曲軸滾壓力與疲勞強(qiáng)度分析
2020-09-06 14:09:21黃中順蒲鷹鄧玉婷
時(shí)代汽車 2020年13期
黃中順 蒲鷹 鄧玉婷


摘 要:曲軸是發(fā)動(dòng)機(jī)的核心零部件,在發(fā)動(dòng)機(jī)工作過程中它承受連桿傳來的力,并將其轉(zhuǎn)變?yōu)檗D(zhuǎn)矩通過曲軸輸出并驅(qū)動(dòng)發(fā)動(dòng)機(jī)上其他附件工作。曲軸受到旋轉(zhuǎn)質(zhì)量的離心力、周期變化的氣體慣性力和往復(fù)慣性力的共同作用,使曲軸承受彎曲扭轉(zhuǎn)載荷的作用。因此要求曲軸有足夠的強(qiáng)度和剛度,隨著國內(nèi)市場對小排量、增壓發(fā)動(dòng)機(jī)性能的要求不斷提高,曲軸結(jié)構(gòu)在輕量化的同時(shí)也要求具有較高的疲勞強(qiáng)度,而對強(qiáng)度影響最大的就是曲軸的強(qiáng)化方式及參數(shù),因此,研究曲軸的滾壓力與疲勞強(qiáng)度的關(guān)系是每個(gè)新型號曲軸開發(fā)過程中必不可少的一項(xiàng)工作。
關(guān)鍵詞:曲軸 滾壓力 疲勞強(qiáng)度
本文通過對我公司目前加工的一款小排量發(fā)動(dòng)機(jī)曲軸采用不同滾壓力進(jìn)行試驗(yàn),以驗(yàn)證滾壓力對曲軸疲勞強(qiáng)度的影響,該款曲軸排量為1.0T,材料為球墨鑄鐵QT700-2。在開發(fā)階段,采用了四組不同的滾壓力對曲軸的主軸、連桿圓角沉槽進(jìn)行滾壓,同時(shí)記錄過程相關(guān)的數(shù)據(jù),以方便進(jìn)行后期工藝參數(shù)的確定和強(qiáng)度的分析。
1 曲軸的主要工藝流程
該款曲軸主要的工藝流程為:采用數(shù)控車床進(jìn)行粗、精車主軸頸及滾壓沉槽——銑床進(jìn)行外銑連桿頸外圓及開檔——數(shù)控車床車削連桿頸外圓及滾壓沉槽——加工中心鉆曲軸油孔并倒角——曲軸滾壓設(shè)備對主軸、連桿沉槽進(jìn)行滾壓——數(shù)控磨床對曲軸主軸、連桿進(jìn)行磨削——數(shù)控磨床磨削兩端——加工中心加工兩端螺紋孔——曲軸動(dòng)平衡——軸頸外圓拋光——清洗、檢查、包裝。
在滾壓工序,主軸頸采用恒定壓力進(jìn)行滾壓,而連桿頸采用變壓力進(jìn)行滾壓,在連桿內(nèi)側(cè)240度內(nèi)為高壓力滾壓區(qū)域,在連桿高點(diǎn)方向120度內(nèi)則為低壓力滾壓區(qū)域,由于曲軸自身的結(jié)構(gòu)影響,在內(nèi)側(cè)平衡塊厚度較厚,而連桿頂部的兩側(cè)平衡較薄,采用這種變壓力進(jìn)行滾壓目的是保證連桿開檔寬度均勻,而曲軸在工作過程中,受各種沖擊力大的危險(xiǎn)區(qū)域在內(nèi)側(cè),因此同側(cè)的壓力必須保證。
2 曲軸強(qiáng)化方式分析
小排量發(fā)動(dòng)機(jī)曲軸目前普遍采用的強(qiáng)化方式主要有:圓角滾壓、圓角淬火、整體氮化,圓角滾壓強(qiáng)化方法就是在滾輪的壓力作用下,在主軸、連桿的過渡圓角沉槽區(qū)域形成一條滾壓塑形變形帶,產(chǎn)生了殘留應(yīng)力,可與曲軸在工作時(shí)的拉應(yīng)力相抵削或部分抵消,從而達(dá)到強(qiáng)化效果方式,在國內(nèi)目前小排量球鐵曲軸上應(yīng)用十分普遍,采用該方式強(qiáng)化后,曲軸的壽命可以提高百分之八十以上,這種工藝已經(jīng)較為成熟,可以采用進(jìn)口或國產(chǎn)設(shè)備都能實(shí)現(xiàn)加工,加工的經(jīng)濟(jì)性好。圓角淬火主要應(yīng)用在鍛鋼曲軸上,在主軸、連桿軸徑表面及圓角區(qū)域進(jìn)行感應(yīng)淬火,形成淬硬層,從而提高表面的硬度及曲軸的疲勞強(qiáng)度。整體氮化則采用將曲軸放置在氮化爐中進(jìn)行表面滲氮以提高表面硬度及整體強(qiáng)度,但該工藝耗能大,過程變形不易控制等,目前已經(jīng)較少應(yīng)用。
3 試驗(yàn)滾壓力及過程數(shù)據(jù)
該型號曲軸最初的設(shè)計(jì)滾壓力為6000-7000N,為驗(yàn)證出最優(yōu)的壓力以取得最高的疲勞強(qiáng)度,分別進(jìn)行了6500N、7500N、8500N、9500N這四組壓力進(jìn)行滾壓,滾壓前加工出的圓角為R1.3±0.1,而所采用的滾壓輪圓角為R1.2(0,-0.03),在分別采用以上四組壓力進(jìn)行滾壓后,圓角沉槽的形狀如下圖1、圖2、圖3、圖4:
從滾壓后的輪廓儀檢測圖形來看,壓力越大,則圓角的變形量越大,形狀也更趨近于滾壓輪的尺寸。
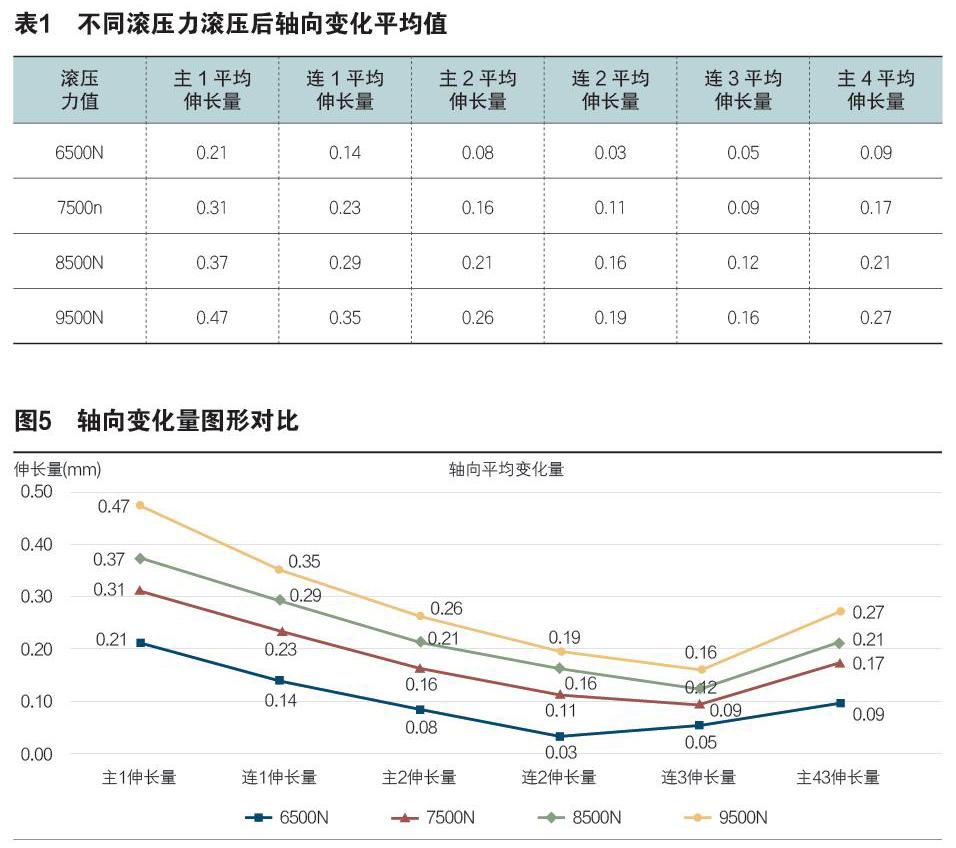
而曲軸在這四組滾壓力進(jìn)行滾壓后的軸向變形量也不相同,以曲軸的第四主靠法蘭端止推面為基準(zhǔn),每種壓力統(tǒng)計(jì)10件的數(shù)據(jù)后,計(jì)算軸向變化的平均值,得出變化規(guī)律如下表1、圖5:
通過對滾壓前后各軸頸到止推面的軸向變化量數(shù)據(jù)可看出,滾壓的壓力越大,則曲軸的軸向變化量也相應(yīng)越大,而曲軸產(chǎn)品在發(fā)動(dòng)機(jī)內(nèi)是精密件,軸向尺寸公差一般在±0.2mm,在確定壓力值后,根據(jù)滾壓的軸向變化量,在前序進(jìn)行軸向尺寸的預(yù)先調(diào)整,以使曲軸在滾壓后軸向尺寸在圖紙的公差范圍內(nèi),但如果軸向的變化量太大,由于每件波動(dòng)范圍不一定都在預(yù)先設(shè)定范圍內(nèi),易容出現(xiàn)由于軸向變化過大超出公差范圍而使產(chǎn)品報(bào)廢的現(xiàn)象。
4 疲勞試驗(yàn)及數(shù)據(jù)分析
4.1 試樣制備
試件為從成品曲軸上截取單拐,每根曲軸取其同一位置的單拐,并進(jìn)行相應(yīng)編號標(biāo)識,每組壓力值截取12個(gè)單拐。
4.2 試驗(yàn)方法
曲軸彎曲疲勞試驗(yàn)在PDC-2電動(dòng)諧振式疲勞試驗(yàn)裝置上進(jìn)行,載荷為對稱的正弦波,加載頻率約55.0HZ。試驗(yàn)前對系統(tǒng)的載荷進(jìn)行了標(biāo)定,標(biāo)定后在所使用的載荷范圍內(nèi),彎矩的相對誤差不大于3%。用升降法測定試件的疲勞極限彎矩。試驗(yàn)的循環(huán)基數(shù)為107周次。定義系統(tǒng)的共振頻率下降1Hz為試件失效。
4.3 安全系數(shù)估算
根據(jù)QC/T637-2000《汽車發(fā)動(dòng)機(jī)曲軸彎曲疲勞試驗(yàn)方法》中規(guī)定發(fā)動(dòng)機(jī)曲軸名義工作彎矩的計(jì)算方法,根據(jù)發(fā)動(dòng)機(jī)汽缸最大爆發(fā)壓力Pmax=9MPa,以及曲軸有關(guān)結(jié)構(gòu)參數(shù)進(jìn)行計(jì)算,得出該曲軸的名義工作彎矩: M-1(工)=288N.m。存活率為99.9%時(shí)的安全系數(shù)計(jì)算公式為:
n99.9%=(M-1-3.09×K×SN-1)/M-1(工)
其中Sn-1為子樣標(biāo)準(zhǔn)差,K為變異系數(shù),M-1(工)為疲勞極限彎矩值。
根據(jù)試驗(yàn)得出的各組壓力下實(shí)際彎矩值如表2:
從實(shí)驗(yàn)結(jié)果可以看出,當(dāng)滾壓力由6500N升到8500N的過程中,曲軸的疲勞彎矩強(qiáng)度是上升的,但升到9500N的滾壓力后,曲軸的疲勞彎矩強(qiáng)度反而降低了,由此我們可以看出,滾壓力并不是越大越能提升曲軸的彎矩強(qiáng)度,當(dāng)壓力值超出一定范圍后反而造成強(qiáng)度下降。
5 結(jié)語
從本次的各組滾壓力加工后得出的對應(yīng)疲勞彎矩強(qiáng)度變化,我們得出該型號曲軸最優(yōu)的壓力滾壓壓力值,同時(shí)驗(yàn)證了滾壓力并不是越大越能增加曲軸的疲勞強(qiáng)度,但曲軸的加工并不只需要關(guān)注疲勞強(qiáng)度,同時(shí)我們也要考慮加工過程的經(jīng)濟(jì)性,在滿足產(chǎn)品要求的安全系數(shù)前提下,盡可能的用最小壓力進(jìn)行滾壓,不僅可以節(jié)省能耗,同時(shí)降低由于過大壓力滾壓造成軸向變形量大產(chǎn)生廢品的比率。
參考文獻(xiàn):
[1]王立新,袁峰,梅本付,謝薇.汽油機(jī)球墨鑄鐵曲軸失效分析與研究[J].上海金屬.2017年01期.
[2]陳曉平.發(fā)動(dòng)機(jī)曲軸疲勞極限載荷預(yù)測方法研究[D].浙江大學(xué).2011年.
[3]丁芳,楊永生,李劍鋒.圓角強(qiáng)化對曲軸疲勞強(qiáng)度的影響[J].拖拉機(jī)與農(nóng)用運(yùn)輸車.2012年01期.
