
鋁合金大直徑軸類薄壁零件加工工藝方案
2020-09-10 07:22:44陳亮袁芬芬陳海瑩
交通科技與管理 2020年8期
陳亮 袁芬芬 陳海瑩


摘 要:本文通過對典型鋁合金大直徑軸類薄壁零件的加工工藝研究,針對零件加工的相關質量制約因素,采取了一系列的解決方案,從而歸納出可借鑒的加工工藝方案。
關鍵詞:鋁合金大直徑軸類薄壁零件;加工變形;殘余應力;裝夾變形和回彈
中圖分類號:TG306 文獻標識碼:A
0 引言
鋁合金是工業中應用最廣泛的一類有色金屬結構材料。鋁合金大直徑軸類薄壁零件加工時裝夾難度高,加工后變形大,直接影響到零件的使用性能。
1 問題描述
零件材料為2A12-H112。在機械加工完成后,出現以下幾個問題:
①零件車削完成后,零件變形,造成φ289+0.2+0.1,φ2850-0.1尺寸超差。②零件加工完成后扭曲,零件平面度差,造成φ231+0.6+0.05,φ248-0.1-0.6。③零件表面粗度差,夾緊時易夾傷。
2 加工工藝分析
2.1 加工路線
粗車內孔-半精車內孔及外圓-精車內外孔及厚度-線切割加工槽-數銑臺階及加工孔。
2.2 加工工序分析
(1)普車工序。在半精車及精車加工規程中,因車削的余量大,零件為薄壁件,加工完成后產生大量應力,應力釋放后引起零件變形。零件中φ289+0.2+0.1,φ2850-0.1公差較小,當變形量大于尺寸公差時,尺寸超差。
零件尺寸大,使用硬質合金車刀加工時刀具阻力大,粘刀尖,零件產生熱量大,零件表面有積屑瘤,表面粗糙度減低。
零件尺寸加大,卡盤正爪夾不住,采用反爪裝配。反爪上墊銅片夾緊。爪子夾得過緊,零件變形;夾松零件夾不住。零件與爪子的夾緊部位變形大,尺寸偏小。
(2)線切割工序。線切割割槽對零件影響較小。
(3)數銑工序。零件數銑開槽后,零件發生應力變形,切槽端面尺寸變小,原車工加工面的尺寸變大。該加工變形由銑削加工開槽時應力變形造成,退火去應力并不能將其內部應力變形消除,零件端面發生了拱起現象。精銑預留1 mm余量加工,并不能將前工序拱起面加工掉。同時加工一端面會產生應力變形,會使另一端面的尺寸發生變化。通過數據分析統計該零件的應力變形量為0.45 mm。
該零件材料為鋁合金,零件尺寸較大,壁厚較薄,在銑削加工時,產生了應力,使零件變形。
2.3 工藝性分析
鋁合金具有密度低,強度較高,接近或超過優質鋼,塑性好,可加工成各種型材,具有優良的導電性、導熱性和抗蝕性。但是鋁合金材料在加工后容易變形的,直接影響到零件的使用性能。
鋁合金硬鋁板料在軋制后表面產生壓應力,而心部呈拉應力狀態。如對板料進行表面切削加工,由于板料表面的拉應力的變化,則可能引起零件翹曲。
因此造成零件加工變形的主要因素是鋁合金材料加工產生的應力。
2.4 總結
通過以上分析,總結以下幾個特點:
①車工需合理安排加工步驟和加工余量。②鉆孔、割槽后零件尺寸變化小。③銑齒后零件變化量較大,造成尺寸超差。④去應力退火后零件變形不能恢復。
3 制定對策
對策1:將車工分為粗車、半精車、精車;合理安排加工余量;研究制作專用車工刀具;調整裝夾方式。
對策2:先將槽割開,待數銑加工鉆孔。
對策3:數銑前內外圓預留余量;數銑分多步驟,先將臺階銑開,再銑內外圓尺寸;研究制作專用銑工夾具,減少裝夾對零件影響。
對策4:普車及數銑工序間增加人工時效去應力退火。
4 對策實施
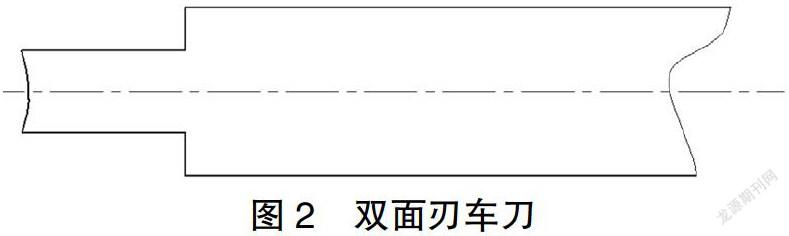
對策1:①粗精車時,合理安排切削余量。當車削余量較大時,零件加工產生大量的切削熱,熱量越大零件變形越大。加工時可以分多步車削,精車前預留1 mm余量,再精車至尺寸。采取低轉速、低走刀量方式,車刀噴注切削液。②針對零件中間切削余量最大的孔,采用端面挖槽的方法直接從端面將中間的余量兩次掏下來,這樣節約了時間,零件加工產生熱量也會降低。③采用白剛刀取代硬質合金刀加工。白鋼刀加工中刀具阻力較小,不易產生切削熱和積屑瘤現象。④制作雙面刃車刀,既能加工外圓又能車內孔,減少換刀次數,提高車削加工精度。
⑤在反爪上焊接一根銅棒,銅棒的直徑為60 mm,增加夾緊部位與零件接觸面,減少零件受夾緊的變形量。
對策2:①數銑前預留足夠余量,精銑加工形成尺寸,通過銑削加工消除零件變形。②數銑銑臺階先將圓銑開,再加工臺階內外圓,先讓零件充分應力變形,控制零件平面度。③根據以上數據變形趨勢,安排合適刀具補償,保證零件尺寸公差。
制作數銑工裝將零件提高零件壓緊定位準確性,防止零件夾傷。
對策3:普車及數銑工序間增加人工時效去應力退火。
5 效果驗證
改進后零件加工尺寸穩定,零件質量高,工藝性較好,提升了零件加工效率,節約生產成本。
6 結論
鋁合金零件加工變形產生原因:毛坯殘余應力的釋放、切削熱與切削力引起的變形、工件的裝夾變形和回彈
鋁合金軸類薄壁零件,先粗去余量,然后熱處理去應力后,再精加工。夾緊零件的時候,需要注意盡量選取壁厚的部位,避免因夾緊力與支撐力的作用點選擇不當,會引起附加應力。工藝路線可以是:粗加工→熱處理→半精加工→熱處理→精加工。
參考文獻:
[1]有色金屬工業標準匯編輕金屬[M].中國標準出版社,1992.
[2]王秋成.航空鋁合金殘余應力消除評估技術研究[M].2003.
[3]王秋成,何映林.航空高強度鋁合金殘余應力的抑制劑消除[M].2002.
[4]王立濤,何映林,黃志剛,等.航空結構件銑削殘余應力分布規律的研究[M].2003.
[5]李鵬.解決鋁合金加工變形的方法[M].2008.
[6]機械加工工藝手冊[M].北京出版社,1990.
猜你喜歡
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:46
中華詩詞(2020年1期)2020-09-21 09:24:52
江蘇安全生產(2020年3期)2020-04-21 05:44:14
云南教育·中學教師(2019年6期)2019-08-13 07:03:28
活力(2019年22期)2019-03-16 12:47:28
基層中醫藥(2018年11期)2019-01-31 05:26:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
