VL星形套成形工藝及模具設計
2020-09-04 03:29:10王超
汽車零部件 2020年8期
王超
(江蘇大洋精鍛有限公司, 江蘇鹽城 224100)
0 引言
VL形滾道球籠等速萬向節由星形套、球籠、保持架以及鋼球組成。其中,星形套和球籠的滾道中心線與軸線不平衡,是以相同角度相對于軸線向兩側偏移,且相鄰兩條滾道偏移方向相反,即成“V”形。VL形滾道球籠等速萬向節的傳遞動力原理與直溝道球籠的等速萬向節相同,但VL形球籠等速萬向節在傳動過程中摩擦損失更小, 傳動效率更高,且工件工作壽命更長[1-2]。
VL星形套由于相鄰溝道成“V”形,非上下直溝道形狀,則鍛造工藝無法采用普通上下沖程式模具結構進行退料,文中主要是針對VL星形套的鍛造工藝開發和模具設計,以完成產品批產。
1 工藝設計
星形套的鍛造工藝:制坯—球化退火—拋丸—表面潤滑處理—鍛造成形—鉆孔—機加工。VL星形套的鍛造工藝與普通星形套區別就在于鍛造成形的模具結構和毛坯的退料形式。如圖1所示為VL星形套的成品三維示意圖,其“V”形的斜溝道需鍛造成形,外圓、端面以及內孔徑可通過機加工完成。文中的VL星形套使用的原材料為20CrMnTi。
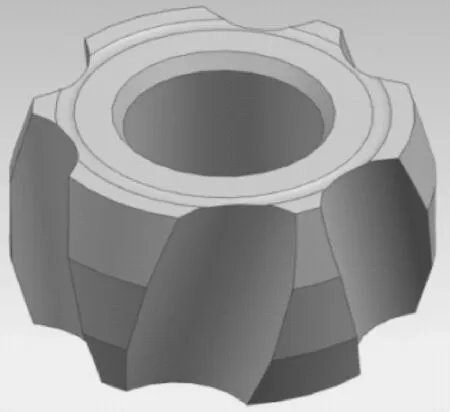
圖1 VL星形套成品示意
2 模具設計
如圖2所示為根據VL星形套的成品毛坯設計的鍛造毛坯三維示意圖。
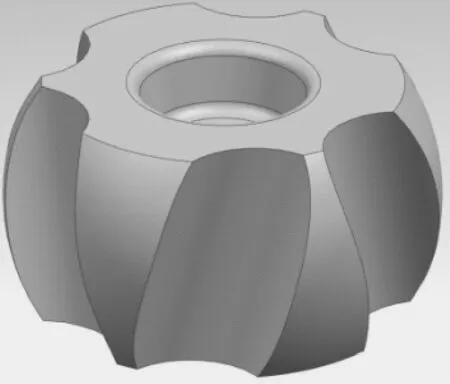
圖2 VL星形套毛坯示意
根據毛坯圖的形狀,毛坯的“V”形斜滾道成形若使用一體式模具結構,在模腔中進行上下直接退料會與模具產生干涉。所以對于VL星形套的成形主要考慮毛坯的退料形式。成形時,6個斜滾道的模具參與變形;退料時,斜滾道的成形模具可以退回,不干涉毛坯的退料。則可將VL星形套的6個斜滾道設計成分體式模具結構,仍使用上下沖程式的模架,上模向下運動使6個斜滾道模具先行閉合,通過上、下沖頭使毛坯在模腔內成形。上模回程,則對6個分體式的斜滾道模具使用彈簧將其回位,給予毛坯退料留足空間,然后通過下沖頭進行退料。
根據毛坯的斜滾道和外圓的尺寸設計6個斜滾道模具:3個同方向,3個反方向。要使6個分體式模具無干涉無間隙的閉合,在斜滾道頭部要存在一定的角度。 VL星形套斜滾道分體式模具示意圖如圖3所示,斜滾道的方向對稱。
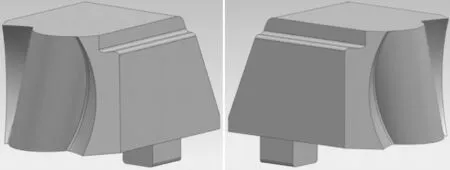
圖3 VL星形套斜滾道模具示意
斜滾道模具閉合過程中,要考慮單個斜滾道模具能夠沿著固定的方向移動。需要在每個斜滾道模具中間設置限位塊,確保斜滾道模具在閉合過程中不發生偏移。根據VL星形套的滾道形狀,將6個斜滾道模具、限位塊進行裝模,模具示意圖如圖4所示。
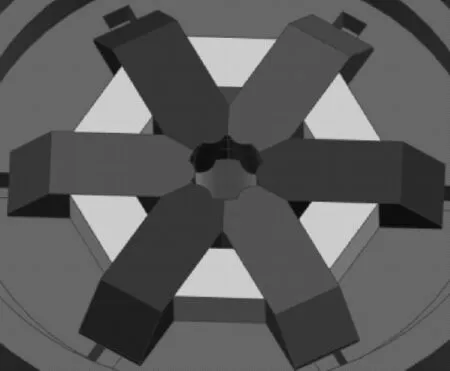
圖4 斜滾道模具和限位塊裝配示意
上模向下等速移動時,上模需要有豎直方向的斜壓力塊推6個斜滾道模具,使其向內收縮閉合。在圖3和圖4中可以看出,在6個斜滾道模具在其末端設計成45°,上模內的斜壓力塊以相同的角度與其接觸,上模在向下移動時,6個斜滾道模具在限位塊的作用下以等速向內閉合,閉合后在通過上模或壓力機的向下移動,上、下沖頭使毛坯在6個斜滾道模具內腔中成形。上模的設計示意圖如圖5所示。
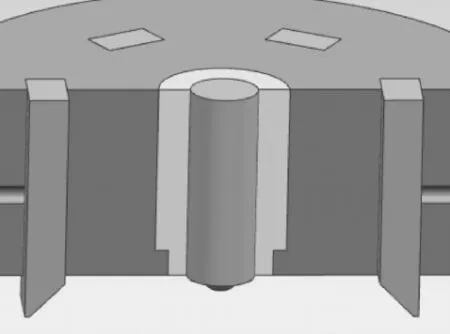
圖5 上模示意
將6個斜滾道模具、限位塊、下沖頭設計成下模,與上模進行配合,其裝配示意圖如圖6所示。
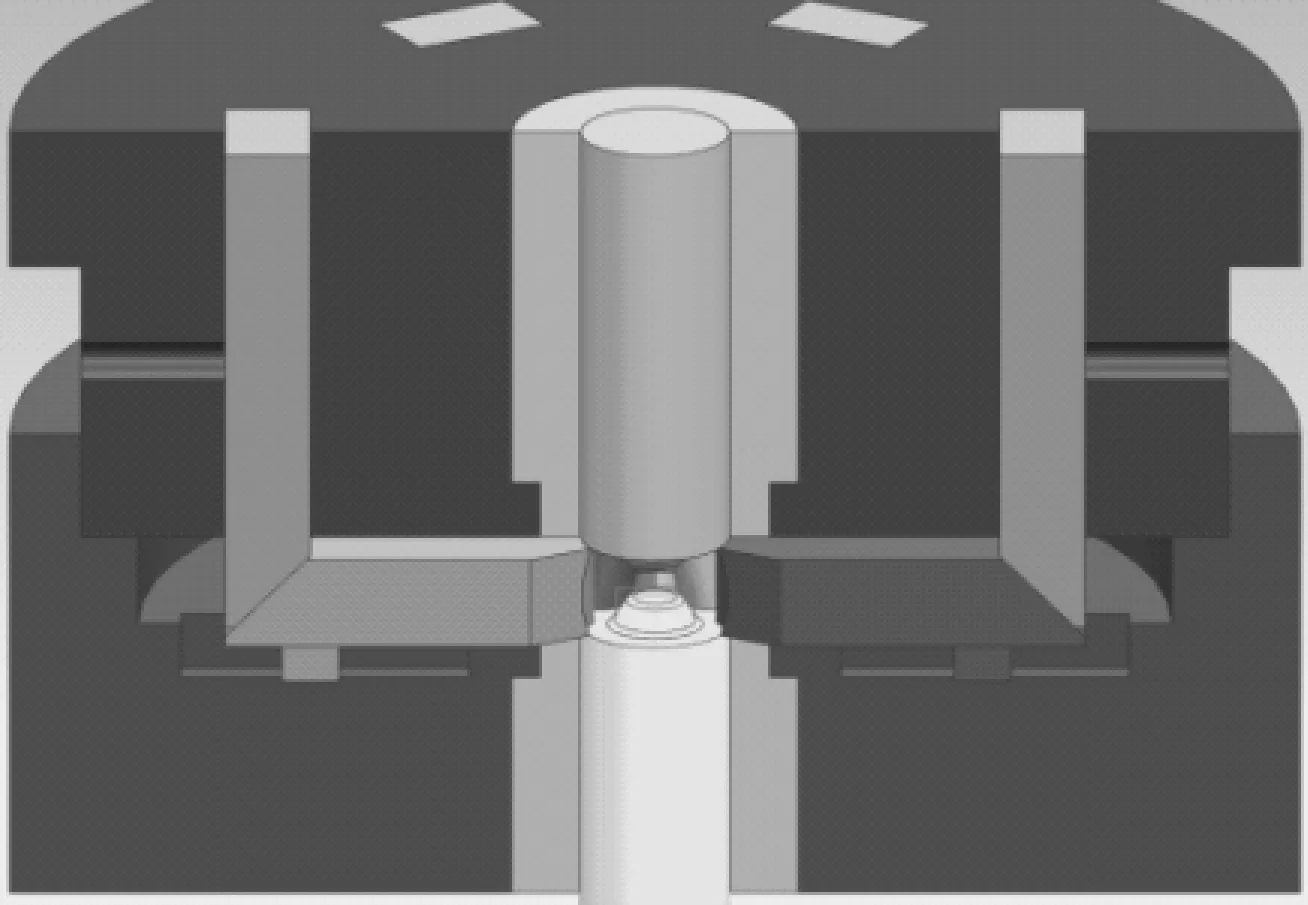
圖6 上下模裝配示意
3 有限元模擬及結果分析
根據毛坯的尺寸和設計的上下模結構,選擇合適的棒料直徑和長度,使用Deform軟件進行有限元模擬。由于使用的Deform V12版本材料庫中沒有20CrMnTi材質,則選用相近的DIN20MnCr5(20~800 ℃),溫度設置為20 ℃。
VL星形套的成形原理:6個斜滾道模具閉合,然后上、下沖頭分別向下、向上運動,將棒料成形在模腔內。則在有限元模擬中,要設置兩個運動模具。上、下沖頭作為運動模具,相同的速度,向相反的方向運動,6個斜滾道模具閉合后最為一個整體為靜止狀態。VL星形套一次成形的有限元模擬結果如圖7所示。
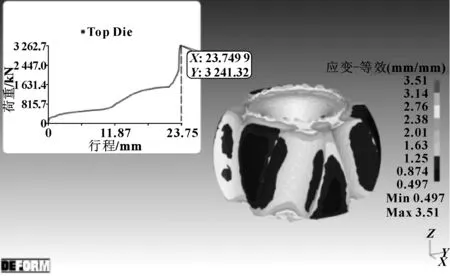
圖7 有限元模擬結果
從圖7有限元模擬的結果可以看出,毛坯的斜滾道及斜滾道的外圓圓角飽滿均勻。毛坯在成形所受的應力應變在斜滾道和斜滾道外圓均比較均勻。從圖7中荷重與行程曲線可以看出,整個毛坯成形過程荷重不斷增大。在斜滾道及斜滾道外圓開始成形飽滿時,荷重增長速率較大,最大荷重約為3 250 kN。
4 生產試驗
按照以上設計的模具結構及形狀,設計的成形裝配圖如圖8所示。
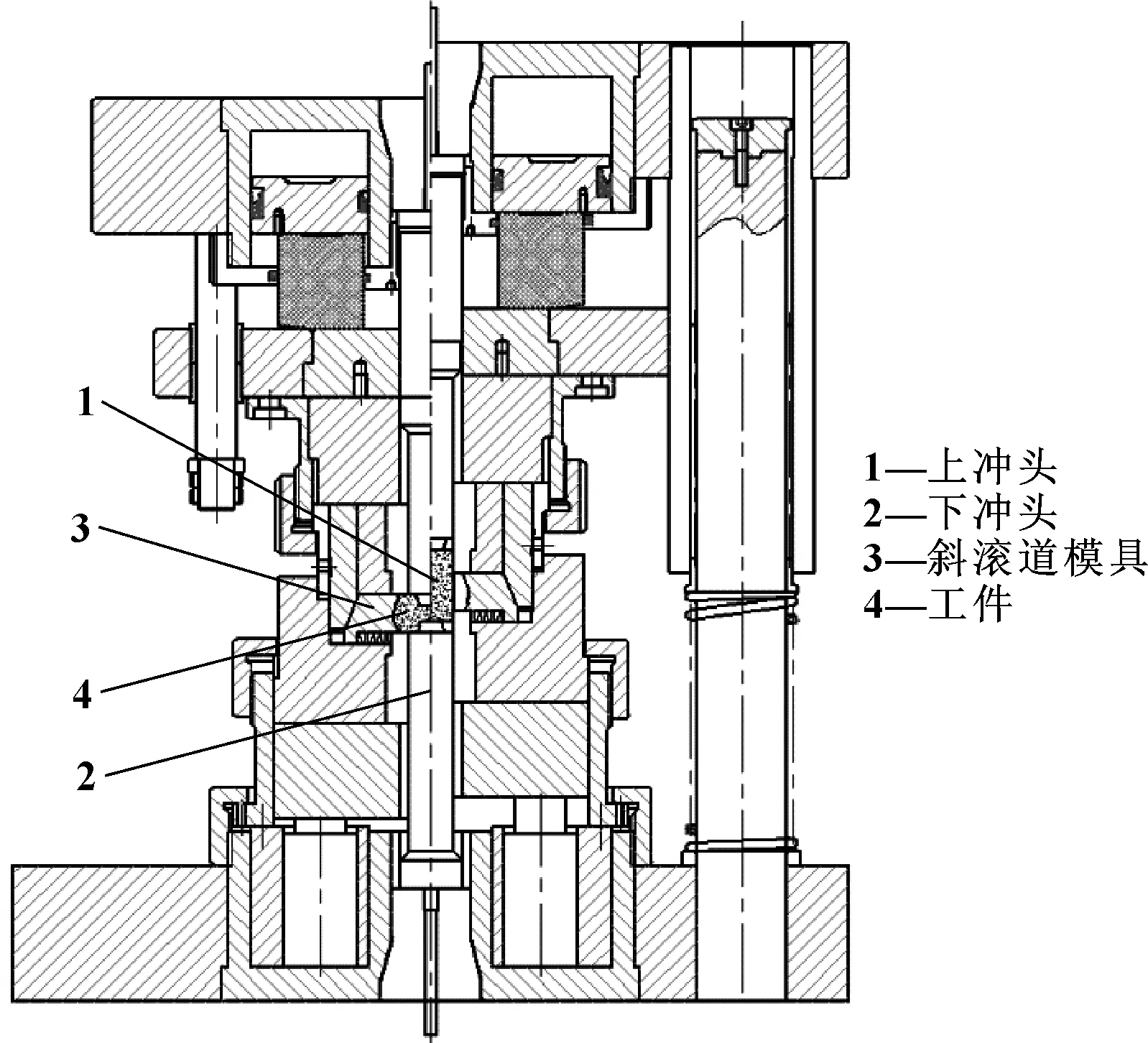
圖8 成形裝配
根據VL星形套的尺寸,設計模具尺寸。6個斜滾道模具使用瑞士米克朗五軸高速銑加工,在進行研磨拋光,確保模具斜滾道的表面粗糙度達到Ra0.05 μm以內,再進行表面涂層處理,確保表面潤滑和強度。其他模具按照正常的加工方式,經表面處理確保各模具之間緊密配合。
由于是棒料直接成形,變形量較大。在成形前對棒料進行球化退火。采用(750±5) ℃保溫4 h和(680±5) ℃保溫5 h的球化退火工藝[3],其棒料的球化率達到了90%以上,確保斜滾道成形的飽滿均勻。
根據有限元模擬的結果,VL星形套一次成形的最大荷重約為3 250 kN,選用日本小松8 000 kN壓力機。由于VL成形,上下模閉合,在閉合過程上模的斜壓力塊將6個斜滾道模具閉合。上模繼續下壓,上模的活塞氣缸和下模的氮氣彈簧將上下模出于居中的位置,再通過壓機的下行,上下沖頭將棒料在斜滾道模腔內成形。在成形前,上模的活塞氣缸和下模的氮氣彈簧空模時壓力約為2 900 kN,合計為6 150 kN,完全在小松8 000 kN壓力機的范圍內。
根據實際生產和模架及模具的裝配,按照圖8裝配圖進行裝配,進行多次試生產和優化,最終生產出圖9所示的VL星形套毛坯,斜滾道以斜滾道外圓的飽滿度與以上有限元模擬結果一致。所有尺寸經三坐標檢測全部合格。最后,根據成品尺寸進行簡單的機加工,獲得如圖10所示的成品。

圖9 VL星形套毛坯

圖10 VL星形套成品
5 結論
VL星形套根據滾道的形狀和位置,采用一次成形工藝。成形模具設計成分體式,在6個斜滾道模具先閉合,然后通過上下沖頭的擠壓是棒料成形。
使用DIN20MnCr5代替20CrMnTi進行有限元模擬,結果顯示VL星形套毛坯的斜滾道及斜滾道的外圓圓角飽滿均勻,成形過程荷重不斷增大,最大荷重約為3 250 kN。模具空模時壓力約為2 900 kN,可以選用日本小松8 000 kN壓力機。
通過生產試驗,分體式的斜滾道模具能夠滿足毛坯的一次成形。生產的毛坯符合有限元模擬的結果,順利完成批產。
猜你喜歡
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國共青團(2015年7期)2015-12-17 01:24:38
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
船海工程(2013年6期)2013-03-11 18:57:27
