淺析變速器換檔撥叉斷裂失效原因及預防措施
2020-09-06 14:11:30黃華波
時代汽車 2020年16期
黃華波
摘 要:為確定某汽車變速器換檔撥叉斷裂原因,對該撥叉進行了斷口宏觀分析、SEM電鏡分析、尺寸及相關性能檢測分析、裝配鉚壓工藝調查及CAE受力分析。分析表明:由于撥叉斷裂部位過渡圓角過小,在壓鑄脫模或壓裝工序容易造成圓角部位應力集中;撥叉斷口處存在氣縮孔鑄造缺陷,降低了撥叉強度,同時撥叉襯套鉚壓時可能引起的損傷加劇撥叉斷裂風險。上述綜合因素導致撥叉在使用中受到較大外力時發生斷裂,針對上述導致撥叉斷裂的風險因素,制定了相應的解決方案。
關鍵詞:撥叉 斷裂 過渡圓角 應力集中 氣縮孔
隨著汽車產業的飛速發展,汽車已成為人們出行的必要交通工具,變速器作為汽車的核心傳動部件,其性能越來越受到人們的關注,變速器問題也成為用戶最為關心的問題之一,變速器質量問題除了一些影響NVH及操控性能問題外,還有一些會影響到行車安全,可能導致交通事故的發生。因此,人們對汽車變速器的安全性、可靠性提出了越來越高的要求。變速器撥叉斷裂會導致車輛無法正常掛檔,極端情況下撥叉碎塊可能造成變速器內部齒輪卡死,車輛無法正常行駛,屬于變速器最嚴重的失效模式之一。撥叉斷裂的原因很多,包括材料選用、強度設計、鑄造工藝、裝配鉚壓工藝、環境因素(使用或腐蝕)等。
本文針對變速器撥叉斷裂原因進行分析研究,以期對撥叉及其它壓鑄類零件斷裂失效分析提供參考。
1 問題描述
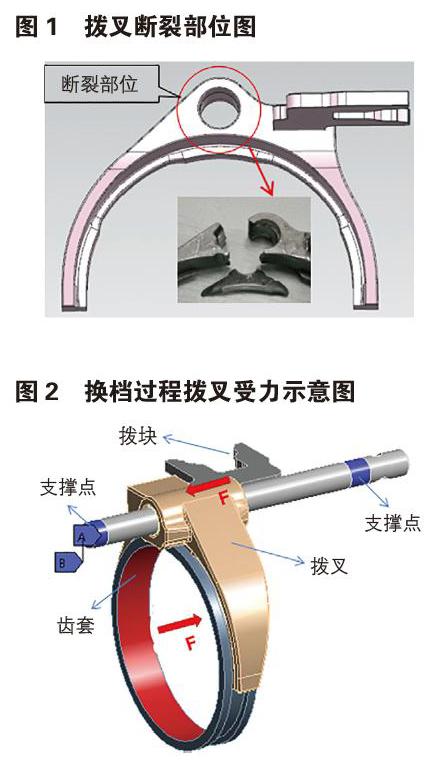
某車型變速器在做動力總成耐久試驗過程中,三四檔撥叉發生斷裂,斷裂部位為撥叉軸孔處。經確認,該撥叉材質采用R14鋁合金,毛坯件通過壓鑄而成,撥叉通過機加工處理后進入撥叉裝配工位,主要有撥叉襯套鉚壓工位、撥叉與撥叉軸拼裝工位。此次撥叉斷裂部位為撥叉軸孔部位(見圖1),在結構設計上,撥叉軸兩端支撐在變速器殼體上,需要換檔時通過撥頭撥動撥塊,使撥叉沿撥叉軸軸向方向運動,并推動齒套(同步器)移動,從而達到換檔目的。撥叉工作時受到撥塊、齒套及撥叉軸的共同作用力,如圖2所示。
2 檢測及分析
2.1 斷裂件鑄造圓角檢測
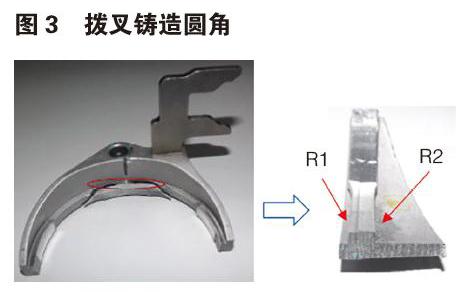
如下圖3所示,對撥叉鑄造圓角R1和R2進行檢測,R1圓角數值為0.20mm,R2圓角數值為0.12mm,技術要求R圓角為1.00~1.20mm。分析認為,R1/R2圓角過小,撥叉在壓鑄過程的脫模工序,或在裝配過程撥叉軸孔的襯套壓裝工序,都極易造成R1/R2圓角部位的應力集中。
2.2 宏觀斷口分析
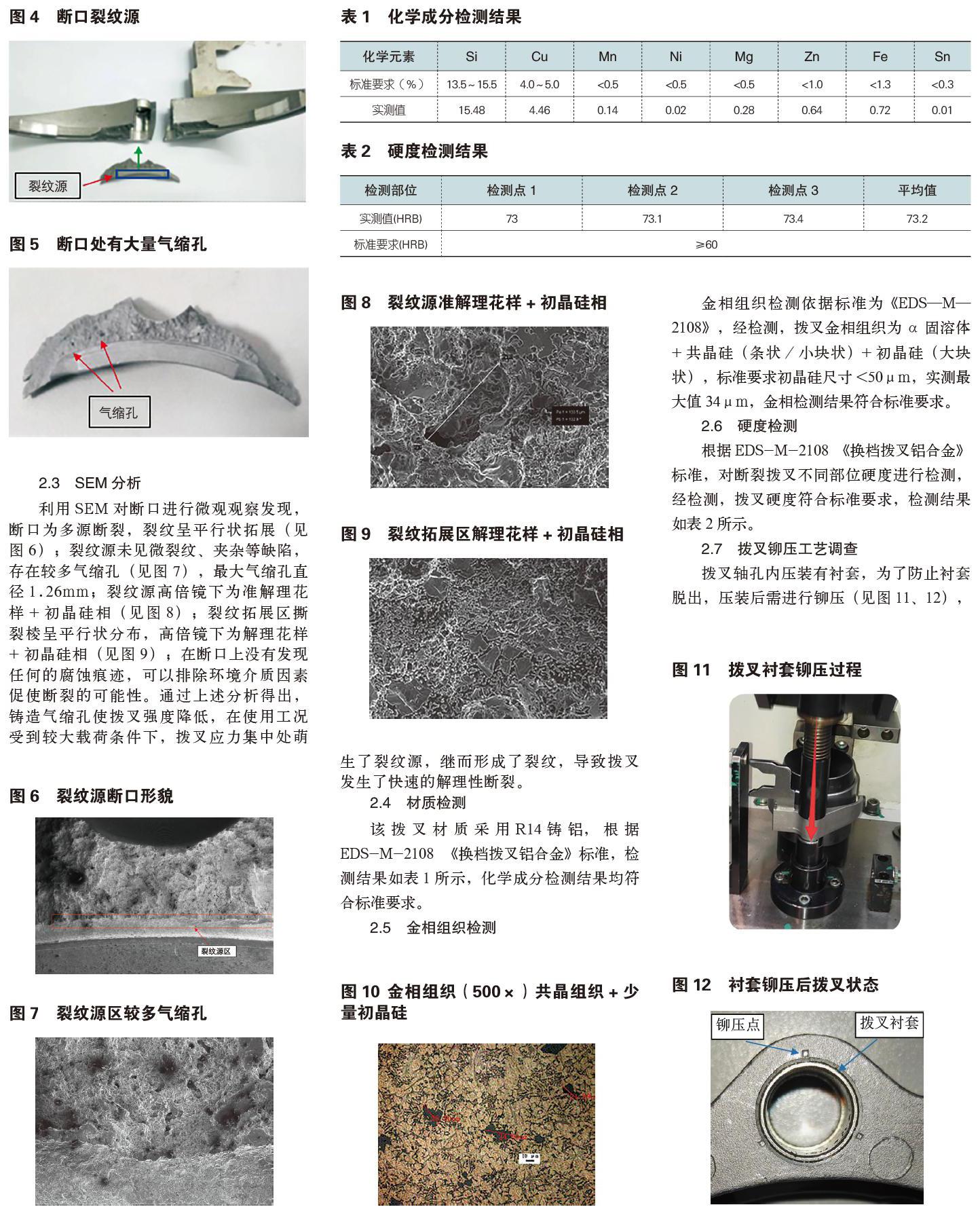
經對斷裂撥叉的斷口進行宏觀觀察,斷口位置位于撥叉軸孔位置(見圖4),斷口為多源斷裂,裂紋源位置如圖4方框所示;裂紋拓展方向如圖4綠色箭頭所示;斷口中含有較多氣縮孔(見圖5)。
2.3 SEM分析
利用SEM對斷口進行微觀觀察發現,斷口為多源斷裂,裂紋呈平行狀拓展(見圖6);裂紋源未見微裂紋、夾雜等缺陷,存在較多氣縮孔(見圖7),最大氣縮孔直徑1.26mm;裂紋源高倍鏡下為準解理花樣+初晶硅相(見圖8);裂紋拓展區撕裂棱呈平行狀分布,高倍鏡下為解理花樣+初晶硅相(見圖9);在斷口上沒有發現任何的腐蝕痕跡,可以排除環境介質因素促使斷裂的可能性。通過上述分析得出,鑄造氣縮孔使撥叉強度降低,在使用工況受到較大載荷條件下,撥叉應力集中處萌生了裂紋源,繼而形成了裂紋,導致撥叉發生了快速的解理性斷裂。
2.4 材質檢測
該撥叉材質采用R14鑄鋁,根據EDS-M-2108 《換檔撥叉鋁合金》標準,檢測結果如表1所示,化學成分檢測結果均符合標準要求。
2.5 金相組織檢測
金相組織檢測依據標準為《EDS—M—2108》,經檢測,撥叉金相組織為α固溶體+共晶硅(條狀/小塊狀)+初晶硅(大塊狀),標準要求初晶硅尺寸<50μm,實測最大值34μm,金相檢測結果符合標準要求。
2.6 硬度檢測
根據EDS-M-2108 《換檔撥叉鋁合金》標準,對斷裂撥叉不同部位硬度進行檢測,經檢測,撥叉硬度符合標準要求,檢測結果如表2所示。
2.7 撥叉鉚壓工藝調查
撥叉軸孔內壓裝有襯套,為了防止襯套脫出,壓裝后需進行鉚壓(見圖11、12),鉚壓力過小可能造成襯套防脫力不夠,使用過程中襯套脫出,鉚壓力過大可能對撥叉鑄件本體造成損傷,產生初始裂紋甚至開裂,因此襯套鉚壓應盡可能在保證襯套不會脫出的前提下降低鉚壓力。該撥叉原狀態采用矩形鉚壓頭,采用8.5~9.5KN的鉚壓力,存在壓傷撥叉本體風險。為降低鉚壓力,現對鉚壓頭進行優化,將矩形鉚頭增加錐度及圓角,減小正面接觸面積,鉚壓力降低為5~6KN,經測試驗證,襯套拔脫力和原狀態差異不大,能夠滿足拔脫力要求。
2.8 CAE分析
根據撥叉材料屬性及使用工況,通過CAE模擬撥叉受力情況,對撥叉進行受力分析及校核,經分析可以看出撥叉所受最大拉應力位于撥叉軸孔處(見圖13),與撥叉斷裂位置一致,該處最大拉應力為85MPa,安全系數1.41,正常情況能夠滿足撥叉使用強度要求。
3 分析與討論
通過上述分析,我們知道:
(1)該斷裂撥叉的化學成分、金相組織、硬度檢測均符合相關標準要求。
(2)該撥叉毛坯件采用壓鑄生產,斷裂件氣縮孔較多,且最大氣縮孔直徑達到1.26mm,該鑄造缺陷降低了撥叉強度,產生氣縮孔主要由于鑄造工藝或鑄造模具引起,如鋁液溫度控制不合理,波動大或鋁液除氣不徹底;壓鑄模具溫度過低,尤其剛開班前幾件,模具溫度未達到正常穩定溫度;模具本身設計不合理,壓鑄時空氣不能有效排出等因素。
(3)撥叉斷裂部位過渡圓角R1/R2過小(數值分別為:0.20mm和0.12mm),撥叉在壓鑄過程的脫模工序,或在裝配過程撥叉軸孔的襯套壓裝工序,都極易造成R1/R2圓角部位存在較高應力集中,在載荷作用下容易產生裂紋源,繼而形成裂紋導致斷裂。
(4)撥叉襯套鉚壓工位,因鉚壓力較大,在鉚壓襯套時可能會造成撥叉軸孔周邊部位存在壓裂或微裂紋風險,導致使用過程受到較大載荷時沿裂紋處發生斷裂。
(5)根據CAE分析,撥叉在受載過程中,撥叉軸孔處所受拉應力最大,該處屬于撥叉薄弱部位,在設計時應對該處結構進行優化,增強設計強度,提高安全系數。
4 解決方案及建議
(1)優化調整撥叉壓鑄模具排氣工藝,控制氣孔產生,增加模具溫度實時監測及報警功能;并增加X光探傷頻次,及早發現存在氣縮孔的缺陷零件,防止流入后續工序。
(2)對撥叉磨具重新修模,增大過渡圓角,減小應力集中。
(3)撥叉襯套鉚壓工裝及工藝改進,優化鉚壓頭形狀,降低鉚壓壓力。
(4)優化撥叉結構設計:撥叉軸孔支撐長度加長,孔口處厚度加厚,加強撥叉強度,使受扭轉力矩時支撐效果更好,安全系數明顯提高。
5 結束語
本文通過宏觀、微觀斷口分析,相關尺寸性能檢測、撥叉裝配鉚壓工藝調查及CAE受力分析,確定造成撥叉斷裂的影響因素,從而制定相應解決方案,提高了撥叉使用可靠性,防止撥叉斷裂故障再次發生,消除用戶抱怨及行車安全隱患。其分析方法對其它相關斷裂失效件也有著借鑒意義,在零件結構設計、壓鑄工藝、裝配及鉚壓工藝等方面應盡可能避免上述因素造成的零件斷裂失效。
參考文獻:
[1]束德林.工程材料力學性能[M].北京:機械工業出版社,2003.
[2]文九巴.機械工程材料[M].北京:機械工業出版社,2009.
[3]李炯輝.金屬材料金相圖譜[M].北京:機械工業出版社,2006.
[4]陳國楨. 鑄件缺陷和對策手冊[M].北京:機械工業出版社,1996.
