淺談壓力容器卷板工藝中的制作要點
2020-09-10 07:22:44蔡海峰藏吉軍張顯景
中國化工貿易·上旬刊 2020年6期
蔡海峰 藏吉軍 張顯景




摘 要:對于壓力容器制作來說,筒體卷制成型的質量直接關系著組對與焊接的質量,進而影響著產品的最終質量,因此,卷板質量成為過程質量管控的重點之一。
關鍵詞:預彎;橢圓度;校圓
1 背景
當前,化工企業日益增多,壓力容器的需求量日益增加,對壓力容器的質量要求更是愈發嚴格,對于壓力容器制作來說,筒體卷制成型的質量直接關系著組對與焊接的質量,進而影響著產品的最終質量,因此,卷板質量成為過程質量管控的重點之一。
2 控制要點
2.1 準備工作
首先,操作者應熟悉卷板機構造、工作原理、設備加工能力,卷板機嚴禁超負荷運行。在卷制前,應仔細檢查卷板機機械、電氣、液壓系統是否正常,空車運行確認無誤后方可工作。同時,要根據鋼板規格材質選擇相應卷板機,同時要核對鋼板材質規格型號是否與工藝卡相一致,并清掃鋼板表面灰塵雜物,清理周邊毛刺,防止壓傷鋼板表面,產生凹痕,影響產品表面質量。當板幅較長時,應在地面放置傳動輪轂,使鋼板不與地面直接接觸,防止產生劃痕。在卷制不銹鋼板時,卷制前應先觀察鋼板兩側表面質量,盡量將保護較好的一面卷制在外側,以保證最終產品的表面質量。
2.2 筒體預彎
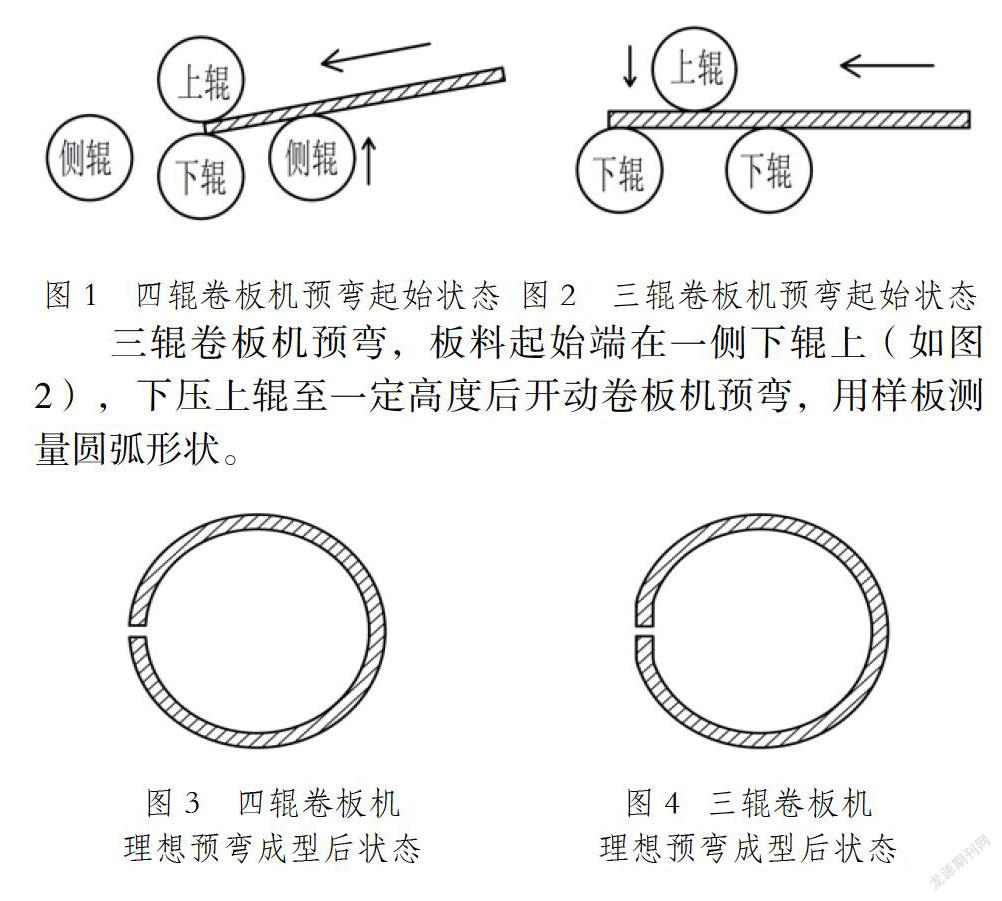
筒體成型過程中,預彎是第一步驟,也是決定產品最終質量的關鍵步驟。在預彎之前,應制作與筒體直經相等的樣板,用以測量板料預彎圓弧的形狀,樣板長度應大于300mm。四輥卷板機預彎,板料起始端夾在上、下輥之間(如圖1),起升側輥到一定高度,開動卷板機進行預彎,長度大于300mm,用樣板測量圓弧型狀。
三輥卷板機預彎,板料起始端在一側下輥上(如圖2),下壓上輥至一定高度后開動卷板機預彎,用樣板測量圓弧形狀。
圖3、圖4為理想預彎成型后的狀態。
2.2.1 預彎不足
如果預彎不足,容易出現鋼板接口處外凸的情況,造成棱角度、橢圓度超差(如圖5)。
補救措施:板料起始端在雙側輥上,四輥卷板機起升雙側輥,三輥卷板機下壓上輥到適當高度,開動卷板機二次預彎,成型后,筒體達到三輥卷板機預彎理想狀態,即焊縫兩側均勻平直,施焊后校圓,達到理想效果。
2.2.2 預彎過度
如果預彎過度,則容易出現焊縫向內凹陷情況,造成筒體成型后棱角度、橢圓度超差(如圖6)。
補救措施:焊縫點固前,將筒體接口轉至上輥正下方,四輥卷板機起升雙側輥,三輥卷板機下壓上輥,到一定高度,使接口處預彎過度的圓弧展開,形成理想的形狀。
2.3 筒體卷制
預彎后進行卷制工序,卷制過程中應緩慢加壓,多次卷制方可成形,防止過卷現象發生。
大直徑筒體點固接口時,可在焊縫延長線兩端加焊引弧板,必要時在筒體內壁焊接加強筋,防止點焊處焊縫開裂。在放置時,焊縫切不可直接貼于地面,避免因筒體自身重力下垂,導致焊縫崩裂。
大直徑薄板筒體縱縫施焊時,應用行車吊起筒體,使得鋼板接口處平鋪于焊接平臺上,而后方可施焊,焊接過程中行車不可松落,防止點焊部位崩裂或焊縫內凹變形,給下步校圓工作造成不必要的影響。必要時卷板操作者應與電焊工攜同操作。
2.4 筒體校圓
在筒體校圓前,應割掉引弧板,同時要保證焊縫兩側的飛濺等清理完畢,防止校圓過程中壓傷筒(下轉第97頁)(上接第95頁)體表面,影響產品質量。校圓過程中,卷板機應緩慢加壓,加壓過快會使筒體橢圓度增大,影響筒體組對工序。
在校圓過程中,測量棱角度與橢圓度,棱角度與橢圓度在公差范圍內以后,應緩慢釋放壓力,使應力釋放均勻,保證筒體幾何形狀。
當焊縫內凹嚴重時,可在雙側輥上墊一塊較厚的鋼板,筒體縱縫放在鋼板上,焊縫與上輥之間墊一根板條(如圖7),然后下壓上輥,利用卷板機的壓力將變形的焊縫壓平,使之不再向內凹陷。校圓后,焊縫棱角度可保持在公差范圍內,筒體合格。
大直徑薄板筒體校圓過程中,因自重下垂極易造成橢圓度超差,甚至會形成巨大的橢圓。
為了避免此種情況發生,可在筒體裝入卷板機后,在筒體縱向兩側分別放置滾輪架(如圖8),并做好固定措施,防止松動。利用轉輪支撐筒體,起到托輥的作用,然后緩慢加壓校圓。用這種方法可有效地減小橢圓度。
2.5 筒體存放
在筒體自卷板機取出后,應根據材質特點將筒體放置于不同的產品半成品區域。不銹鋼產品要遠離碳鋼作業區,避免產生鐵離子污染。存放區地面應鋪設橡膠板或木板等物品,避免筒體與地面直接直接接觸,防止筒體表面損傷,影響產品最終質量。對于直徑較大且壁厚較薄的設備,應盡量立直存放于地面上,防止下垂變形,造成橢圓度超差,影響產品組對。
3 結束語
通過對筒體卷制過程各個關鍵節點的嚴格把控,使得筒體的各項工藝參數滿足要求,最終生產出質量較好的化工設備。
