利用城市夜間燈光資料和NDVI研究成都地區植被覆蓋度變化
2016-04-14 10:49:45程志剛楊欣悅董思言孫晨吳洋成都信息工程大學大氣科學學院高原大氣與環境四川省重點實驗室成都605國家氣候中心中國氣象局北京0008
關鍵詞:城市化進程
程志剛 楊欣悅 董思言 孫晨 吳洋( 成都信息工程大學大氣科學學院高原大氣與環境四川省重點實驗室,成都 605; 國家氣候中心,中國氣象局,北京 0008)
?
利用城市夜間燈光資料和NDVI研究成都地區植被覆蓋度變化
程志剛1楊欣悅1董思言2孫晨1吳洋1
(1 成都信息工程大學大氣科學學院高原大氣與環境四川省重點實驗室,成都 610225;2 國家氣候中心,中國氣象局,北京 100081)
摘要:利用SPOT VEG NDVI植被覆蓋度數據和DMSP/OLS夜間燈光數據對成都地區近16年來城市化進程對植被覆蓋度的影響進行了研究。結果表明:成都地區城市化進程呈增長的趨勢,但各地區發展程度差異較大。1998—2013年成都地區植被整體覆蓋度較好,且植被覆蓋度與夜間燈光亮度值呈顯著負相關,相關系數達-0.78以上。城市活動越強烈的地方植被覆蓋度越小,即城市中心植被覆蓋度最低,距離城市中心越遠植被覆蓋度較高,城市化發展迅速的城市周邊植被覆蓋度變化最大。總體而言,成都地區植被覆蓋程度處于增加趨勢或保持相對穩定。
關鍵詞:城市化進程,NDVI,植被覆蓋度,夜間燈光數據
0 引言
城市化是一種最強烈的土地利用變化[1],是全球變化的重要組成部分。20世紀90年代以來,我國經濟快速發展,城鎮化水平逐步提高,建成區面積增長迅速,快速的城市發展改變了城市下墊面性質,使大量植被逐漸消失[2]。近年來很多學者針對我國城市空間不斷擴張與重建引起的植被覆蓋狀況變化的問題進行了大量研究,但研究區域主要集中于華北[3-5]、西北[6-7]、東北[8-9]等地區的發達城市及城市群。李景剛等[10]利用DMSP/OLS夜間燈光數據和SPOT NDVI數據評價了環渤海城市群快速城市化過程的生態效應;安佑志等[11]利用MODIS時序數據分析了城市化進程中長江三角洲地區植被覆蓋度變化,發現城市及周邊地區植被指數呈顯著下降趨勢,表明隨著城市化進程的加速,長江三角洲地區植被覆蓋狀況正面臨著惡化。成都作為四川省的省會城市,近年來經濟發展迅速,土地利用方式發生了較大改變[12]。因此,有必要結合成都地區的城市化現狀,從時空分布變化特征著手對其生態環境變化進行較為細致深入的研究。有鑒于此,本文選取1998—2013年SPOT VEG NDVI數據及美國軍事氣象衛星(Defense Meteorological SatelliteProgram,DMSP)線性掃描業務系統(Operational Linescan System,OLS)傳感器的夜間燈光數據,研究了成都及周邊衛星城近16年來城市化特征及其與植被覆蓋度之間的關系,以期加深對該地區的城市群發展及生態環境的認識,為城市的合理布局提供一定的科學依據。
1 資料與方法
1.1資料介紹
美國軍事氣象衛星DMSP搭載的OLS傳感器最初是為云層監測而專門設計的振蕩掃描輻射計,此后逐漸被應用于探測城鎮燈光、漁火等地表活動。目前,該系列數據已廣泛應用于城市化、經濟評估、人口估算等研究。本文采用的DMSP/OLS夜間燈光數據來源于美國國家地理數據中心(http://ngdc.noaa.gov/eog/),選用了基于低燈光數據(月光微弱條件下獲取的數據)的穩定燈光數據產品,該數據排除了亮云和水體的影響,空間分辨率為1km×1km。
本次所采用的植被覆蓋度的遙感數據為基于10d最大值合成(MVC)的1998年4月—2014年2月的SPOT-VGT NDVI數據,空間分辨率為1km×1km,該產品經過了系統誤差糾正、大氣校正、輻射校正、幾何校正等,并將-1~-0.1的NDVI值設置為-0.1,且DN值轉化為NDVI值的關系式為NDVI=0.004×DN-0.1。
1.2資料處理方法
1.2.1夜間燈光圖像校正
本研究所采用的夜間燈光數據DMSP/OLS來自6個不同的傳感器:F10(1992—1994年)、F12(1994—1999年)、F14(1997—2003年)、F15(2000—2007年)、F16(2004—2009年)、F18(2010—2012年),由于不同傳感器之間的固有差異及成像環境等因素的影響,導致不同年份、不同傳感器的長時間序列數據之間不具有連續性和可比性[13-14],參照鄒進貴等[15]的校正模型對夜間燈光圖像進行校正。
1.2.2區域復合燈光指數
利用夜間燈光影像可以構建綜合燈光指數來反映城市化的水平,對地區城市化發展狀況開展有效的監測[16]。為了使燈光指數與城市化水平的關系具有統一性和一致性,我們選用陳晉[17]等建立的復合燈光指數(CNLI)來研究成都市城市化水平。
其中,DNi為區域內第i級像元灰度值,ni為區域內該灰度級像元總數,DNM為最大可能灰度值(63),NL、AreaN分別表示為區域內滿足條件(P≤DN≤63)的像元總數和所占的總面積,Area為整個區域的面積。P為去除誤差的閾值,本研究確定誤差為成都區域內燈光像元總數逐年增加且數值最小的灰度值為最佳閾值。
1.2.3最大值合成法
NDVI值最大值合成法(Maximum Value Composites,MVC)是將NDVI值按月、季或年中各旬數據取最大值,從而進一步消除云、大氣、太陽高度角等的干擾[18-19]。本文取一年中36旬的NDVI最大值(MNDVI)作為年植被覆蓋度數據,計算公式為:

其中,NDVIi是第i個月的NDVI值,NDVIij是第i月第j旬的NDVI值,MNDVI,i是像元上NDVI的最大值。
1.2.4植被覆蓋度水平計算
為使植被指數能夠定量反映植被信息,將NDVI值歸一到0~255之間,再根據前人的研究成果[20-23]將歸一后的NDVI像元灰度值分級,使得定量評價該植被生態景觀面積變化規律更為直觀:NDVI0~255的取值范圍在0~128,近紅外波段對植被的反射值很低,地物類型基本為荒漠、水域和居民區等無植被的地區;NDVI0~255的取值范圍在129~255之間,像元灰度值與植被覆蓋度呈正相關,像元灰度值越大,植被覆蓋程度越高。該計算公式如下:
式中,NDVI0~255為歸一到0~255的植被指數值,NDVImin、NDVImax分別為研究區內該年份的最小、最大植被指數值。植被覆蓋率用于分析植被覆蓋水平的年際變化。
2 結果與分析
2.1成都地區城市擴展時空變化特征
前人研究認為[24],夜間燈光數據能較好地反映城市面積。為此,我們對比分析1998和2012年成都市夜間燈光分布數據(圖1),結果表明,成都市城市化進程明顯,主城區與周邊郊縣燈光亮值大值區逐漸擴大,連片狀分布趨勢明顯。由于CNLI指數兼顧了區域平均燈光強度及燈光面積兩方面的屬性特征,具有較高的年際可比性,能夠較客觀地反映出區域的城鎮面積規模,人口密度水平和經濟發達程度[25]。我們分析了復合燈光指數CNLI隨時間變化的趨勢(圖2),結果表明,成都地區城市化水平整體上呈持續上升的趨勢,增長速率為0.09/10a,說明CNLI隨時間增長的趨勢比較明顯,成都地區城市化水平呈持續穩定的增長趨勢。夜間燈光的亮度可以表示區域城市化的程度,同時夜間燈光亮度值的平均值較大則意味著該地區的城市化水平相對較高。我們以成都市各區縣行政區劃為基礎,統計各區縣多年夜間燈光亮度值的平均值和最大值,可以看出,各區縣的城市化程度差異較大,其中成都市區及其周圍市縣(雙流、新都、郫縣、都江堰等)城市化水平相對較高,而城市化發展程度較低的地區為距離成都市區較遠的大邑、蒲江、邛崍、金堂等地區夜間燈光亮度值偏小(圖3)。

圖1 校正后的夜間燈光亮值像元分布(圓點為城鎮所在地,下同)Fig.1 The distribution of the corrected DMSP/OLS images(black points represent locations of cities)
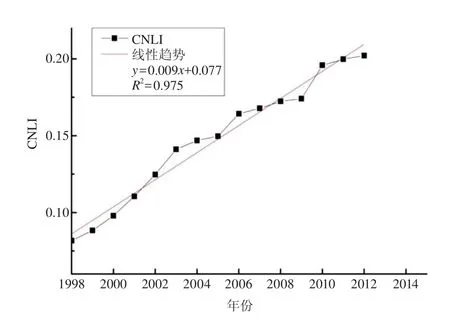
圖2 1998—2012年成都地區年際CNLI指數變化趨勢Fig.2 Trends of CNLI index from 1998 to 2012 in Chengdu
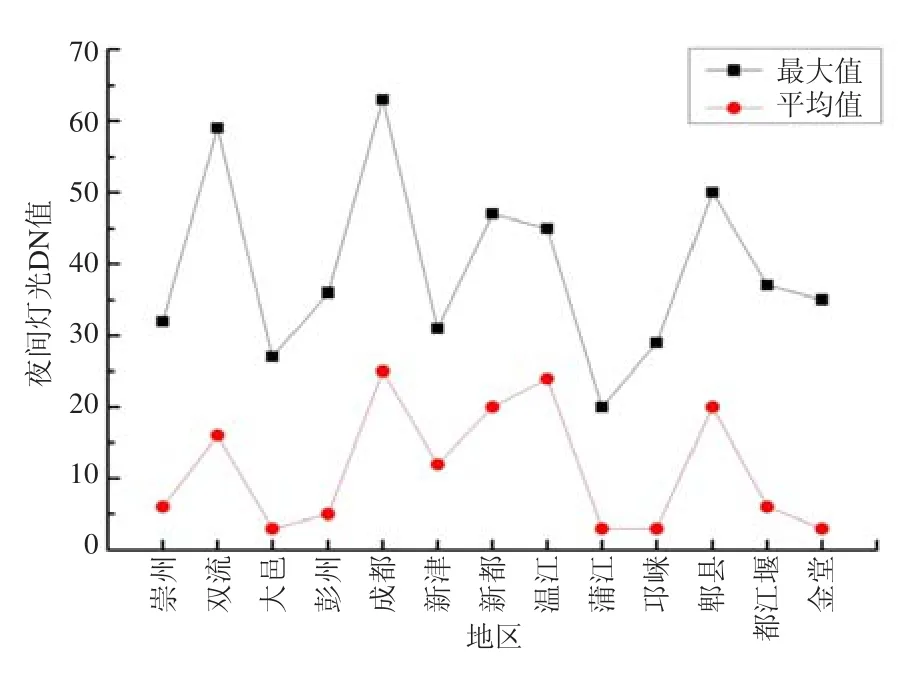
圖3 成都市區縣夜間燈光亮度值統計Fig.3 The statistics of DMSP/OLS nightlight value in counties of Chengdu
2.2城市化進程中成都地區城市植被覆蓋率變化特征
2.2.1植被覆蓋度時空變化分析
將計算得到的植被覆蓋度水平按照表1進行分類,比較分析1998和2013年植被覆蓋等級及其面積,我們發現1、3、4級植被面積均明顯增加,其變化率分別為16.4%、12.39%、17.18%,5級植被減少顯著,達50.06%。由此,我們認為低植被覆蓋度區域植被覆蓋有所改善,而植被覆蓋度較好的區域植被則有所退化。為進一步反映該地區植被覆蓋水平,將歸一化后1998—2013年的NDVI值求平均值,以成都市區核心區為交點,沿東—西(W-E)、南—北(N-S)、西南—東北(SW-NE)和西北—東南(SE-NW)四個方向繪制穿越建成區及非建成區的四條不同方向直線,分析其NDVI變化趨勢。結果表明(圖4),成都市城市中心處達到最低值,在成都周邊較發達的市縣達到次低值,遠離城市則表現為高值。沿SE-NW剖線,剖線依次穿過都江堰、郫縣、成都市區和龍泉驛形成4個低值區,最小數值分別為95、135、5、110,可以看出低值區范圍與大小明顯與城市化程度成正比,則城市化程度依次為:成都市區>龍泉驛>都江堰>郫縣,相應的NDVI值也呈現出相同的大小關系。為印證以上結論,我們提取2000、2004、2008和2012年NDVI<128(即代表較低植被覆蓋度)的像元并疊置(圖5)。由圖可見,成都市區較低植被覆蓋度范圍不斷向外擴展,而成都市區周邊的城市,如郫縣、都江堰、彭州、新都、龍泉、雙流等,較低植被覆蓋度區域均朝著成都市區的方向擴展,成都市區周邊2000年離散的低值區在后期已連成片區,與圖4結論一致。

表1 歸一化NDVI與植被覆蓋等級對應表Table 1 The correspondence between normalized NDVI and vegetation coverage grade
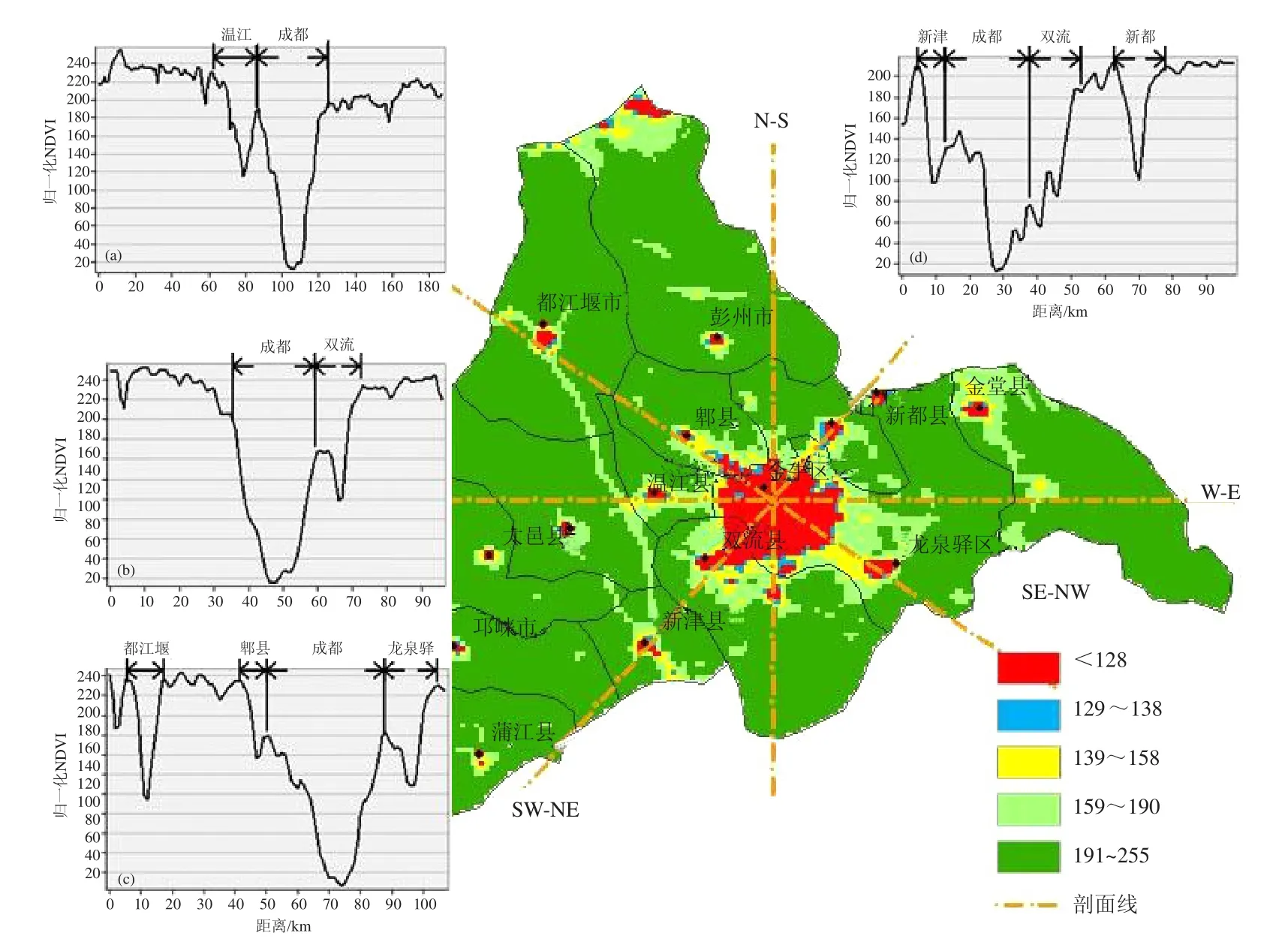
圖4 1998—2013成都地區多年歸一化NDVI平均值分布及其剖面線(W-E、N-S、SE-NW和SW-NE為穿越成都市區的剖面線)Fig.4 The distribution of normalized NDVI mean values and their profile lines in Chengdu area from 1998 to 2013(W-E,N-S,SE-NW and SW-NE represent four section lines across Chengdu)
2.2.2NDVI變化趨勢分析
斜率變化(SLOPE)的絕對值大小反映變化趨勢的程度,值越大,則變化程度越大,反之越小。將成都地區最大NDVI均值變化率按表3分為以下5類,分別代表中度退化、輕微退化、輕微改善、中度改善、明顯改善五種植被覆蓋情況。
由此可以看到成都地區本身生態環境基礎較好,總體植被覆蓋有所改善,植被覆蓋輕微改善和中度改善占整個研究區的主體。成都市區由于經濟發展已達到一定水平,加之2002年以來成都市政府提出創建“國家環保模范城市”,加大綠化建設的力度,對市區主要街道的綠化進行加密,因此成都市區的植被覆蓋度有所改善。而遠離城市區域,由于社會經濟發展水平相對較低,且政府環保觀念的提升等因素,植被覆蓋度也隨之增加。相反,成都市周邊地區及其衛星城,由于社會經濟發展,城市化進程不斷加快,建成區面積不斷擴大,大量土地利用類型被改變,從而導致植被覆蓋度表現為減小趨勢。
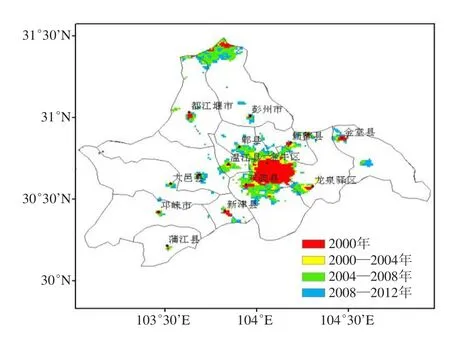
圖5 1998—2013年成都地區城市化進程NDVI<128的像元變化Fig.5 The pixel changes of NDVI<128 in the process of urbanization in Chengdu area from 1998 to 2013
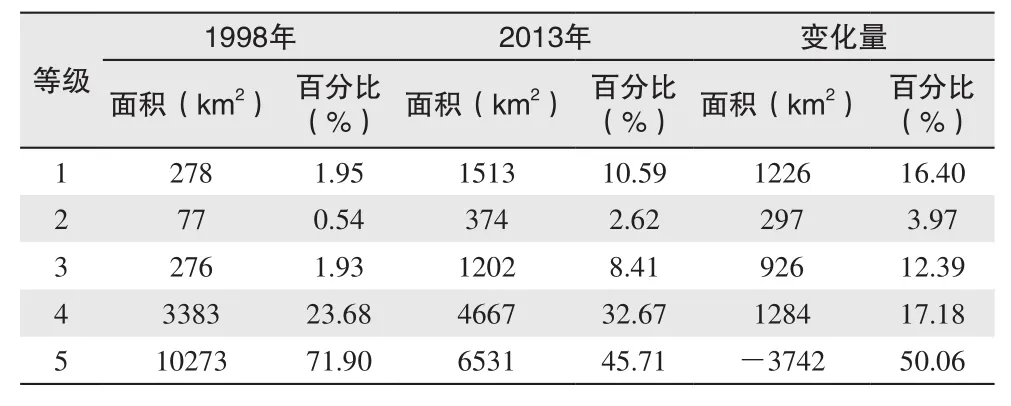
表2 1998和2013年各級植被覆蓋的面積及所占比例Table 2 The area and percentage of vegetation coverage in 1998 and 2013
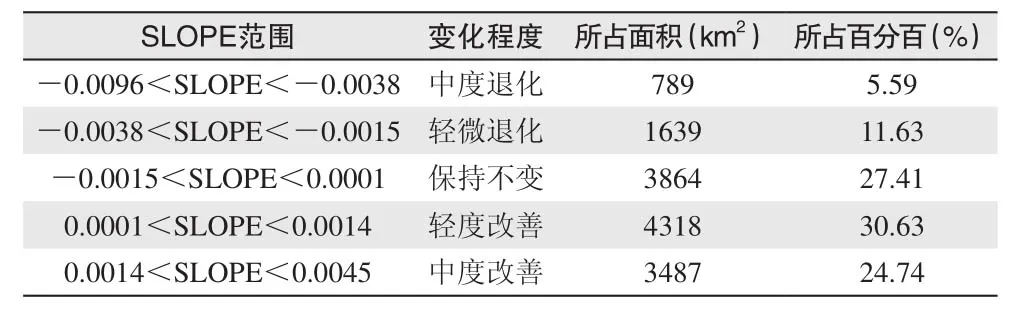
表3 1998—2013年成都地區最大NDVI均值變化趨勢統計Table 3 The statistics of variation trend of NDVI in Chengdu from 1998 to 2013
2.3成都地區植被覆蓋度變化與城市發展關系的探討
為了考察成都地區城市化進程中植被覆蓋度的變化,我們選取相同年份的植被覆蓋度和夜間燈光數據,并進行7a平均值的差值計算,即用2006—2012年的平均值減去1999—2005年的平均值,從而濾去年際變率的影響。從圖6a中可以看出,成都地區近10年各城市的城郊地區城市化變化最明顯,其中成都市城郊變化最大,其次為成都周邊衛星城,對比圖6a、6b可以看出,植被覆蓋度變化最大的區域同樣集中于城市擴展的城郊地區,且與燈光灰度值的差值空間分布具有較好的空間對應關系,表明成都地區近年來的植被覆蓋情況與城市化進程密切相關,城市化發展快的城市周邊城郊區域植被覆蓋度低,遠離城市及城市中心的區域植被覆蓋度較好且變化程度小。影響植被覆蓋度變化的起因復雜多樣,圖6b中成都地區最北部非城市化區域的NDVI也表現為負值則可能是由于氣溫及降水等氣象因素共同作用的結果,其成因有待進一步討論。
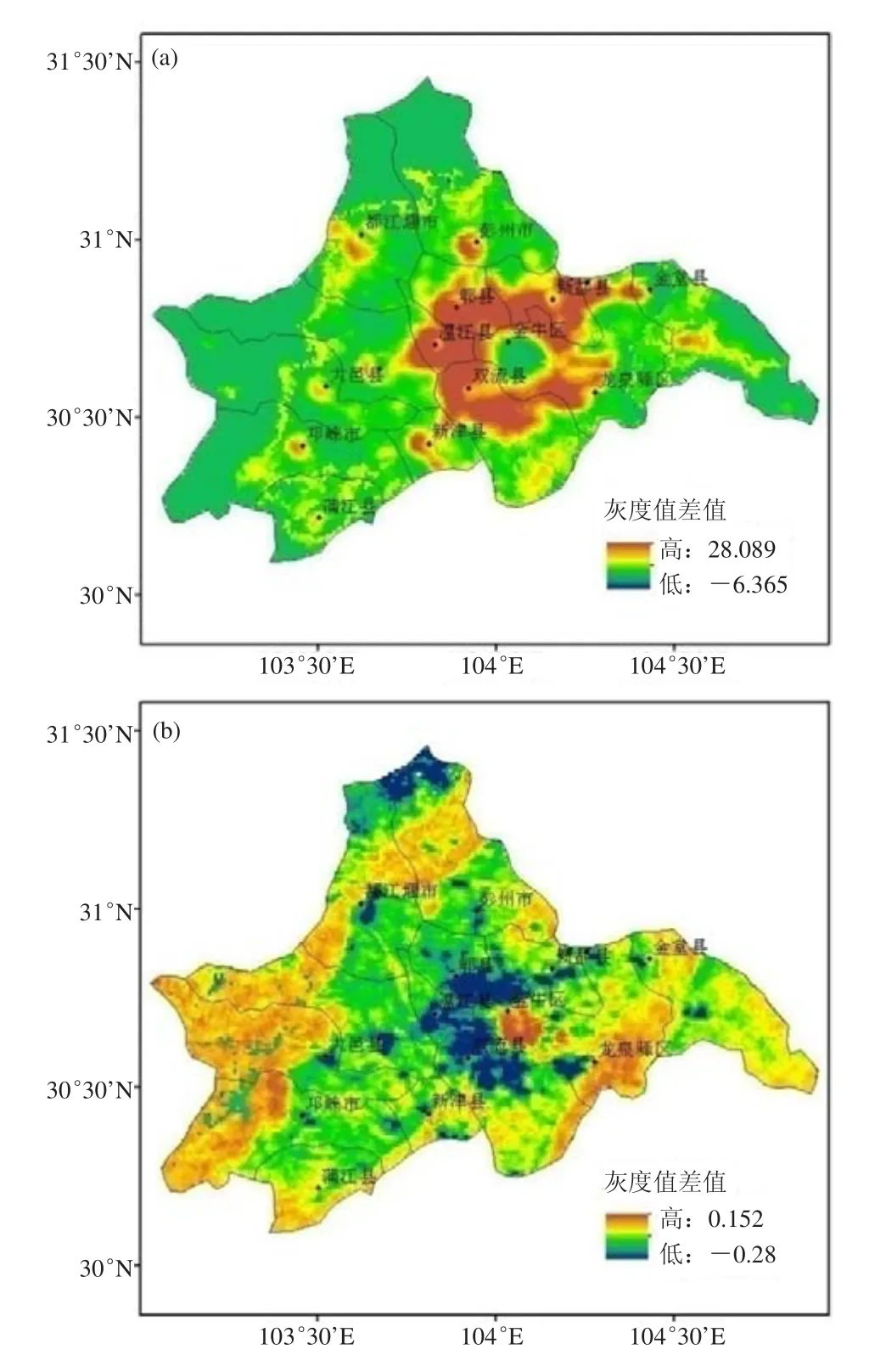
圖6 2006—2012年與1999—2005年夜間燈光灰度值(a)與同時期NDVI(b)平均值的差值分布Fig.6 Distributions of value difference between the mean of 2006—2012 and the mean of 1999-2005(a)DMSP/OLS nightlight value(b)NDVI
為進一步研究城市化進程中城市化強弱與植被覆蓋度強度的關系,采用分層采樣的方法隨機選取300個樣點,既保證所選樣點夜間燈光亮度分布均勻,又剔除采樣點選取的人為因素影響。具體方法為:將多年平均夜間燈光亮度值(DN值)以10為間隔分層(如0~10,10~20,…,50~63),共6層,每層隨機選取50個樣點,提取采樣點對應的多年平均NDVI,以分析多年平均的夜間燈光值與植被覆蓋度像元值之間關系。若相關系數為正,則表示該區域的植被覆蓋隨夜間燈光亮度值的增加而增加,反之,則表示呈減少趨勢。從圖7可以看出,NDVI與夜間燈光亮度平均值呈負相關關系,相關系數達-0.901(通過0.05的顯著性檢驗)。結果表明,夜間燈光亮度值越大,對應的NDVI值越小。這也說明,城市化程度越高,植被覆蓋度越小,城市化對植被覆蓋度起削弱作用,與安佑志等[11]、劉沁萍等[26]結論一致。同時,為了進一步闡明城市化與植被覆蓋的顯著關系,我們選擇了圖6a中夜間燈光灰度值平均值差值大于10的像元范圍作為城市化活動強烈地區的代表,計算了成都地區1998—2012年夜間燈光亮度值與植被覆蓋度相關系數(p≤0.05)的空間分布(圖8),其相關系數為-0.936~0.606,由圖可見,且絕大部分城市化活動強烈的地區夜間燈光像元與植被覆蓋度呈顯著的負相關,進一步說明了城市化對植被覆蓋度的影響:城市化活動集中的城市邊緣城郊地區,城市化活動越強烈,植被覆蓋度越低。
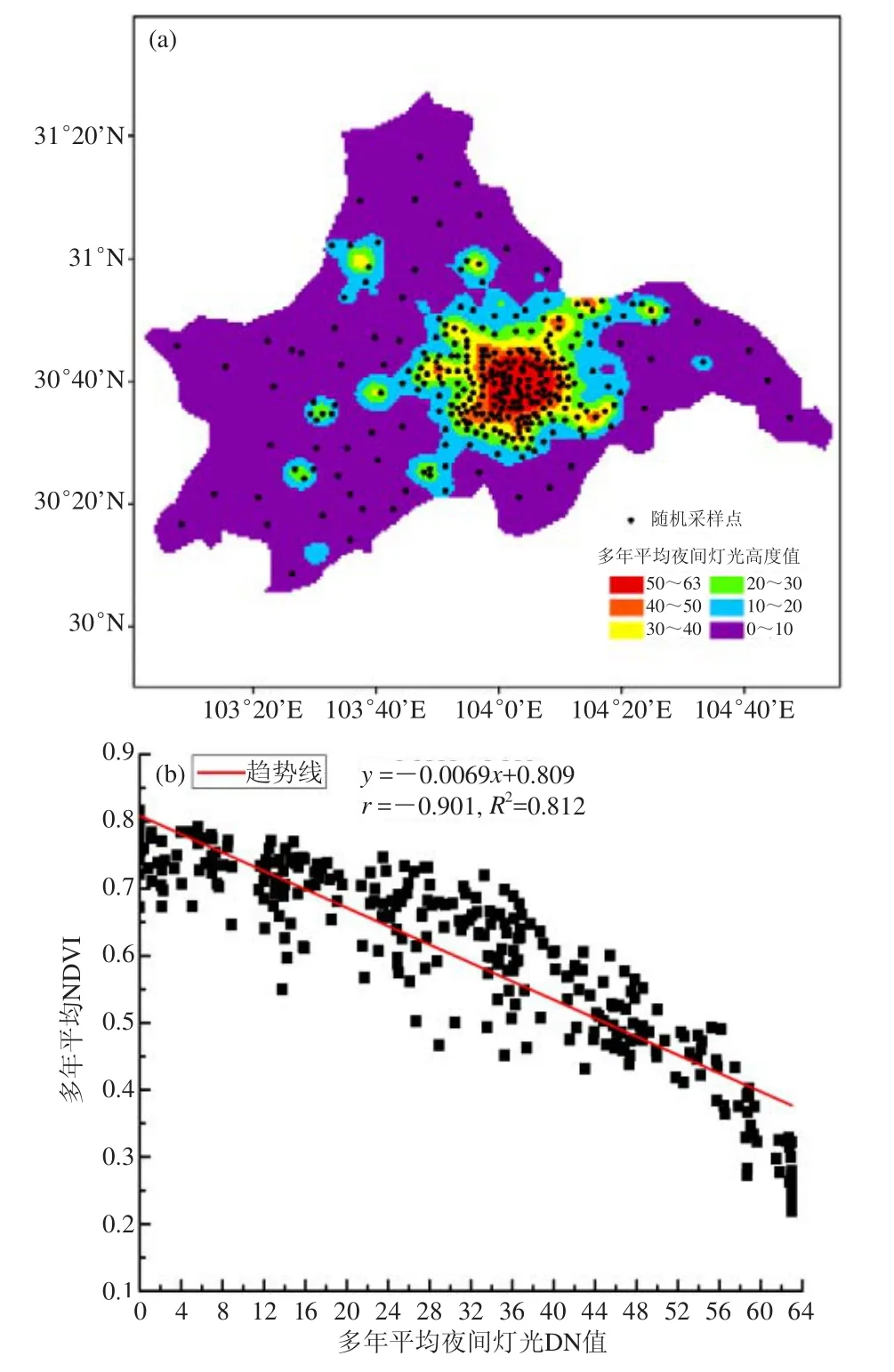
圖7 隨機采樣點示意圖(a)及多年NDVI與夜間燈光DN值散點圖(b)Fig.7 The sketch map of(a)random sampling point and(b)the scatter diagram of average NDVI and DMSP/OLS nightlight value for 15 years
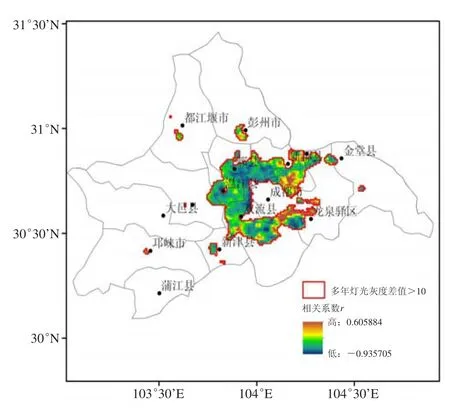
圖8 城市化活動強烈區域內NDVI與夜間燈光亮度相關系數空間分布圖(p≤0.05)Fig.8 The spatial distribution of correlation coefficient of NDVI and DMSP/OLS nightlight value in the strong area of urbanization
3 結論與討論
本文利用植被覆蓋度SPOT VEG NDVI數據和DMSP/OLS夜間燈光數據,對成都地區城市城市化進程及其植被覆蓋度變化情況進行了研究,并初步探討了二者之間的關系,得到的主要結論有:
1)成都地區城市化總體水平呈平穩速率增長,但發展過程中存在區域城市化不均衡的特點:市區和近郊縣的城市化水平較高,遠郊縣的城市化發展滯后。
2)1998—2013年成都地區植被覆蓋離散程度增加,低植被覆蓋度區域與城市化程度成正比,城市活動越強烈的地區植被覆蓋度越小,具體表現為城市中心植被覆蓋度最低,遠離城市則表現為較高的植被覆蓋度,在城市化發展迅速的城市周邊城郊地區,植被覆蓋度變化最大。
3)植被覆蓋度及夜間燈光亮度值相關分析表明,植被覆蓋度與夜間燈光亮度值呈顯著負相關關系,說明城市化程度越高的地區植被覆蓋度越低。但總體而言,除城市擴展區存在植被覆蓋度顯著減小的情況外,城市化并沒有帶來大面積的植被減少,成都地區整體植被覆蓋度處于增加或保持不變的趨勢。
本文雖使用NDVI數據和DMSP/OLS數據對成都地區近10多年來植被變化、城市化水平及二者間相關關系進行了探討,但由于僅使用了較短時間序列的植被覆蓋數據,且植被覆蓋度受氣候因素影響十分明顯,因此今后有必要利用長時間序列數據并結合氣象數據對成都地區城市化進程中植被變化進行分析。
參考文獻
[1]Shepherd J M.A review of current investigations of urbaninduced rainfall and recommendations for the future.Earth Interact,2005(9):1-27.
[2]曾輝,陳雪.城市化地區植被生態環境效應研究.生態環境學報,2010,19(11):2737-2742.
[3]劉金龍,郭華東,張露,等.京津唐地區城市化對植被物候的影響研究.遙感技術與應用,2014,29(2):286-292.
[4]劉斌,孫艷玲,王忠良,等.華北地區植被覆蓋變化及其影響因子的相對作用分析.自然資源學報,2015,30(1):12-23.
[5]張月叢,趙志強,李雙成,等.基于SPOT-NDVI的華北北部地表植被覆蓋變化趨勢.地理研究,2008,27(4):745-754.
[6]王兮之,梁釗雄.基于MODIS數據的湟水流域植被覆蓋變化研究.干旱區資源與環境,2010,24(6):137-142.
[7]戴聲佩,張勃,王海軍,等.基于SPOT NDVI的祁連山草地植被覆蓋時空變化趨勢分析.地理科學進展,2010,29(9):1075-1080.
[8]馮莉莉,何貞銘,劉學鋒,等.基于MODIS-NDVI數據的吉林省植被覆蓋度及其時空動態變化.中國科學院大學學報,2014,31(4):492-536.
[9]張蓮芝,李明,吳正方,等.基于 SPOT NDVI的中國東北地表植被覆蓋動態變化及其機理研究.干旱區資源與環境,2011,25(1):171-175.
[10]李景剛,何春陽,史培軍,等.基于DMSP/OLS燈光數據的快速城市化過程的生態效應評價研究——以環渤海城市群地區為例.遙感學報,2007,11(1):115-126.
[11]安佑志,劉朝順,施朝順,等.基于MODIS時序數據的長江三角洲地區植被覆蓋時空變化分析.生態環境學報,2012,21(12):1923-1927.
[12]冷奕明.成都市城市化進程中土地利用變化研究.成都:四川農業大學,2006:19-25.
[13]Elvidge C D,Ziskin D,Baugh K E,et al.A fifteen year record of global natural gas flaring derived from satellite data.Energies,2009,2(3):595-622.
[14]范俊甫,等.1992—2010年基于DMSP-OLS圖像的環渤海城市群空間格局變化分析.地球信息科學學報,2013,15(2):280-288.
[15]鄒進貴,陳艷華,等.基于ArcGIS的DMSP/OLS夜間燈光影像校正模型的構建.測繪地理信息,2014,39(4):33-37.
[16]楊眉,王世新,周藝,等.DMSP/OLS夜間燈光數據應用研究綜述.遙感技術與應用,2011,26(1):45-51.
[17]陳晉,卓莉,史培軍,等.基于DMSP/OLS數據的中國城市化過程研究——反映區域城市化水平的燈光指數的構建.遙感學報,2003,7(3):168-175.
[18]張蓮芝,李明,吳正方,等.基于SPOT NDVI的中國東北地表植被覆蓋動態變化及其機理研究.干旱區資源與環境,2011,25(1):171-175.
[19]朱源,王志,彭光雄.基于SPOT-NDVI的賀蘭山植被覆蓋的時空變化研究.遙感技術與應用,2012,27(1):142-148.
[20]周兆葉,儲少林,王志偉,等.基于NDVI的植被覆蓋度的變化分析:以甘肅省張掖市甘州區為例.草業科學,2008,25(12):23-29.
[21]黨青,楊武年.近20年成都市植被覆蓋度動態變化檢測及原因分析.國土資源遙感,2011(4):121-125.
[22]李小亞,張勃,靳自寶.基于MODIS-NDVI的甘肅省河東地區植被覆蓋度動態監測.水土保持研究,2013,20(1):112-115.
[23]孫存舉,吳曉青,李浩.基于NDVI的清水縣植被變化分析.四川林勘設計,2011(4):13-17.
[24]王翠平,王豪偉,李春明,等.基于 DMSP/OLS 影像的我國主要城市群空間擴張特征分析.生態學報,2012,32(3):942-954.
[25]卓莉,史培軍,陳晉.20世紀90年代中國城市時空變化特征——基于燈光指數CNLI方法的探討.地理學報,2003,58(6):893-902.
[26]劉沁萍,楊永春,田洪陣,等.快速城市化時期中國城市建成區植被狀況的時空分異特征.自然資源學報,2014,29(2):223-236.
Vegetation Coverage Changes in Chengdu Based on DMSP/OLS and SPOT-VEG NDVI
Cheng Zhigang1,Yang Xinyue1,Dong Siyan2,Sun Chen1,Wu Yang1
(1 Chengdu University of Information Technology,Plateau Atmosphere and Environment Key Laboratory of Sichuan Province,Chengdu 610225 2 National Climate Centre,China Meteorological Administration,Beijing 100081)
Abstract:The effect of urbanization process on vegetation coverage was analyzed by using SPOT VEG NDVI and DMSP/OLS data in the Chengdu region from 1998 to 2013.The results show that:the urbanization in Chengdu experienced a continuing and rapid process,but the degree of development of each region has a big difference.From 1998 to 2013,the overall coverage of vegetation in Chengdu was good,and the vegetation coverage and the night lights brightness values were significantly negative correlated,the correlation coefficient is above 0.78.The more intense urban activities,the smaller the vegetation coverage is,that is,in the center of the city,the vegetation coverage has the smallest value,the farther the distance from the city center,the higher the vegetation coverage is.The change of the vegetation around the city where urbanization is developed fast is the largest.As a whole,the degree of vegetation coverage in the Chengdu region remains relatively stable and increase smoothly.
Keywords:urbanization process,NDVI,vegetation coverage,night light data
通信作者:楊欣悅(1990—),Email:xinyuey@foxmali.com
收稿日期:2015年10月27日;修回日期:2016年1月8日
DOI:10.3969/j.issn.2095-1973.2016.01.002
第一作者:程志剛(1979—),Email:chengzg@cuit.edu.cn
資助信息:四川省教育廳重點項目(13ZA0076);國家自然科學基金(41275033)
猜你喜歡
商情(2017年5期)2017-03-30 15:06:04
課程教育研究(2017年2期)2017-03-29 21:01:01
山東工業技術(2017年5期)2017-03-16 18:02:52
中國人口·資源與環境(2016年11期)2017-02-17 08:57:46
居業(2016年9期)2016-12-26 08:45:55
新教育時代·教師版(2016年33期)2016-12-02 22:05:04
中國科技博覽(2016年21期)2016-11-14 17:11:12
成人教育(2016年6期)2016-06-29 13:10:45
新課程·上旬(2015年6期)2015-08-26 00:59:14
戲劇之家(2015年8期)2015-06-26 17:56:35
 Advances in Meteorological Science and Technology2016年1期
Advances in Meteorological Science and Technology2016年1期
- Advances in Meteorological Science and Technology的其它文章
- 模擬熱浪及強降溫對Apo E-/-小鼠冠心病影響的實驗研究
- FY-3C的掩星探測特點和初步結果
- 國外地球同步軌道氣象衛星成像觀測模式發展分析
- 媒體掃描MEDIA SCAN
- 氣象風云多變換 理念創新得天下——2015年NOAA衛星大會評介
- 《無線電頻譜需求增加下的主動遙感發展戰略》評介