紅外硫系光學玻璃條紋度測量及表征方法研究
2020-09-04 04:01:02胡向平徐光以麥綠波沈義梅李建新
紅外技術 2020年8期
胡向平,徐光以,麥綠波,沈義梅,楊 靜,陳 振,李建新
(1.湖北新華光信息材料有限公司,湖北 襄陽 441057;2.中國兵器工業標準化研究所,北京 100089;3.昆明物理研究所,云南 昆明 650223)
0 引言
近年來,隨著非制冷型探測器制造技術的突破性進展,紅外光學系統在軍用和民用領域有了廣泛的應用。而對于光學設計者來說,紅外硫系光學玻璃在60℃~80℃以上[1]比Ge 單晶的透過性能更好,熱膨脹系數(coefficient of thermal expansion, CTE)和折射率溫度系數(dn/dT)的配合使用減少了溫度函數焦移,且精密玻璃模造成型(precision glass molding, PGM)是生產高產量、高性能紅外鏡頭最合算的方法[2]。因此該材料在軍用肩扛槍瞄、車載夜視、安防監控和電力故障檢測等領域具有廣闊的應用前景[3-4]。材料的內部品質決定了光學系統的成像清晰程度,特別是光學玻璃內部條紋是影響光學成像質量的最重要因素。而目前用搖擺爐制造紅外光學硫系玻璃的方法決定了產品條紋的質量一致性與晶體材料相比控制困難。因此對于這類材料條紋度的測量就顯得尤為重要,而該類產品的透射波段為0.78~20 μm,由于不透可見光,不能采用無色光學玻璃的條紋度測試方法[5-6]進行條紋檢測[7-8]。但條紋度又是表征產品內在質量的關鍵技術指標,直接影響到紅外成像系統圖像清晰度。而國外尚未報道紅外硫系光學玻璃條紋度的測試方法或評價標準,因此,本文提出了不透可見光紅外硫系玻璃的測試方法,并提出了條紋處灰度新的表征方法,解決了不透可見光玻璃的條紋測試及定量表征問題,為紅外硫系光學玻璃的品質提升及市場應用奠定了技術基礎。
1 測試原理研究
本文提出了基于平行光投影法,用均勻的準直近紅外光照射被測試樣,通過條紋處的光線由于折射率不同會發生偏折,會聚鏡頭組完成了標準紅外眼的設計,利用紅外成像系統采集并顯示該試樣的條紋影像嚴重程度,并對條紋區域的灰度進行判讀。紅外光學硫系玻璃條紋測試原理見圖1。
紅外光源位于準直光學系統的焦點位置,紅外光源發射的紅外光,經過準直光學系統后變成平行光,平行光通過內部有條紋的樣品時,由于樣品內存在條紋,條紋處材料的折射率與周圍材料的折射率不同,因而紅外光源發出的光經過被測樣品后光線會發生偏折,并形成投影像,該投影像經聚焦光學系統后投射在紅外圖像傳感器的靶面上,通過計算機處理系統采集紅外圖像傳感器靶面上的圖像,并顯示在電腦顯示屏上。根據顯示器的圖像進行分析計算。
2 實驗過程
2.1 As40Se60 玻璃樣品的制備
將純度為99.99%以上的單質As 和單質Se 按照原子百分比As:Se=40:60 計算所需原材料,并在真空配料箱中稱量所需原料裝入安瓿瓶中,然后將安瓿瓶取出,與真空設備連接,抽真空,使其真空度達到10-3Pa,將安瓿瓶焊接密封,然后放在搖擺爐中,溫度升至900℃,保溫10 h,并按照一定頻率搖擺,然后將溫度降到600℃,將安瓿瓶取出降溫至300℃,放入退火爐中,按照-4℃/h 的降溫速率降至室溫取出,將安瓿瓶打破取出玻璃。
2.2 As40Se60 玻璃樣品條紋嚴重程度的測試
2.2.1 紅外光學玻璃條紋度測試
利用上述測試原理開發了紅外材料條紋專用檢測儀器,見圖2。
本測試儀由近紅外光源、準直光學系統、聚焦光學系統、紅外圖像傳感器、計算機處理系統以及顯示器組成。打開線路開關,調節電流旋鈕使電流升至133 A,10 min 后接通計算機。調節支架,使其接近鏡頭中心位置的零位,將樣品放到支架上。啟動程序glass.exe,調節移動接收鏡頭,使顯示屏上的畫面邊緣不發生變暗(變亮)情況。通過調焦裝置和glass.exe 程序輔助,在顯示屏上可以得到清晰的條紋圖像,根據此圖像判斷樣品的條紋狀況。
設備技術要求:
①樣品測量尺寸:≤φ150 mm。②分辨率:0.05 mm寬線狀條紋和0.1 mm點狀缺陷。③測量精度:≤0.1 mm。④環境要求:溫度:22℃±5℃。⑤樣品要求:兩通光面平行并拋光,平行度≤0.1 mm,表面光潔度:60/40。

圖1 紅外光學硫系玻璃條紋測試原理圖Fig.1 Principle diagram of striae measurement for infrared chalcogenide optical glass
2.2.2 As40Se60玻璃樣品傳遞函數的測試
采用TRIOPTICS-MTF-LAB設備在溫度22℃下對平行度≤0.1mm,表面光潔度優于60/40的樣品進行測試,測試波長4000 nm。用f/2的中波紅外鏡進行對比評價。測量精度±0.02(軸上)、±0.03(軸外)。
2.2.3 As40Se60玻璃樣品灰度值測試
利用本原理制造的紅外條紋儀測試設備(如圖2)。打開電源,預熱10min 以上,打開MV-Demo測試軟件,將樣品放置在樣品架上,樣品中的條紋狀況就會顯示在計算機的屏幕上,打開Cam-config 軟件,選定樣品區域,輸入樣品尺寸,點擊測試區域沒有條紋區域的灰度值,設定為標準灰度,然后點擊有條紋區域負的各點,即可顯示各點的相對灰度值;在顯示器上選擇試樣邊框,輸入試樣尺寸;設置灰度范圍,即可直接讀出條紋面積占試樣的百分比和灰度的標準偏差值。然后用灰度的標準偏差和條紋所占面積之積來表示其條紋度。
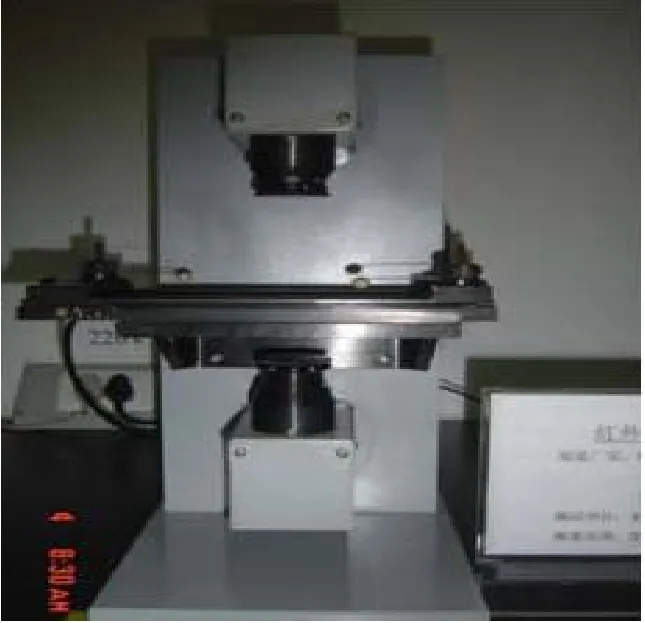
圖2 紅外條紋測試儀Fig.2 Infrared striaetester
3 結果與討論
3.1 條紋嚴重程度分析
選擇條紋程度由輕微到嚴重程度不同(其中試樣A均勻無明顯條紋;試樣B內部少量線狀、顏色較淺條紋;試樣C是細而淡的條紋,整個平面的條紋相對對稱;試樣D為溝壑狀亂條紋)有代表性的4塊的As40Se60紅外光學硫系玻璃產品,用根據以上測試原理制造出的測試儀器測試其條紋的嚴重程度,其測量結果如圖3所示。從圖中可以看出,4塊硫系玻璃樣品表面條紋的嚴重程度具有很大的差異,這是因為目前硫系玻璃的生產是采用搖擺爐單塊制造,類似于無色光學玻璃的澆注方式,其制造工藝不如無色光學玻璃漏注工藝穩定,從而決定了產品可獲得性及內部質量一致性比無色光學玻璃、晶體材料都要差。
灰度值是指色彩的濃淡程度。灰度直方圖是指一幅數字圖像中,對應每一個灰度值統計出具有該灰度值的像素數。黑白圖像中點的顏色深度,范圍一般從0~255,白色為255,黑色為0,目前的圖像分析儀中視頻模數轉換的精度一般為8bits,即最大灰度級別值可達256。實際使用的圖像分析儀中,樣品的灰度值都是相對的,稱為灰度級別(或等級)值,它的大小由儀器中的視頻模數轉換裝置的精度所決定。視頻模數轉換位數越多,精度越高,灰度級別就分得越細,測量圖像的細微變化也就越清晰。而玻璃中存在的條紋會直接引起灰度值的變化。條紋是光學材料重要的光學指標,會影響光學元件的傳遞函數和分辨率,在進行光學系統設計時必須對條紋進行限定。本文針對不透可見光的紅外硫系玻璃條紋的測試和表征進行研究。
3.2 條紋度對成像結果的影響
傳遞函數(modulationtransfer function,MTF)是一種表征玻璃成像質量的方法[9],因此,為了探究條紋對成像質量的影響,選取4塊條紋嚴重程度不同的直徑29mm、厚度12mm兩大面平行、拋光的As40Se60硫系玻璃,對單片試樣進行MTF測試,測試結果如圖4所示。

圖3 紅外光學硫系玻璃條紋測量結果Fig.3 Striaemeasurement resultsof infrared chalcogenid e opticalglass
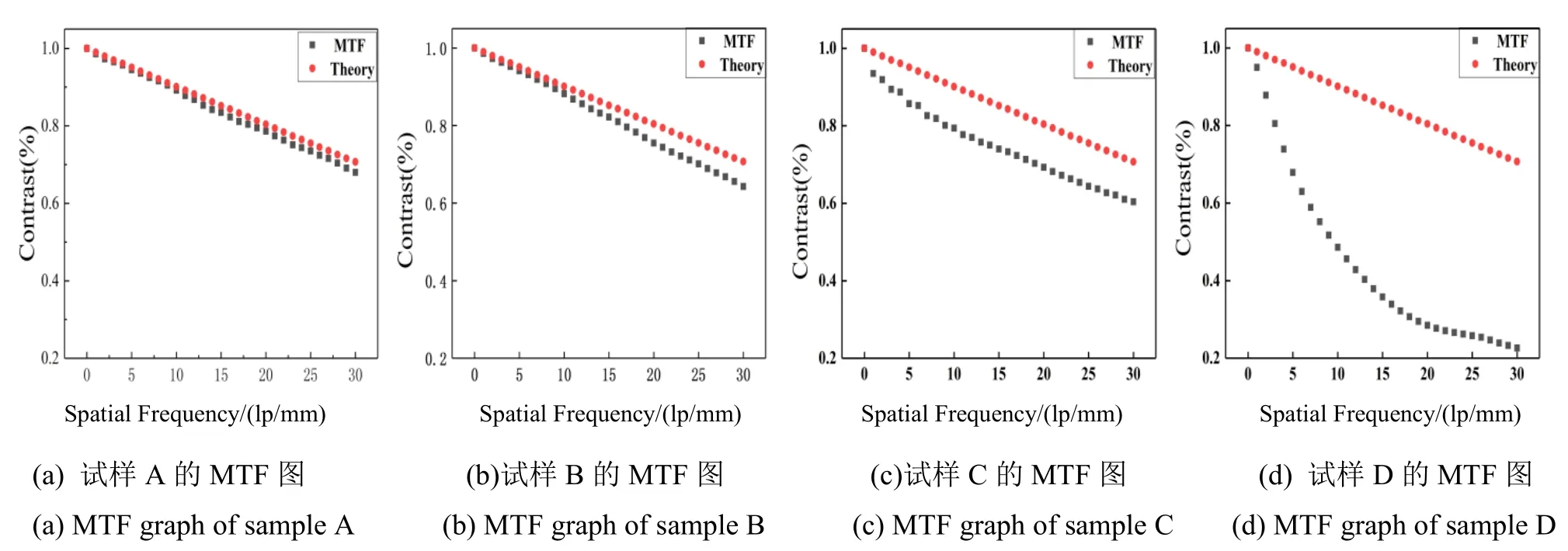
圖4 A、B、C、D 試樣對應MTF 函數曲線圖Fig.4 MTF graphs of samples A, B, C, D
從結果來看,無明顯條紋的試樣A 的MTF 曲線與衍射極限接近。內部少量線狀、顏色較淺的試樣B的MTF 曲線與衍射極限相對接近;存在細而淡且相對對稱條紋的試樣C 使低頻MTF 迅速下降,而高頻MTF 稍平緩。這是由較多的、不明顯的、均勻的條紋產生的噪聲造成的;溝壑狀亂條紋缺陷的試樣D 產生了大量的底部噪聲,造成MTF 明顯降低。從圖中可以看出,A、B、C、D 4 塊玻璃樣品的條紋嚴重程度依次越來越大,相應地在與之對應的MTF 曲線中MTF 曲線與理論曲線的差異也越來越大。
紅外光學玻璃材料的制備方法采用熔融法。在材料生產制造中,由于制造工藝的不完善,會導致材料局部位置的折射率呈現劇烈變化的現象。折射率急劇變化的區域就會形成條紋。條紋的形狀、粗細、深淺及面積都會直接影響到成像系統的傳遞函數以及分辨率等。
3.3 條紋度的表示方法研究
對于無色光學玻璃來講,條紋對光學成像質量的影響與條紋的大小、形狀有關,與玻璃折射率和條紋折射率之間的差值大小有關。條紋程度或條紋引起的波前畸變與條紋的幾何面積有關,而且對于那些不能準確確定位置的條紋,樣品的厚度也會對條紋度產生重要的影響。連續熔煉方式生產的光學玻璃中條紋主要是帶狀條紋。ISO 10110 第4 部分[10]把拋光光學件的條紋分成5 個級別。在1~4 級中,條紋度都大于30 nm 的光程差。1~4 級的區分,按與光學件整個面積相比較的條紋面積來分級。條紋度小于30 nm 的規定為5 級。MIL-G-174 B[6]根據條紋程度對毛坯玻璃的條紋進行分級,但沒有定量考慮條紋面積對成像質量的影響。
對于紅外玻璃來講,由于需求量及系統的限制,目前生產方式決定了條紋存在形式各異。雖然可以采用紅外干涉儀來測量其光程差的變化從而定量度量條紋狀況,但紅外干涉儀的價格比較昂貴,通常只在有條件的實驗室配備,用以開展系統性研究分析。此外,因多數情況下條紋缺陷產生的光程差較大,用紅外干涉儀無法獲得理想的干涉現象,故無法用紅外干涉儀讀取光程差。加之規模化生產時,需隨時對在線產品抽樣檢測,測試批量較大,所以采用以條紋陰影圖像的灰度和其所占觀察圖像的面積來快速判定條紋缺陷嚴重程度的方法(簡稱灰度和面積法),操作起來既簡便易行,又經濟實用。
3.3.1 條紋灰度的研究
同一塊樣品各點的灰度值見圖5。圖中不同明暗處顯示的灰度值各不相同,條紋處的灰度值與無條紋處的灰度值有相對較大的區別,灰度值相差較大的區域呈現的條紋影像更明顯。
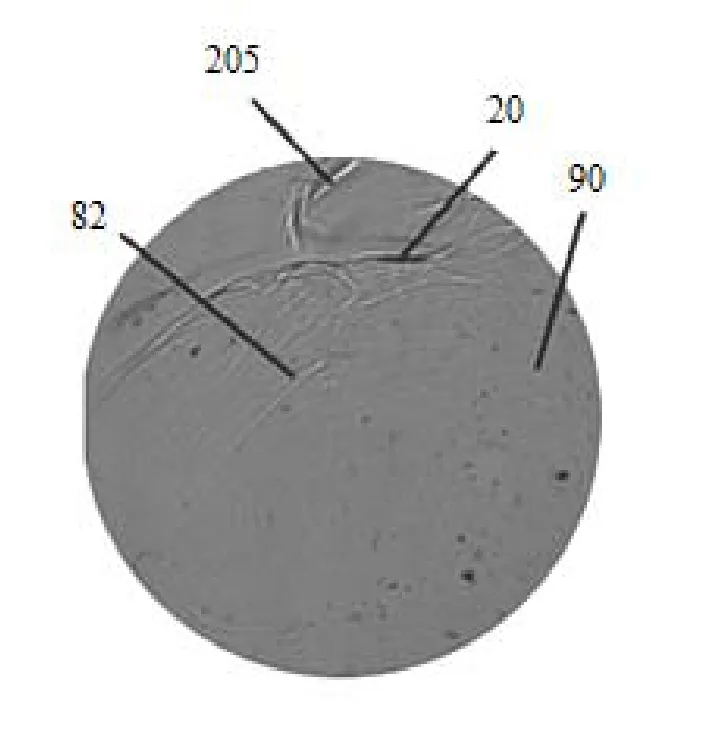
圖5 紅外光學硫系玻璃各點灰度值Fig.5 Gray values of each point for infrared chalcogenide optical glass
因為條紋的產生是局部折射率的急劇變化造成的,因此當紅外光學硫系玻璃材料中存在條紋時,條紋處玻璃的折射率與均勻玻璃的折射率會有明顯差異,則折射率的變化會導致光線發生偏折,引起透過光線發生不均勻的變化,在成像探測器靶面上形成陰影圖像。光線偏折會直接導致某處的光強成倍增加或消失。而透過率的變化可以通過菲涅耳反射定律進行估算,在條紋與材料基底界面處透過率的改變量ΔT見式(1):

式中:n1為條紋處玻璃折射率;n2為玻璃折射率。
假設條紋位置處的折射率與無條紋處玻璃基底自身折射率的差為0.005,基底折射率為2.5,則在條紋與材料基底界面處透過率的改變量ΔT為7X10-4。通過公式(1)分析可得,當被測光學材料的折射率增加時,透過率的改變量增加;當條紋折射率與材料自身折射率偏差增加時,透過率的改變量增加;當條紋的深度增加時,透過率的改變量增加。因此成像探測器分辨出紅外光學硫系玻璃中條紋時需要選取適當的照明強度,使條紋與被測樣品像的強度位于成像探測器動態范圍之內,無條紋處的灰度值作為標準,當玻璃中存在條紋時,條紋區域透過率的改變將在探測器上形成條紋的灰度數據。條紋的灰度對成像質量影響較大,故選用條紋的灰度值作為評估玻璃內條紋的嚴重程度指標之一。當無條紋區域的灰度值作為灰度標準值時,以每個條紋區域的平均灰度值與灰度標準值之差的絕對值來評估玻璃條紋的嚴重程度。灰度級別值將隨光照條件(主要指照明光強)的變化而變化,欲從灰度級別值獲得樣品灰度值,就必須進行灰度值的絕對標定(根據圖像分析儀中樣品灰度值的標定原理)。
一旦光照條件保持不變,可得到標準灰度樣品的灰度值與其在儀器上測得的灰度級別值之間的關系,見式(2):

式中:A是與K(反射光或透射光進入鏡頭的立體角因子,它是與調焦距和鏡頭光圈有關的量)、j(為儀器光學系統透鏡組的透光率)、Ii(入射光強)有關的常數,是Im=1 所對應的灰度值,即確定光照條件下儀器可測量的最大灰度值;B應是絕對值為1的常數,它與1 之間的偏差可視為測量數據的平均相對誤差。
3.3.2 條紋表征
一般來講,無色光學玻璃的條紋由條紋程度或條紋引起的波前畸變以及條紋的幾何面積來表征。MIL-G-174 B[6]根據條紋程度對毛坯玻璃的條紋進行分級,但不考慮條紋面積和樣品厚度。將條紋的形狀、粗細與標準樣品比較,把條紋分成1~4 級4 個級別。ISO 10110 第4 部分[9]把拋光光學件的條紋按照條紋度對光學系統的光程差的影響分成5 個級別。其技術標準對比見表1。
條紋對光學成像質量的影響與條紋的粗細、形狀有關,與玻璃折射率和條紋折射率之間的差值大小有關。玻璃折射率和條紋折射率之間的差值產生波前畸變,波前畸變的大小與通光方向上的條紋長度成正比。使用投影法可以在觀測方向觀測到這種畸變。在投影屏上,可以看到條紋的投影。條紋以灰色的實線出現,條紋顏色越深,波前畸變越大。這種明暗度常常用來表示波前畸變。因此,可以用波前畸變和條紋面積來表示其條紋度。而條紋的可見性與觀測方向有關系。條紋度與觀測方向的條紋長度有關系。在條紋的厚度方向觀測是看不到條紋的,在這個方向使用,對光學應用也沒有任何影響。而作為硫系紅外光學玻璃元件只有通光面方向上的條紋對于成像質量有影響。
按照以上方法選取同一塊硫系玻璃樣品、測試同一區域,取不同灰度值范圍時測試條紋面積百分比及其條紋灰度,得出條紋度的測試結果見表2。

表1 MIL 和ISO 條紋標準與SCHOTT 技術標準比較Table 1 Comparison of striae standards among MIL, ISO and SCHOTT
從表2可以看出,取不同的灰度范圍值,條紋面積及條紋深度的測試結果不同。因此針對不同等級的產品結合產品的傳遞函數,設定合適的灰度值范圍,條紋度的數值為條紋的分級奠定堅實的技術基礎。
現選擇上述硫系光學玻璃樣品按照灰度范圍20測試條紋度。測試數據見表3。
從上述數據可以看出,采用本文表征方法的條紋度的數據大小與傳遞函數的效果相符,因此,本文提出的條紋度指標可以表征紅外硫系玻璃產品的成像質量。

表2 同一樣品不同灰度范圍條紋度結果Table 2 Striae results of different gray levels for the same sample

表3 條紋度的測試結果Table 3 Test results of striae
4 結論
1) 本原理采用普通均勻漫射光源照明可獲得更好的測試準確度,相比(GB7962.7)、(MIL-G-174B),本條紋度測試標準實用性更強,更為先進合理,可用于不透可見光的紅外硫系光學玻璃條紋度的測試,也可用于無色光學玻璃條紋度的測試;
2) 通過該設備根據觀察到的圖像,采用條紋區域面積和灰度兩個標準可以表征玻璃內部的質量狀況,對光學系統的設計具有重要參考價值。
3) 針對紅外光學硫系玻璃生產的實際情況,采用條紋區域總面積占測試區域總面積的百分比與條紋灰度的乘積的技術指標來表征紅外光學硫系玻璃的條紋度具有創新性。
