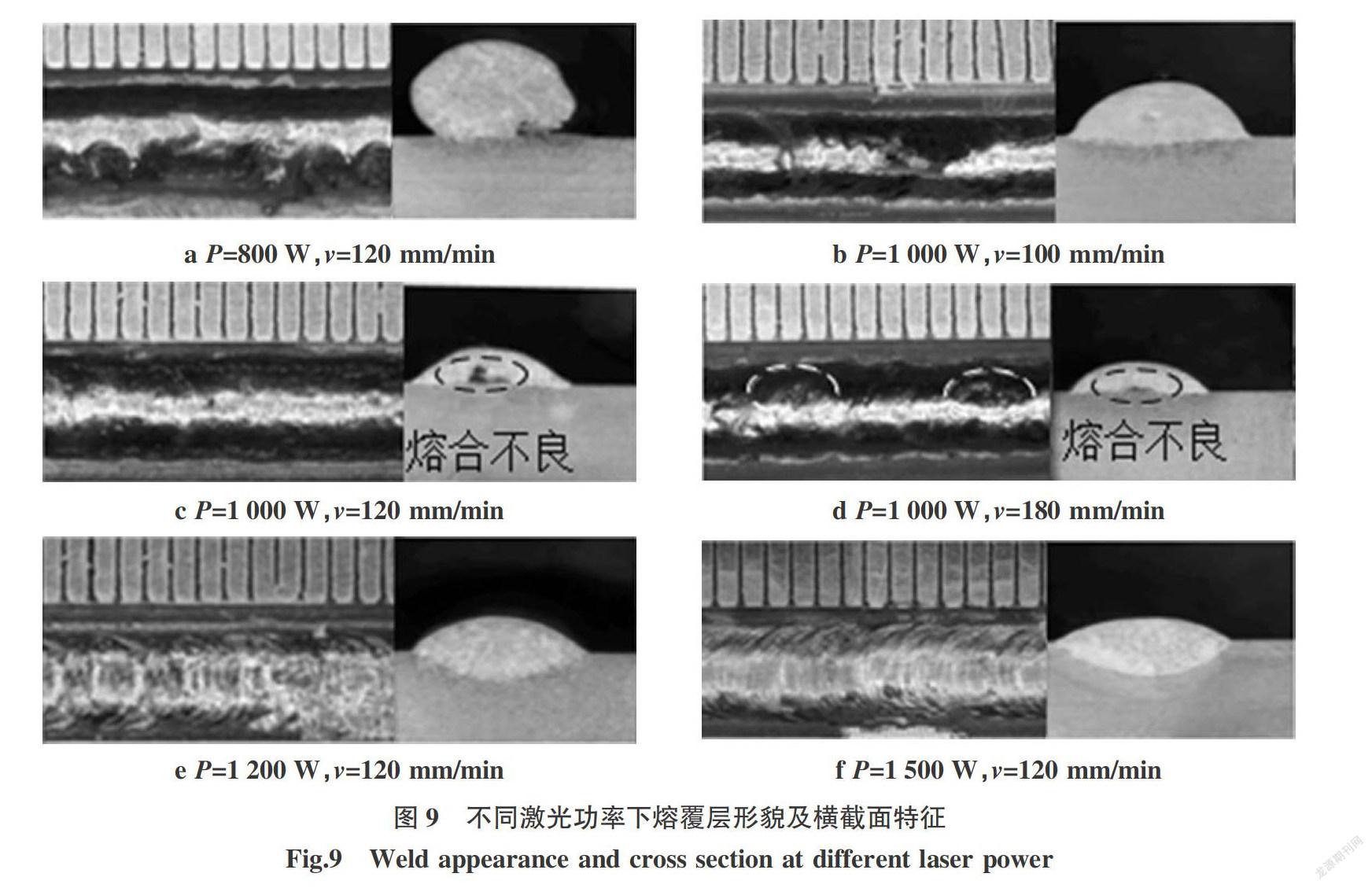
不同激光功率(800~1 500 W)下絲材的熔入過程和熔覆層形貌及橫截面特征分別如圖8、圖9所示。當P=800 W時,由于激光功率較小,絲材在激光熱量的作用下熔化不充分,且母材表面的激光熱量無法使母材熔化,未形成熔池,且熔化了的絲材在母材表面冷卻速度快不能充分鋪展與母材形成粘連,熔覆層寬度較小、余高較大且在內部出現熔合不良等缺陷。隨著激光功率的增大(P=1 000 W),母材表面開始熔化形成熔池,但激光熱量依然無法完全熔化絲材,隨著絲材的送進,絲材未熔化部分插入熔池并在熔池熱傳導作用下充分熔化鋪展形成熔覆層;該情況下所形成熔覆層的成形質量與焊接速度緊密相關:焊速較小時,激光熱量對母材以及熔池對絲材的熱作用都比較充分,形成的熔覆層質量較好,焊速較大時,插入熔池的絲材由于熱作用不充分依然熔化困難,熔覆層表面出現凹槽、熔覆層內部出現未熔合等缺陷。當激光功率較大時(P>1 000 W),絲材在激光熱量作用下完全熔化,根據光絲間距、送絲速度、絲材端部距母材表面之間的距離,液態金屬在重力、表面張力、保護氣體吹力的共同作用下以液橋過渡的方式過渡到熔池中;且激光功率增大,熔化金屬體積增多,對激光的吸收率顯著提高,在金屬蒸汽膨脹壓力的作用下熔池向下凹陷,熔池尺寸和熔深均增大,過渡到熔池中的液態金屬與熔池作用更加充分,熔覆層成形質量更好。
2.2.2 焊接速度對熔覆層成形形貌的影響
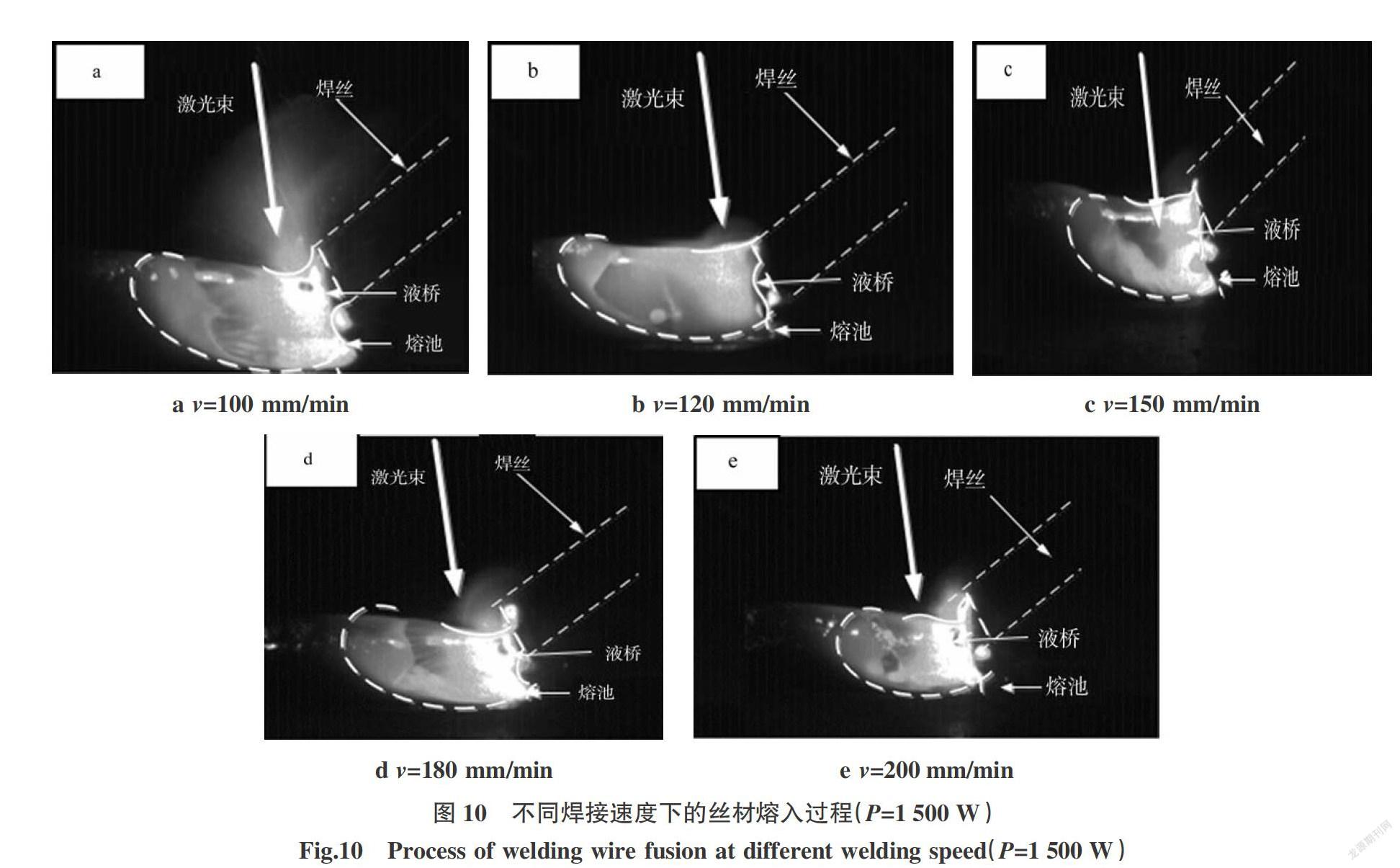
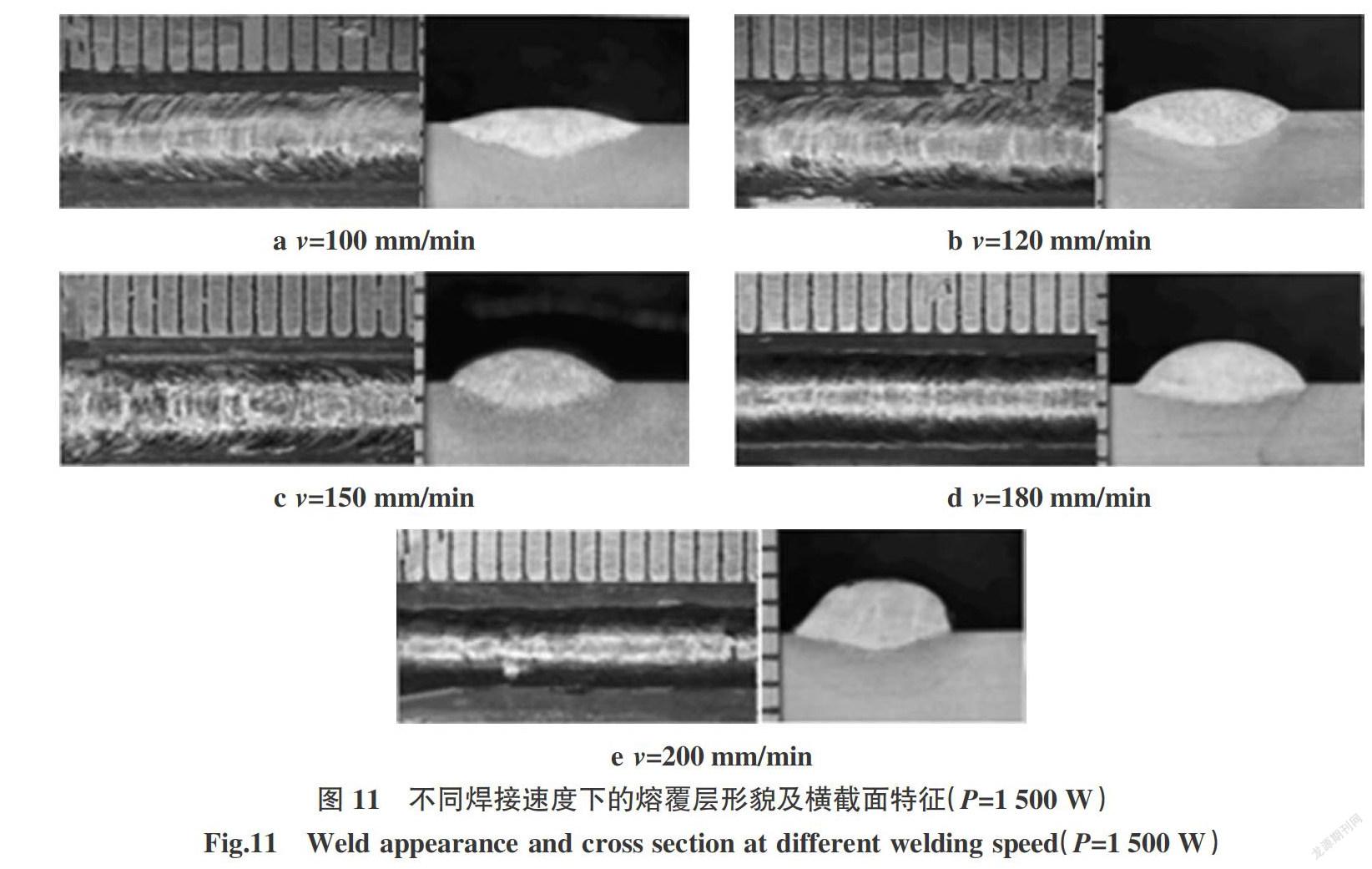
不同焊接速度下絲材的熔入過程和熔覆層形貌及橫截面特征分別如圖10、圖11所示。由2.1.2節討論可知,在最優位置關系下(光絲間距0 mm),一部分激光熱量加熱熔化絲材,另一部分激光熱量作用于母材形成熔池,激光熱量是熔化絲材的主導熱量。在激光功率1 500 W下,隨著焊接速度的變化,絲材的熔化機制幾乎不受影響,絲材在激光熱量和金屬蒸汽熱輻射作用下充分熔化以液橋形式過渡到熔池中。焊接速度越小,單位時間內過渡到熔池中的液態金屬體積越大,液橋越寬(見圖10)。焊速主要影響母材的熔化和液態金屬在熔池中的鋪展,焊速較小時,母材獲得的熱輸入相對增大,母材熔化形成的液態金屬體積大、吸收的激光熱量多,在熱傳導的作用下熔池尺寸增大,且熔池因熱量高而存在的時間相對較長且凝固緩慢,過渡到熔池中的液態金屬和熔池相互作用充分且鋪展良好,熔覆層寬度和熔深大而余高小(見圖11a、11b);隨著焊接速度的增大,作用在母材上的焊接熱輸入減小,熔池尺寸減小且凝固速度加快,過渡到熔池中的液態金屬在熔池中作用鋪展不充分,使得熔覆層熔寬和熔深減小、余高增大(見圖11c~11e)。
2.2.3 送絲速度對熔覆層成形形貌的影響
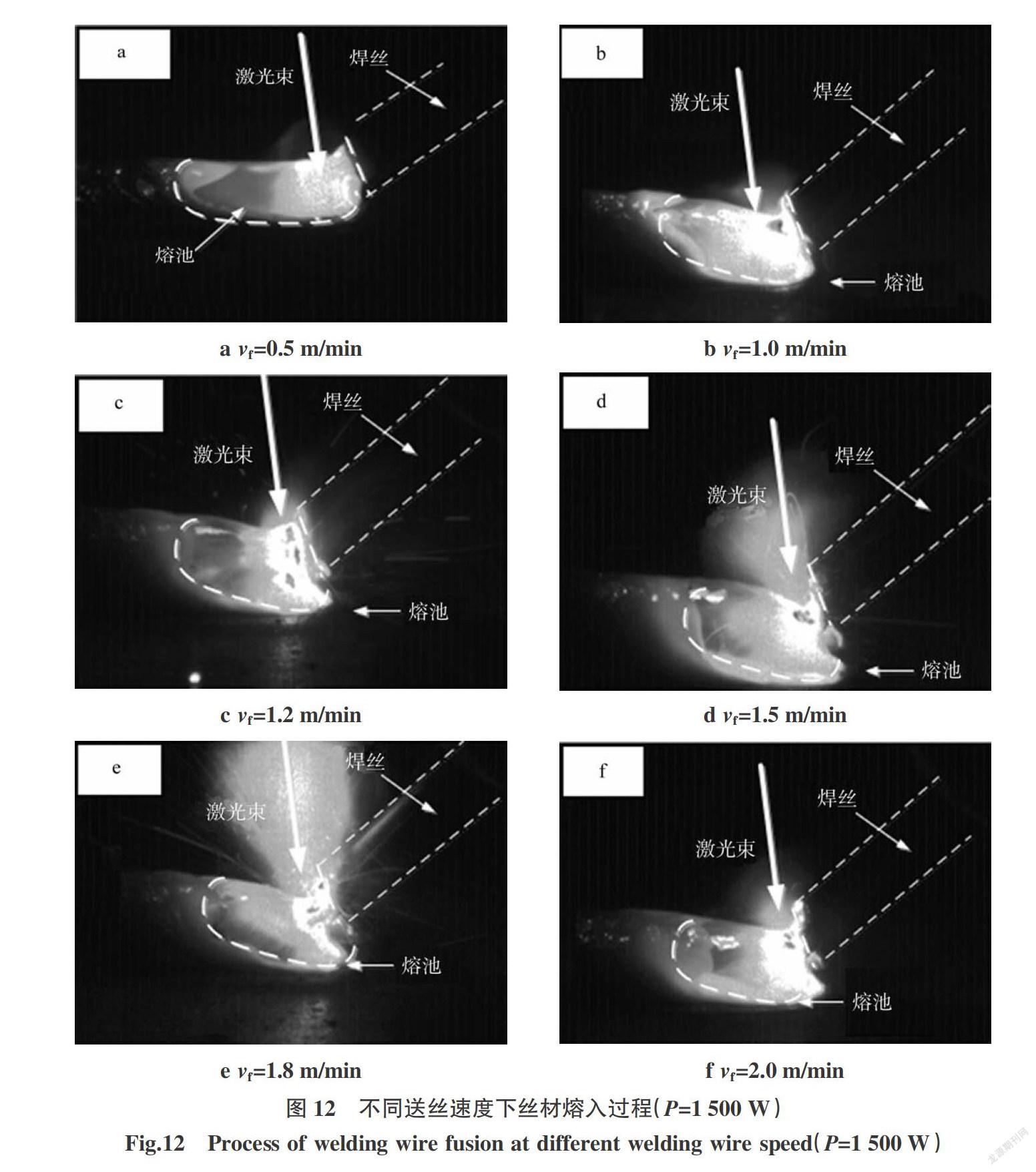
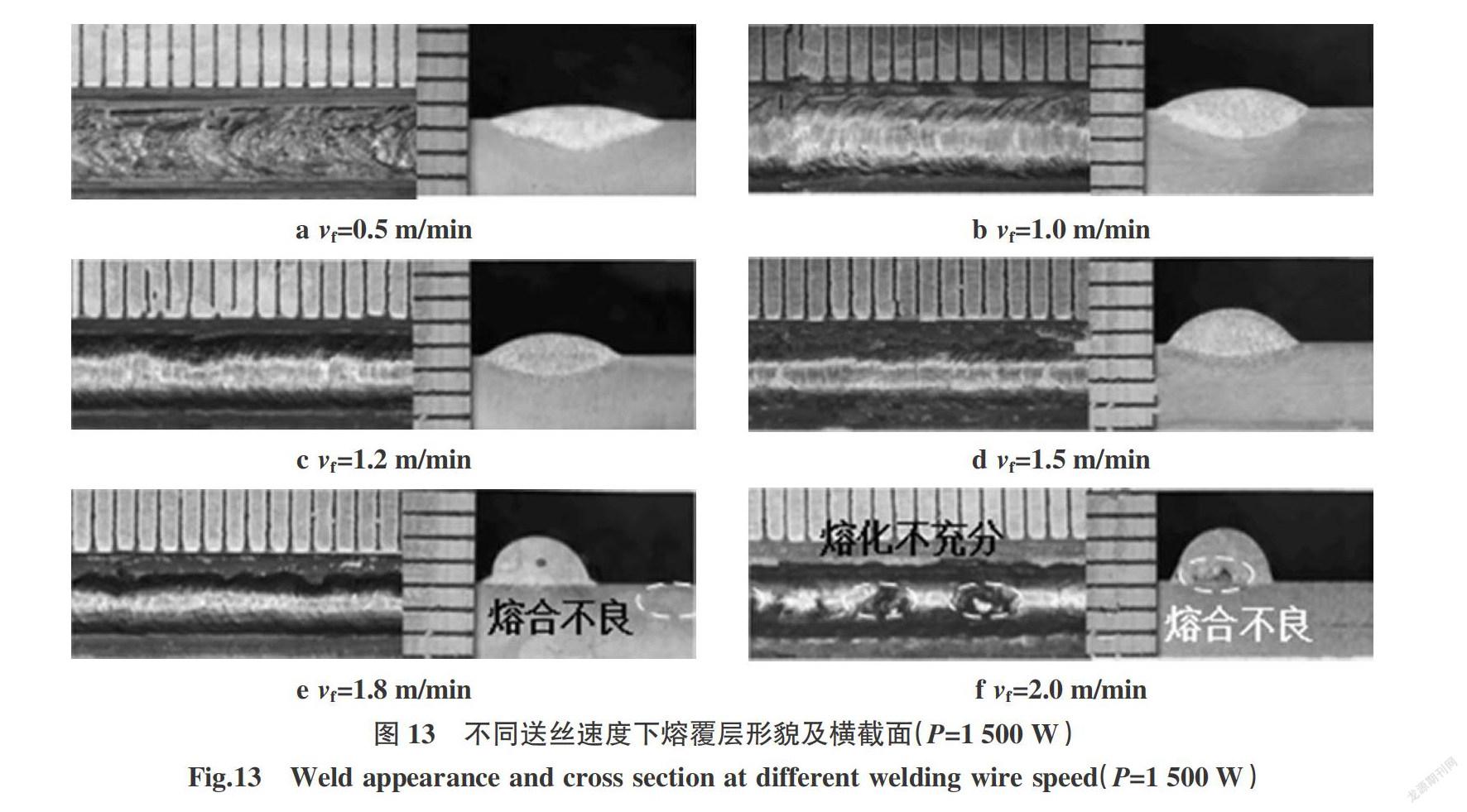
不同送絲速度下絲材熔入過程和熔覆層形貌及橫截面分別如圖12、圖13所示。送絲速度很小時,由于過渡到熔池中的液態金屬量不足,熔池中合金元素的燒損得不到有效補充,熔覆層類似于自熔焊,表面易出現下塌、咬邊等缺陷(見圖13a)。送絲速度較小時(vf≤1.8 m/min),送進的絲材在激光熱量作用下能夠完全熔化后通過液橋過渡到熔池中,熔覆過程穩定。送絲速度小,單位時間送進的絲材長度較小,單位長度絲材接收到的激光熱量大,絲材被快速充分熔化且液態金屬的溫度顯著升高,對激光的吸收率增大,由于送絲速度較小,過渡到熔池的液態金屬體積小且在熔池中充分鋪展,熔覆層的熔寬和熔深較大、余高小(見圖13a~13d);送絲速度過大(vf≥2.0 m/min)時,激光熱量不足以熔化絲材(見圖12f),未熔化的部分絲材插入熔池受到母材的阻礙作用,熔覆層表面出現未熔合(見圖13f)。試驗過程中的實際送絲速度小于設定值,絲材無法及時完全熔化導致絲材指向性變差,熔覆過程不穩定且易造成夾雜、熔合不良等缺陷。
3 結論
(1)送絲方式及絲材與激光斑點的相對位置是影響絲材熔入行為和熔覆層成形質量的關鍵因素。當采用前置送絲方式,激光束與絲材部分重疊,送絲角度介于40°~70°時,能夠在很寬的工藝范圍內形成穩定的液橋過渡,熔覆過程穩定且熔覆層表面成形均勻光滑,無明顯缺陷。
(2)在優化了絲材與激光斑點相對位置(前置送絲,Dx=0 mm,送絲角度為45°)后,研究了激光功率、焊接速度和送絲速度等工藝參數對熔覆層成形形貌的影響。隨著激光功率的增大,熔池尺寸增大,熔覆層寬度增大,余高減小。焊接速度主要影響熔池冷卻速度和液橋過渡時的液橋寬度。焊速越大,熔池凝固速度越快,液橋變窄,熔覆層寬度和熔深減小、余高增大。送絲速度越大,熔化絲材所需的熱量越大,傳輸到母材的激光熱量減少,使熔覆層熔深減小余高增大。
參考文獻:
[1] 吳影,劉艷,陳文靜,等. 超高速激光熔覆技術研究現狀及其發展方向[J]. 電焊機,2020,50(3):1-10.
[2] 辛先峰,董闖,龐廠,等. 涂層和薄膜態準晶材料的研究現狀及展望[J]. 表面技術,2020,49(5):19-25.
[3] Kathuria Y P. Some aspects of laser surface cladding in theturbine industry[J]. Surface & Coatings Technology,2000,132(2):262-269.
[4] 周建忠,劉會霞. 激光快速制造技術及應用[M]. 北京:化學工業出版社,2009.
[5] 尹研,王勻,許楨英,等. 基于激光填絲熔覆的Cr12MoV模具修復及性能表征[J]. 表面技術,2019,48(11):312-319.
[6] Peng Wen. Formation quality optimization of laser hot wirecladding for repairing mart[J]. Optics & Laser Technology,2015(65):180-188.
[7] 李凱斌,李東,劉東宇,等. 光纖激光送絲熔覆修復工藝研究[J]. 中國激光,2014,41(11):1-6.
[8] Xiang Xu,MI Gaoyang,XIONG Lingda,et al. Morpholog-ies,microstructures and properties of TiC particle reinfo-rced Inconel 625 coatings obtained by laser cladding withwire[J]. Journal of Alloys and Compounds,2018,740(5):16-27.
