關于特殊情況下的石油化工裝置排污管的設置
2020-09-09 01:57:02鄭家才孫裕強
石油化工建設 2020年3期
鄭家才 孫裕強
南京南化建設有限公司 江蘇南京 210048
在石油化工生產中,常常會伴隨出現一些污水及廢水,若不及時排出,不僅會影響產品的純度,還會給生產帶來一定的安全隱患。最常見的排污方式是在管道或裝置上增加排污管,但在特殊情況下無法在管道或設備底部排污時,就要另辟蹊徑,采取特有的排污方式。本文采取在管道頂部開孔安裝排污管的方式進行排污。
1 工程概況
南京南化建設有限公司在苯胺項目上的氫氣壓縮機進口管道施工時,遇到氫氣進口主管為DN800 材質、PSL2 L245 的碳鋼管。該管敷設在混凝土地溝中,管道底部和溝面之間的間隙很小,而工藝要求該管需設有排污管,若按常規在底部增加排污管,難度系數很大。經過與工藝設計協商,提出在管道頂部增加排污口的方案,詳見圖1。
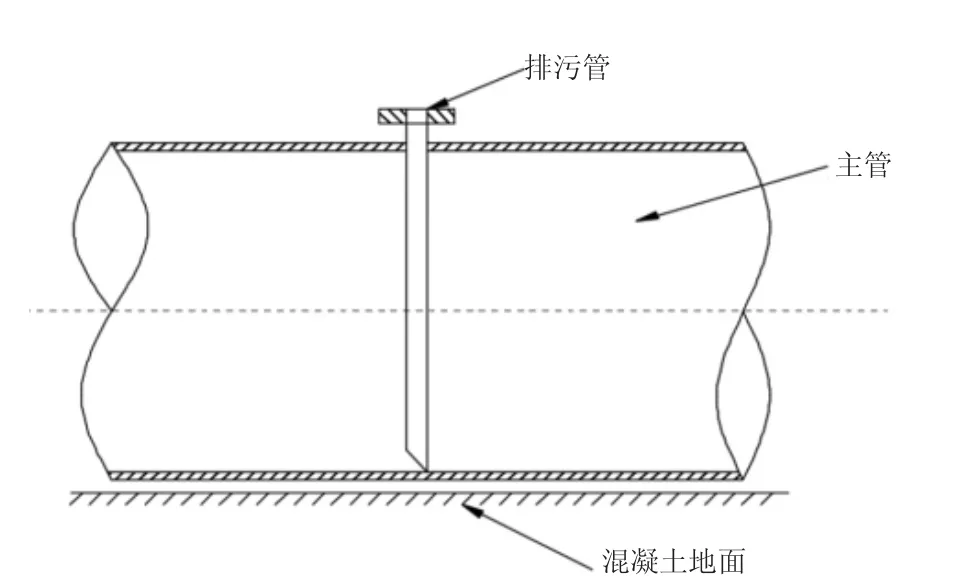
圖1 排污管示意圖
2 排污管的設計及施工流程
2.1 管口補強
根據規范GB/ T20801.3-2006《壓力管道規范工業管道第三部分設計和計算》中6.7.3 項,不需要補強的條件:
(1)符合下列情況之一者不需要進行補強計算,也不需要采取其他措施;
(2)直接焊于主管的螺紋、承插焊管接頭(GB/ T 14626-1993、GB/ T 14383-1993),且符合下列各項要求:(a)支管公稱直徑不大于DN50;(b)Db/ Dh≤1/ 4。
本方案采取DN40 材質為20# 的無縫鋼管,故不需要采取補強措施。
開孔補強不是強制性要求,但在有嚴重性外載荷時仍需考慮補強[1]。
2.2 材料選擇
氫氣是一種可燃性氣體,在管道內流速過大時,與壁管摩擦增強,特別是管道內含有鐵銹雜質時,易形成靜電火花。為避免氫氣泄漏造成燃燒和爆炸事故,氫氣管道的管材應采用無縫鋼管[2]。
在無設計要求的情況下,排污管的管道和管道組成件應與主管材質相同或高于主材材質,規格在DN40—DN50 之間;若有設計要求,則根據設計要求選擇排污管的材質及規格,本方案采取DN40 材質為20# 的無縫鋼管。
2.3 施工工藝流程
該工程施工工藝流程為:施工前準備→管道下料→管道焊接→主管鉆孔、開坡口→管道安裝→管道焊接→無損檢測→系統壓力試驗。
2.3.1 施工前準備
(1)焊接施工前應根據管道材質及相應規范規定,選擇合適的焊接工藝評定、編制焊接工藝卡。
(2)焊接材料的質量必須符合國家及有關標準要求,使用的材料應包含焊接材料的質保單合格證;焊接材料的牌號、標記;焊接材料的批號、規格、數量。
(3)焊條要按要求進行烘烤,并且在使用過程中保持干燥。焊條在使用過程中要存放在焊條筒里。
2.3.2 排污管下料、組對及坡口加工
(1)根據設計圖紙,在需設排污管的主管頂部開一個精確的孔,采用磁力鉆進行開孔,并將開坡口打磨,確保焊接時焊道焊透。
(2)打磨完成后,應及時將管道內因切割而產生的異物清除干凈。
(3)根據施工圖紙、單線圖、現場實測的數據進行下料,將排污管口下口切割成斜45°的坡口,并按施工規范要求將坡口打磨光滑;把排污管從頂部插入,將排污管的下端靠近主管底部。
(4) 焊口組對時,須檢查其幾何尺寸與角度;焊件組對時,對口間隙應符合焊接工藝卡的要求,既要保證根部焊透又無熔穿性焊瘤;
(5)坡口加工及清理:焊接坡口型式和尺寸按施工規范及焊接工藝卡的要求執行。
2.3.3 焊接
(1)所有的焊接包括承插焊,都應至少為兩道焊道。一般情況下可只在管外焊接,在特殊情況下也可以進行內外雙焊[3]。
(2)所用焊接方法,焊接電源,極性,焊接材料的牌號、規格及生產廠家,以及預熱溫度、層間溫度均應按相應的焊接工藝指導書進行。
(3)所有對接接頭、承插連接應完全焊透。
(4)在焊接下一焊道前, 應清除每層焊道的焊接飛濺和焊渣。
(5)在焊接過程中應采取措施防止咬邊、內部凹陷及引弧缺陷等的產生;應避免由于正常重新引弧產生的弧坑缺陷或不連續等缺陷的產生;焊縫接頭的焊縫金屬應保持均勻并且焊透;焊縫接頭上的多余焊縫金屬應打磨掉。
(6)一旦開始進行焊接,在焊縫焊完之前,應采取措施防止移位、沖擊、振動或可能影響焊縫質量的應力。
(7)嚴禁在坡口之外的母材表面引弧和試驗電流,并防止電弧擦傷母材。焊接時應保證起弧和收弧處的質量,收弧時應將弧坑填滿。多層焊的層間接頭應錯開。
(8)打底焊縫完成以后, 應打磨掉任何可見的缺陷,以及任何可能對下一道焊縫有危害的不連續因素。手工電弧焊應仔細清除焊渣。
(9)對于承插焊接頭的裝配,應使用一張2mm 厚的紙片,或特殊設計的伸縮環(例如Gap-a-Let 環)放在接縫的底部,保證焊后有1.0mm 的空隙。焊后的最大間隙為3.0mm。
(10)焊接完成后應做好相應的標識。
2.3.4 無損檢測
除設計文件另有規定外,現場焊接的管道和管道組成件的承插焊焊縫、支管連接焊縫(對接式支管連接除外)和補強圈焊縫、密封焊縫、支吊架與管道的連接焊縫,以及管道上的其他角焊縫,表面均應進行磁粉檢測或滲透檢測。對發現的不合格焊縫,經返修后,返修部位應采用原規定的檢驗方法重新進行檢驗。焊縫質量合格標準不應低于現行行業標準《承壓設備無損檢測第4 部分磁粉檢測》JB/ T4730.4 和《承壓設備無損檢測第5 部分滲透檢測》JB/ T4730.5 規定的Ⅰ級。檢驗數量應符合設計文件和表1 的規定。

表1 焊縫檢查等級與無損檢測比例對著表
3 閥門及末端軟管設置
(1)閥門選擇時,可選擇球閥或截止閥。若主管內介質為有毒有害性較大的氣體時,可設置雙閥,以確保生產能夠安全、連續、穩定的運行。本工程主管介質為氫氣,易燃易爆,無毒無害,故選擇單球閥連接。
(2)閥門安裝前,應按設計文件核對型號,并應按介質流向確定安裝方向(主要針對截止閥)。有固定流向的閥門安裝方向應與介質流向一致,安裝和搬運時不得以手輪作為起吊點,且不得隨意開關閥門。
(3)閥門安裝前必須按閥門試壓方案的要求進行試驗,試驗合格后方可使用。
(4)閥門的安裝位置和手柄朝向、介質流向必須按圖施工。
(5)在排污管排污時,為防止排污液濺出,減少對環境的影響,應在排污管末端增加一組軟管,對排污液進行導流,以便對排污液進行有效的處理。若排污液是腐蝕性較強的介質時,建議在軟管接頭前增加一組不銹鋼法蘭,軟管也應采用不銹鋼軟管。安裝簡圖如圖2所示。
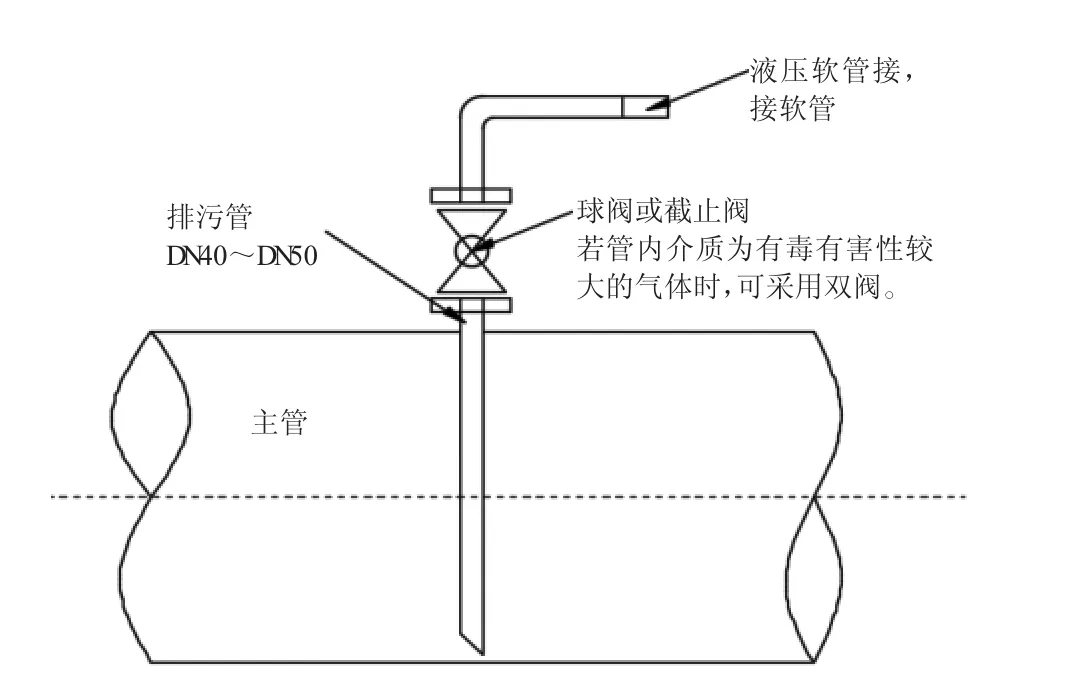
圖2 安裝簡圖
4 安全事宜
石油化工是國民經濟的支柱產業,在我國現代化建設中有著舉足輕重的地位。隨著石油化工的快速發展,大量的石化廢水排放對環境造成了很大的威脅,廢水處理越來越受到關注[4]。在進行排污時應做到以下幾點來減少對環境的污染:
(1)采用在管道頂部增加排污口的方案時,必須保證主管內的氣態壓力為正壓,而且要保證氣體壓力能夠將底部的液體通過排污管壓出管外。
(2)施工完成后應及時回收余料、廢料,嚴禁亂堆亂放,保持現場清潔,無焊條頭和垃圾,做到工完料凈場地清。
(3)若主管內是易燃易爆及有毒有害氣體時,在排污時,要做好防火、防爆措施,施工人員要帶好防毒面具并配備消防器材。
(4)在打開閥門進行排污操作時,操作人員應備好廢水容器,排污完畢應確定關嚴排污閥門之后,才能離開。
(5)在廢水處理完成后,操作人員應及時將廢水帶離現場,對無回用價值的廢水采用經濟高效的處理技術進行有效處理。
(6)在打開排污閥時,要緩慢開啟閥門,且開啟不要過大,防止主管氣體過多的排入到大氣中,污染環境。
5 結語
如今化工行業越來越趨近精密化、復雜化,在設計施工中經常會出現一些特殊情況。工程實踐表明,此種在管道頂部增加排污口的方案,排污效果良好,具有設計結構簡單、現場安裝便捷、節約工程成本,以及能夠在特殊情況下經行有效排污的特點。在特殊情況下,可考慮應用于今后的實際生產中。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
煤氣與熱力(2021年3期)2021-06-09 06:16:18
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24