淺談微型車白車身門蓋匹配及問題解決
2020-09-06 14:09:41武繼恩陳世坤
時(shí)代汽車 2020年14期
武繼恩 陳世坤


摘 要:車身外部匹配問題主要涉及前臉、尾部和側(cè)面(門與門、門與側(cè)圍)的匹配,本文主要討論微型車五門一蓋的外部配合問題,微型車的五門一蓋通常指左右前門、左右后側(cè)門、尾門和發(fā)動(dòng)機(jī)蓋板;常見的匹配問題有間隙小干涉、左右差異、段差及特征線相互位置差異(腰線不齊)等,本文簡(jiǎn)要說明了五門一蓋的位置關(guān)系、新產(chǎn)品匹配的注意事項(xiàng)及案例分析。
關(guān)鍵詞:五門一蓋 間隙 段差 特征線相互位置
1 前言
隨著社會(huì)的進(jìn)步,人們的質(zhì)量意識(shí)不斷提高,對(duì)整車的感知質(zhì)量提出了更高的要求,這也意味著對(duì)整車的制造質(zhì)量要求更高,車身的匹配問題越來越重要。外部匹配問題不涉及功能及法規(guī)性,但作為整車的質(zhì)量特性,代表著整車的尺寸精度,同樣反映了整車工廠的制造水平;尤其是近幾年整車廠的增加,同價(jià)位的車型品種繁多,客戶可參考對(duì)比的車型增加,對(duì)匹配問題的關(guān)注度越來越高。本文主要討論車身門蓋的匹配,門蓋匹配的問題主要有:配合件的間隙段差、平行度、左右差異,特征線相互位置不對(duì)。顧客評(píng)價(jià)車輛的第一印象就是外觀質(zhì)量,外部配合是外觀質(zhì)量的重要特征,影響整車的滿意度。
2 五門一蓋的位置關(guān)系及新產(chǎn)品匹配工藝流程和注意事項(xiàng)
2.1 五門一蓋位置和匹配情況說明
從前向后依次為發(fā)動(dòng)機(jī)蓋板、翼子板(左右)、前門(左右)、后側(cè)門(左右)和尾門。發(fā)動(dòng)機(jī)蓋板與翼子板匹配、翼子板與前門匹配、前門與后側(cè)門匹配、后側(cè)門與后側(cè)圍匹配、后側(cè)圍與尾門匹配。見圖1:
2.2 新產(chǎn)品匹配工藝流程
后側(cè)門安裝(A、B柱均不外露)前門安裝翼子板安裝發(fā)蓋安裝尾門安裝(獨(dú)立系統(tǒng)、可不受限),各安裝工具均調(diào)至理論狀態(tài);見圖2說明:
2.3 新產(chǎn)品匹配驗(yàn)證注意事項(xiàng)
2.3.1 總裝件的影響
新產(chǎn)品開發(fā)驗(yàn)證階段,若車門在車身安裝,首先應(yīng)考慮總裝件對(duì)門蓋的影響,包含密封膠條、各門總成附件和空氣撐桿或彈簧對(duì)尾門的下拉或上舉量;密封膠條有硬度和壓縮負(fù)荷的要求,門蓋安裝后,若車門內(nèi)間隙控制偏小,膠條會(huì)向外擠壓門蓋,造成段差問題,通常在角部擠出量最大,約為1-2mm,因此車身車間的門蓋狀態(tài)需提前給出預(yù)留量,來保證整車的段差。各門總成附件(玻璃、門鎖、飾板等)本身由一定的重量,車門安裝后,加之門自身的重量,車門會(huì)下沉,下沉量通常為1-2mm,造成AV間隙(平行度不好)或特征線位置不匹配問題,同樣車門安裝時(shí),車門的Z向需給出預(yù)留量,具體如圖3:
尾門與頂蓋段差問題統(tǒng)計(jì)驗(yàn)證:尾門空氣撐桿或彈簧的下拉或上舉會(huì)直接影響尾門的下沉和上舉,需根據(jù)具體情況制定合理的預(yù)留量,某車型經(jīng)過驗(yàn)證尾門存在下沉趨勢(shì),左側(cè)下沉量為2.62,右側(cè)為2.52,具體驗(yàn)證方法如下,定向跟蹤車輛狀態(tài),車身車間測(cè)量一次,總裝下線測(cè)量一次,每天測(cè)量跟蹤10臺(tái)車,共計(jì)跟蹤3天,經(jīng)過統(tǒng)計(jì),60個(gè)測(cè)點(diǎn)中有44個(gè)點(diǎn)下沉量在2-3mm,約占測(cè)點(diǎn)總和的73.3%,測(cè)量數(shù)據(jù)如表1:
2.3.2 白車身尺寸精度影響
白車身上門蓋的安裝孔直接影響門蓋的間隙和段差,安裝孔X向的偏差主要影響門蓋的間隙,Y向偏差主要影響門蓋匹配的段差,當(dāng)然對(duì)與微型車來講,B柱外漏時(shí),B柱型面及C柱型面的XY向同樣會(huì)影響匹配的間隙段差,項(xiàng)目期間白車身要進(jìn)行CMM測(cè)量來確定白車身上孔位和型面的狀態(tài),以此來綜合評(píng)價(jià)門蓋的匹配狀態(tài)。
2.3.3 門蓋零件本身型面的影響
門蓋型面主要通過門蓋檢具來進(jìn)行評(píng)價(jià),隨著技術(shù)的進(jìn)步,白光及CMM測(cè)量?jī)x的使用逐漸增加,門蓋上檢具的間隙和段差影響匹配的間隙和段差,假定與之匹配的零件型面OK,則門蓋的間隙段差直接影響匹配的間隙段差。門蓋上檢具間隙超差,首先要確認(rèn)門蓋的內(nèi)外板的檢具狀態(tài),尤其是外板的型面,外板直接影響總成的間隙,外板狀態(tài)合格的情況下,就要考慮包邊機(jī)的影響,是否存在滾邊等問題。門蓋的內(nèi)板主要影響門總成的段差,內(nèi)板狀態(tài)合格的情況下,就考慮內(nèi)板加強(qiáng)板焊接拼臺(tái)的影響,必要時(shí)可以通過工裝調(diào)整進(jìn)行門的預(yù)變形。
2.3.4 鉸鏈零件的影響
門蓋鉸鏈的零件結(jié)構(gòu)大同小異,無外乎有2個(gè)安裝面,車身側(cè)和門蓋內(nèi)板側(cè),這里以前門安裝舉例說明,鉸鏈的數(shù)模圖如圖4:其中A面為車身安裝側(cè),B面為門內(nèi)板安裝側(cè),A面上2個(gè)孔位的位置精度和尺寸精度影響前門的X向安裝,造成與周邊配合的間隙問題,靠前則與后側(cè)門的間隙大,靠后則與后側(cè)門的間隙小。B面上2孔位為門內(nèi)板上固定孔,B面上2個(gè)孔位的位置和尺寸精度影響前門的Y向安裝,影響前門與翼子板的段差問題。
2.3.5 門蓋安裝輔具的影響
目前微型車門蓋的安裝已經(jīng)形成了一套比較可靠的安裝輔具,輔具的設(shè)計(jì)主要考慮拿取方便實(shí)用,定位可靠;輔具定位應(yīng)優(yōu)先考慮孔位定位,沒有合適的孔位時(shí),考慮相對(duì)平整的面來定位。同樣以前門舉例說明,前門安裝輔具通過定位面來保證前門的X向和Z向安裝尺寸,保證與周邊的配合。具體定位如圖5:
3 門蓋匹配問題案例分析
左右前門開門時(shí)與翼子板干涉碰漆問題,故障模式如圖6:
3.1 問題癥結(jié)查找
前門開門時(shí)與翼子板間干涉碰漆的主要原因有2個(gè):1、翼子板與前門的間隙小;2、翼子板與前門的負(fù)段差超標(biāo),前門開門時(shí)與翼子板干涉。總裝車間現(xiàn)場(chǎng)留故障車進(jìn)行測(cè)量分析,數(shù)據(jù)如圖7:
從故障車翼子板與前門的間隙段差測(cè)量數(shù)據(jù)看,翼子板與前門的段差符合標(biāo)準(zhǔn)要求,間隙數(shù)據(jù)最大超差0.8mm,與中值對(duì)比差異1~2mm,對(duì)比不干涉的車,間隙數(shù)據(jù)均在4mm以上,故可確定間隙值偏小是導(dǎo)致干涉的癥結(jié)所在。
3.2 分析干涉的根本原因
根據(jù)前面的介紹,影響間隙的因素主要有:門蓋零件本身型面偏差、鉸鏈孔位偏差、白車身上門蓋安裝孔及面的CMM數(shù)據(jù)、門蓋安裝輔具的影響等。下面就整對(duì)具體的因素進(jìn)行根本原因分析;
1、確認(rèn)門蓋零件本身型面的狀態(tài)-翼子板進(jìn)行檢具確認(rèn),與前門配合區(qū)域右翼子板間隙數(shù)據(jù)均在合格范圍內(nèi),左翼子板S6、S7、S8三點(diǎn)間隙偏小,最大為1.1mm,不合標(biāo)準(zhǔn),數(shù)據(jù)如圖8:
解決方案為:對(duì)翼子板模具整改保證間隙要求。
2.確認(rèn)門蓋型面的狀態(tài)--左右前門進(jìn)行檢具狀態(tài)確認(rèn),左右前門個(gè)各測(cè)量5件,與翼子板配合區(qū)域間隙數(shù)據(jù)符合標(biāo)準(zhǔn)要求,測(cè)量結(jié)果如圖9:
3.前門安裝鉸鏈孔位和型面確認(rèn)--對(duì)左右前門鉸鏈進(jìn)行檢具確認(rèn),基準(zhǔn)孔的的尺寸及位置度符合標(biāo)準(zhǔn)要求,基準(zhǔn)面及型面的間隙均符合標(biāo)準(zhǔn),數(shù)據(jù)如圖10:
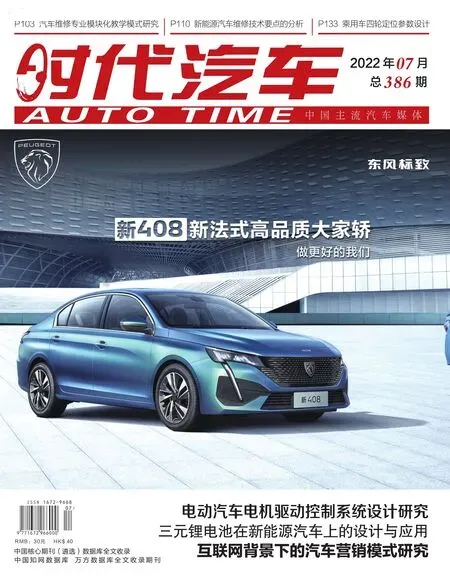
4.白車身CMM數(shù)據(jù)確認(rèn)--分析白車身上前門及翼子板安裝孔的X向尺寸,根據(jù)CMM測(cè)量趨勢(shì)圖分析,前門及翼子板安裝孔的測(cè)量數(shù)據(jù)均在控制線內(nèi),符合標(biāo)準(zhǔn)要求,合格率100%。翼子板測(cè)量數(shù)據(jù)見圖11,前門鉸鏈安裝孔測(cè)量數(shù)據(jù)見圖12:
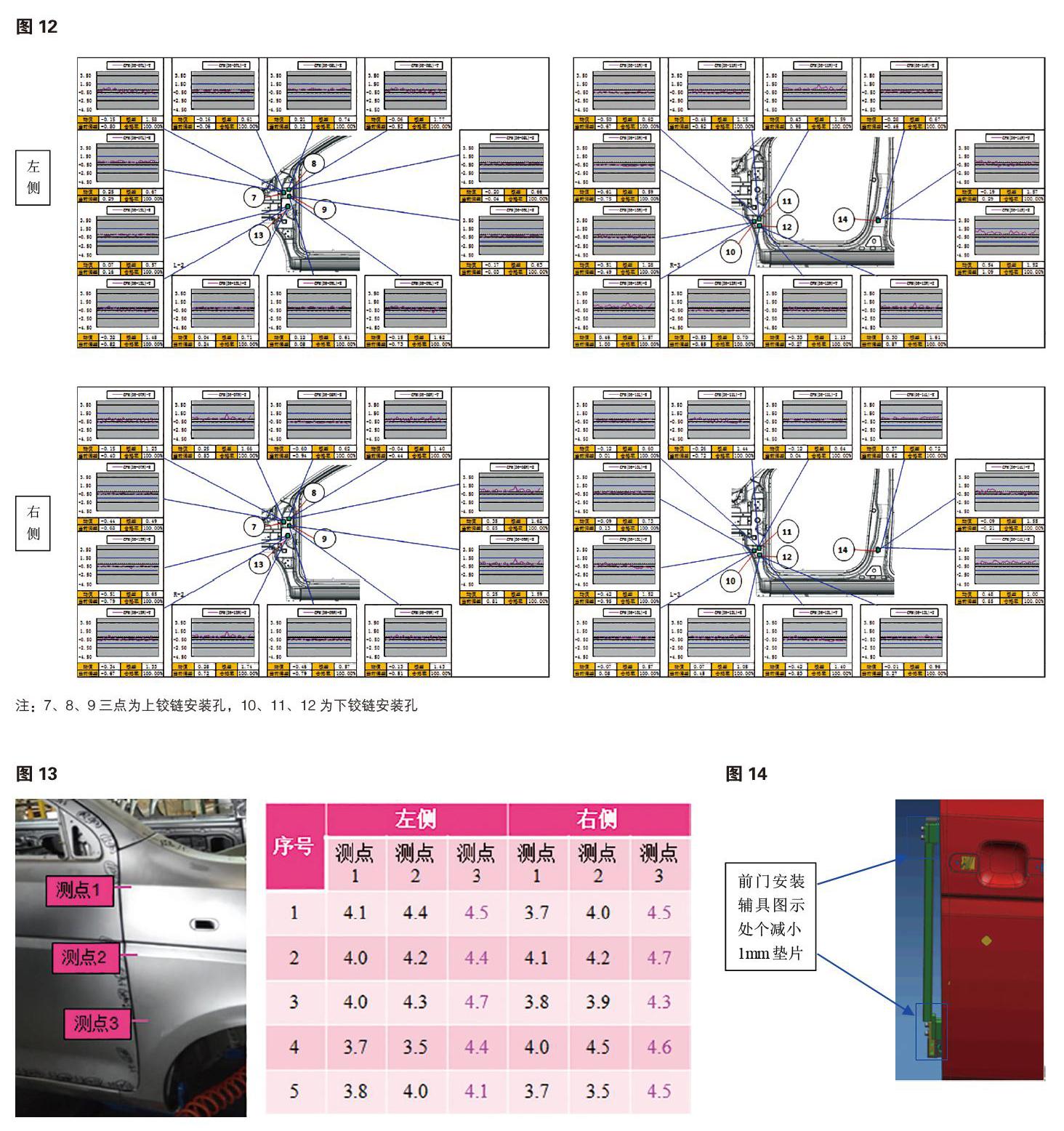
5.前門安裝輔具調(diào)查--主要查看X向定位,前門安裝工具定位面完好,無磨損,前門及翼子板安裝完成后,測(cè)量前門與翼子板的間隙,現(xiàn)場(chǎng)測(cè)量上、中、下三個(gè)測(cè)點(diǎn),上部標(biāo)準(zhǔn):4.5±1mm,下部標(biāo)準(zhǔn):4~6mm,測(cè)量間隙值均偏下限,總裝安裝門總成附件后前門下沉,下沉量為2mm左右,造成前門與翼子板下部間隙小甚至干涉。具體測(cè)量數(shù)據(jù)如圖13:
現(xiàn)場(chǎng)查看車身員工操作過程,前門安裝后,安裝翼子板,車身員工根據(jù)前門調(diào)整翼子板與前門的間隙,因翼子板與前門的型面合標(biāo)準(zhǔn),且白車身上安裝孔及鉸鏈值合標(biāo)準(zhǔn),員工通過常規(guī)調(diào)整無法保證翼子板與前門的間隙在5mm以上,只有通過前門的安裝輔具來控制,最終對(duì)前門安裝輔具X向定位面進(jìn)行調(diào)整,X向減小1mm墊片,使前門整體后移1mm,解決此問題,見圖14。
4 總結(jié)
白車身五門一蓋的匹配就是尺寸鏈的分析,此類問題的影響因素較多,解決起來相對(duì)困難,工程師團(tuán)隊(duì)需要花費(fèi)很大的精力去分析研究;要很好的解決此類匹配問題,首先應(yīng)該掌握各門蓋的相互位置及裝配關(guān)系,其次是了解各門蓋的裝配工藝及生產(chǎn)過程,有了這些知識(shí),就可以根據(jù)實(shí)際問題,按照門蓋零件、鉸鏈、白車身數(shù)據(jù)、門蓋安裝工具的法則逐一調(diào)查,直至找到根本原因。
參考文獻(xiàn):
《汽車尺寸工程技術(shù)》漕渡 劉永清著.