提高中型驅動后橋殼焊接接頭疲勞壽命的方法
2020-09-10 01:53:45胡義華柳明黃志超盧拱華張玉寬
電焊機 2020年8期
關鍵詞:疲勞壽命
胡義華 柳明 黃志超 盧拱華 張玉寬

摘要:針對某中型驅動后橋殼總成發生垂直彎曲疲勞斷裂的問題,分析了該中型驅動后橋殼總成在垂直彎曲交變載荷作用下Y型焊縫疲勞斷裂的特征及原因。提出三種提高橋殼焊接疲勞壽命的方法:(1)變更設計方案,將三角板焊縫內移12.5 mm;(2)焊縫接頭開坡口;(3)采用大熔深MAG焊恒熔深新工藝焊接Y型焊縫。通過上述方法保證了焊縫熔深以避免后橋殼總成Y型焊縫疲勞裂紋的產生,提高其疲勞壽命。
關鍵詞:驅動后橋殼總成;數值模擬;疲勞壽命;大熔深焊接
中圖分類號:U466 文獻標志碼:A 文章編號:1001-2303(2020)08-0106-04
DOI:10.7512/j.issn.1001-2303.2020.08.22
0 前言
汽車驅動橋處于傳動系末端,是用來改變來自變速器的轉速和轉矩,并將它們傳遞給驅動輪的機構,在汽車行駛過程中同時還要承受作用于路面與車架或車身之間的垂直力、縱向力和橫向力,以及制動力矩和反作用力,是汽車的關鍵零部件之一[1]。驅動橋一般由主減速器、差速器、半軸和驅動橋殼等組成。驅動橋殼是安裝主減速器、差速器、半軸、輪轂和懸架的基礎件,其主要作用是支承并保護主減速器、差速器和半軸等零部件。同時,它又是行駛系的主要組成件之一,還具有承重、固定車輪、承受驅動輪傳來的各種反力、作用力和力矩等功能[2]。
汽車靜態時,后橋總成所受載荷為靜載荷;汽車行駛時,后橋總成所承受載荷為動載荷。汽車加速或制動時,既會導致載荷的重新分配,還要承受沖擊載荷等,這些無規律且不斷變化的載荷造成車橋不斷變形,車橋的基本變形除了純彎曲、純扭轉變形外,還有彎曲和扭轉的復合變形[3]。由于車橋承受的是無規律的交變載荷,預防橋殼疲勞損壞斷裂是橋殼生產質量控制的關鍵。
項生田[4]基于有限元理論并考慮了焊縫對疲勞強度的影響,對焊縫局部結構進行分析,研究表明:焊縫的疲勞強度低于母材的疲勞強度,這與焊接結構的疲勞強度通常取決于焊縫接頭疲勞強度的實際情況是一致的。丁劍偉[5]等分析了焊接結構疲勞強度的各種影響因素,以焊接結構疲勞強度設計的一般原則為基礎,提出了提高焊接結構疲勞強度的措施。
1 橋殼總成垂直彎曲疲勞Y型焊縫開裂的特征及原因分析
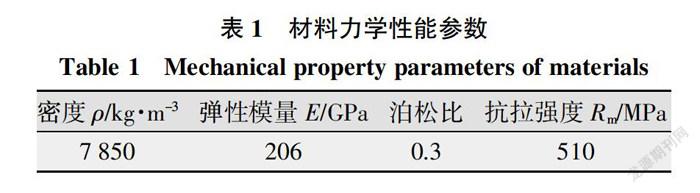
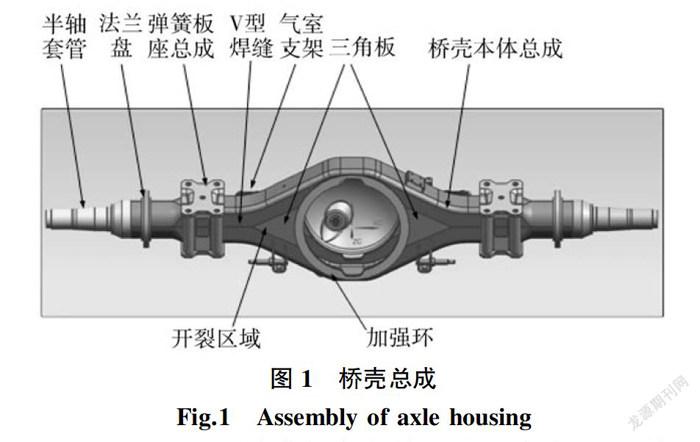
橋殼總成由半軸套管、橋殼本體總成、彈簧板座總成、加強環、法蘭盤及氣室支座,采用CO2氣體保護焊焊接組合而成。其中,橋殼本體總成采用板厚10 mm的大梁板,材質為B510L,兩端管徑為120 mm,材料力學性能參數如表1所示,橋殼總成如圖1所示。
通過對開裂故障橋殼失效圖片的統計發現,其開裂部位相似,均為加強環面橋殼本體Y型焊縫處開裂,開裂起點為圖1三角板尖點處,焊縫開裂為橋殼主要失效模式。通過焊縫斷口分析,發現失效焊縫普遍存在熔深不足和不均勻現象。
由于該種橋殼總成結構的三角板焊縫距彈簧鋼板座總成非常近,該焊縫不僅要承受垂直彎曲力,還要承受扭轉力,在車輛實際運行過程中受力狀況更加復雜,所以保證Y型焊縫的熔深非常重要[6-8]。
2 焊縫熔深與疲勞壽命的關聯性試驗及模擬分析
2.1 焊縫熔深與疲勞壽命的關聯性試驗
為了驗證焊縫熔深和疲勞壽命的關系,制作了不同焊接熔深的橋殼,進行多次模擬使用狀態下的疲勞試驗。通過垂直彎曲疲勞試驗發現:在2.5倍載荷作用下,該橋殼總成三角板區域焊縫開裂,其垂直彎曲疲勞壽命在45.6~65.9萬次之間,未達到國家標準要求的80萬次,具體試驗情況如表2所示。
通過疲勞試驗發現:Y型焊縫熔深增加,疲勞強度增加。焊縫熔深為橋殼本體板厚(10 mm)的60%以下,即熔深小于6 mm時,焊縫疲勞強度均為不合格。
2.2 焊縫熔深與疲勞壽命的數值模擬
運用FEMFAT軟件進行疲勞強度分析,以找出能夠滿足疲勞強度的最小熔深值,理論計算結果與試驗結果基本吻合,前處理:ANSA;求解器:ABAQUS、FEMFAT;后處理:ABAQUS、FEMFAT。
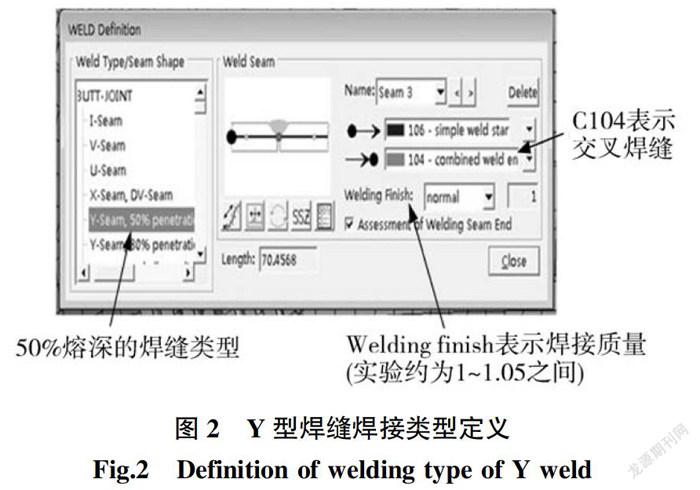
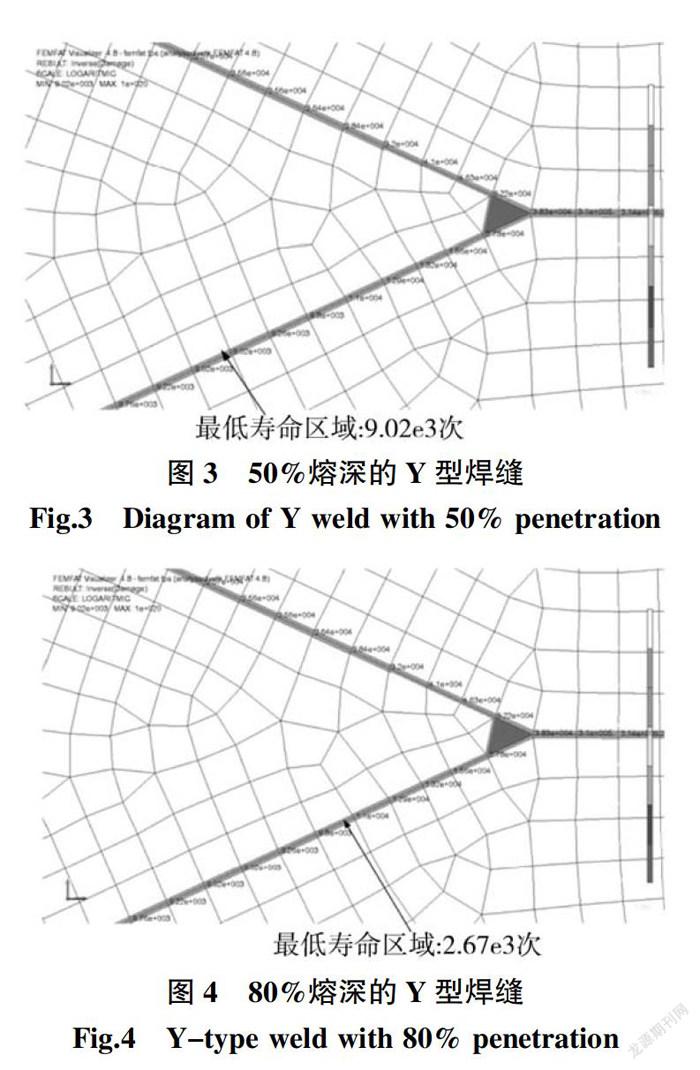
Y型焊縫在FEMFAT中進行分析必須具備以下條件:(1)正確定義Y型焊縫焊接類型及交叉點屬性,如圖2所示,焊縫周圍應為四邊形網格;(2)與試驗結果進行對比,標定分析方法是否正確。只要數量級與試驗結果相符,即可認為分析方法是合理的,計算結果是可信的[9-10]。Y型焊縫在FEMFAT中只有50%和80%兩種熔深類型(見圖3、圖4)。實際生產中的Y型焊縫,其焊縫熔深最大不到70%。
分析圖3、圖4可知:(1)80%熔深的Y型焊縫計算的最低壽命為80.2萬次;(2)50%熔深的Y型焊縫與試驗結果最為接近。計算結果顯示,開裂最可能發生在距離交叉點25~45 mm的下側三角板焊縫上。交叉點上相對壽命高于試驗要求。
3 橋殼總成垂直彎曲疲勞Y型焊縫開裂解決方法
根據FEMFAT軟件分析結果,以及對失效焊縫金相組織分析,同時結合該種橋殼總成承載質量、焊縫開裂方式及該橋殼總成結構,得出三種可解決Y型焊縫處開裂問題的方法。
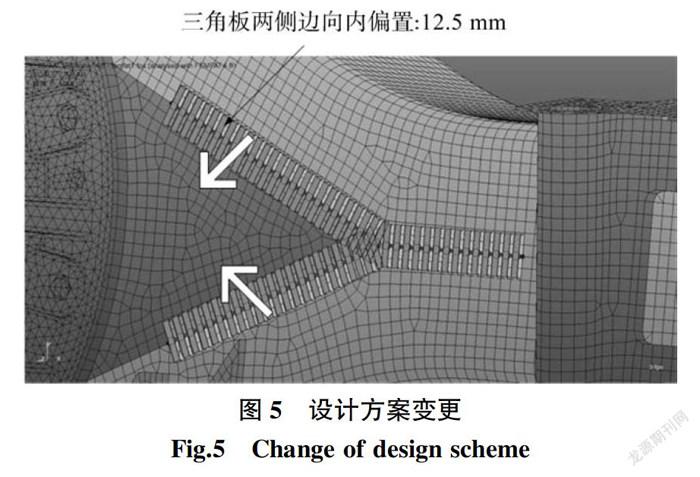
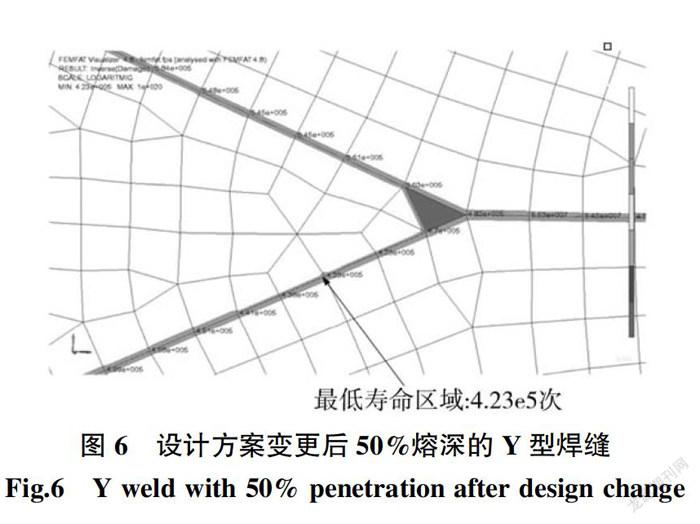
(1)設計方案變更,將三角板焊縫內移12.5 mm,如圖5所示。
設計變更三角板焊縫位置后,模擬結果如圖6所示,50%熔深的Y型焊縫的最低壽命為80.2萬次,高于試驗要求。
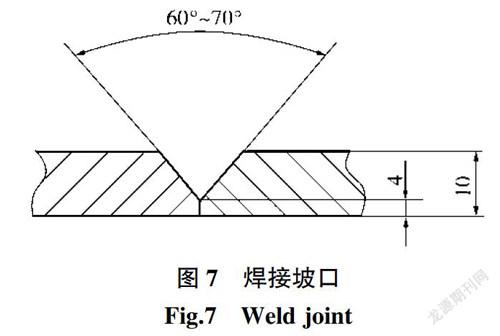
(2)焊縫接頭開坡口,提高焊縫熔深。
為增加Y型焊縫熔深,該區域橋殼本體和三角板均需開坡口(見圖7)。該區域分二層進行焊接,第一層采用φ1.2 mm的ER50-6實心焊絲,保護氣體為CO2,氣流量20~25 L/min,焊接電流180~240 A,電壓25~29 V,焊接速度0.45 m/min;第二層采用φ1.2 mm的ER50-6實心焊絲,保護氣體為CO2,氣流量為20~25 L/min,焊接電流260~300 A,電壓28~32 V,焊接速度0.60 m/min,焊接后焊縫寬14~18 mm,余高2~3 mm。第一層三角板兩條焊縫焊接完成后,再焊接第二層焊縫。
橋殼本體及三角板開坡口處理的焊縫,焊接后經宏觀金相檢測熔深達本體材料厚度的80%以上,經垂直彎曲疲勞試驗驗證,疲勞壽命大于80萬次,符合要求。由此可見,通過橋殼本體和三角板開坡口的方式,采用雙層焊接方法提高焊縫熔深,可使橋殼疲勞壽命達到或超過標準要求。
(3)采用大熔深MAG焊恒熔深新工藝焊接Y型焊縫,提高焊縫熔深。
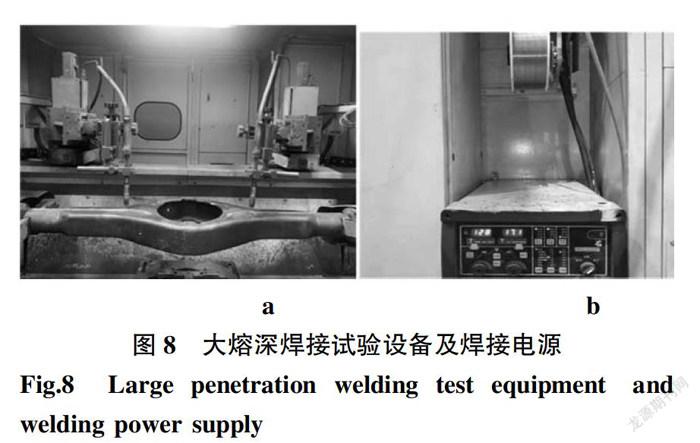
經反復查詢比較國內外焊接新工藝,并考慮到橋殼本體材料B510L焊接性能良好,采用一種大熔深MAG焊新工藝[11-12]。焊接電源為松下生產的YM-500GL4多功能焊接電源,焊接材料為φ1.2 mm的ER50-6實心鍍銅焊絲,保護氣體為φ(Ar)80%+φ(CO2)20%混合氣體,氣流量20~25 L/min,焊接中厚橋殼本體不開坡口焊接,如圖8所示。
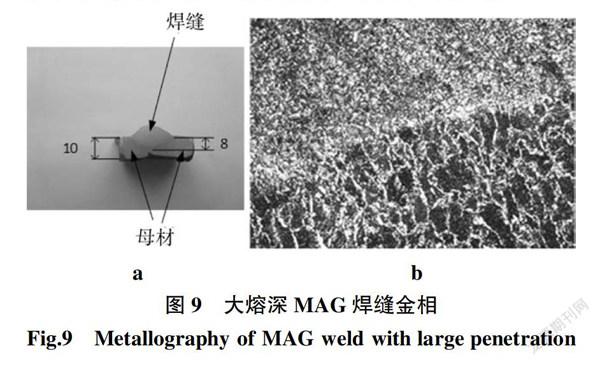
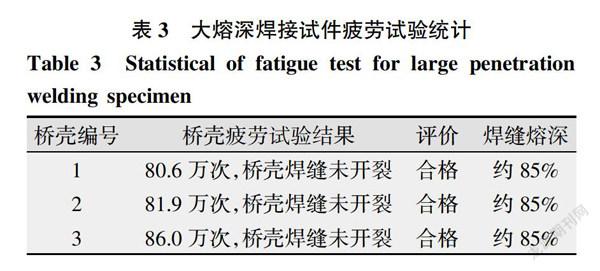
試驗結果表明,該工藝焊接的焊縫熔深達80%以上,焊縫金相組織優于采用CO2氣體焊接的焊縫(見圖9);采用大熔深MAG焊新工藝焊接3臺橋殼總成,疲勞試驗均達到標準要求,如表3所示。
4 結論
針對文中提出的三種提高橋殼焊接疲勞壽命的方法,分析研究后得出以下結論:
(1)采用方法一,即設計方案變更,將三角板縮小,焊縫內移12.5 mm。但通過橋殼本體成型分析,因該設計更變,材料利用率由原來的79.5%減少至62.3%,每臺橋殼增加制造成本近25.6元,同時現有模具需變更,需增加費用16萬元。
(2)采用方法二,即焊縫接頭開坡口,提高Y型焊縫熔深可使橋殼疲勞壽命達到或超過標準要求。但需購買設備加工坡口;經計算單臺生產成本增加31.2元;但生產效率低,不適合大批量生產。
(3)采用方法三,即采用大熔深MAG焊接新工藝焊接Y型焊縫。以前的工序生產及模具均無需改變,直接利用焊接電源新開發的深透弧焊接工法,免開坡口,單道焊接即可獲得較大的焊縫熔深,且熔深穩定一致、焊縫成形美觀。
參考文獻:
[1] 陳家瑞. 汽車構造[M]. 北京:機械工業出版社,2005.
[2] 張明. 空氣懸架后橋托板焊縫失效研究[D]. 吉林:吉林大學,2018.
[3] 王顯會,石磊. 某特種車架在沖擊載荷下的瞬態響應分析及疲勞壽命評估研究[J]. 汽車工程,2009,31(8):769-773.
[4] 項生田. 裝載機驅動橋殼疲勞壽命預測研究[D]. 浙江:浙江理工大學,2011.
[5] 丁劍偉,王敬源. 基于疲勞強度的焊接結構設計與分析[J]. 煤礦機電,2012,45(3):92-95.
[6] 吳道俊. 車輛疲勞耐久性分析、試驗與優化關鍵技術研究[D]. 安徽:合肥工業大學,2012.
[7] 喬桂英,唐雷,張文雷,等. 鐵素體/貝氏體雙相X80管線鋼疲勞性能研究[J]. 燕山大學學報,2015(6):502-505.
[8] Jinwoo Cho,Chin-Hyung Lee. FE analysis of residual stress relaxation in a girth-welded duplex stainless steel pipe under cyclic loading[J]. International Journal of Fatigue, 2016(82):462-473.
[9] 沙勝義. 輸油管道環焊縫缺陷疲勞壽命評估[J]. 管道技術與設備,2017,12(2):28-31.
[10] 郭波,石永華,易耀勇. 基于電弧形態的熔滴過渡形式識別[J]. 焊接學報,2017,38(11):27-31.
[11] Gusatafsson D,Lundstrome. High temperrature fatigue crack growth behaviour of inconel 718 under hold time and ov- erload condition[J]. International Journal of Fatigue,2013(48):178-186.
[12] 李慧敏,凌澤民,朱進前,等. AISI304不銹鋼管環焊縫和縱焊縫的焊接殘余應力數值模擬[J]. 熱加工工藝,2017,46(9):204-208.
收稿日期:2020-04-17;修回日期:2020-05-13
基金項目:江西省重點研發計劃(20192BBEL50013,20181BBE50011)
作者簡介:胡義華(1972— ),男,碩士,高級工程師,主要從事機械設計與制造的研究。E-mail:hyh@jlchassis.com。
通訊作者:黃志超(1971— ),男,教授,博士。E-mail:hzcosu@163.com。
猜你喜歡
價值工程(2017年6期)2017-03-15 17:01:05
科技創新與應用(2016年36期)2017-02-21 19:49:01
山東工業技術(2016年24期)2017-01-12 00:40:36
航空兵器(2016年4期)2016-11-28 21:54:01
湖南大學學報·自然科學版(2016年9期)2016-11-19 18:49:44
科技視界(2016年11期)2016-05-23 10:01:29
中國科技博覽(2016年2期)2016-04-25 16:56:12
企業文化·中旬刊(2015年11期)2016-03-09 03:50:29
計算機輔助工程(2014年6期)2015-01-13 08:16:26
計算機輔助工程(2014年1期)2014-03-13 08:29:27
