無心磨床支架的優化改進
2020-08-31 05:41:24王兵琴
機電信息 2020年17期
摘要:用無心磨床加工長軸類零件具有光潔度好、直線度高等優點,可以有效保證產品質量。基于此,在原有無心磨床的基礎上,通過優化改進支架,將固定支架變為可調節支架,可擴大無心磨床的磨削直徑范圍,進一步提高企業加工能力。
關鍵詞:無心磨床;可調節支架;磨削范圍;優化改進
0 引言
在無心磨床上加工絲杠、光杠等長軸類零件,具有加工粗糙度低、精度高、生產效率高等優點。在實際生產中常采用固定支架的無心磨床,這種磨床可磨削的直徑是固定的,只能磨削特定直徑尺寸的長軸零件,在產品種類眾多的情況下,要求企業有更多規格和型號的機床才能滿足生產需求,無形之中增加了企業生產成本。基于此,本文通過改造無心磨床,將固定支架改進為可調節支架,可擴大無心磨床的磨削直徑范圍,在保證零件加工精度的前提下,滿足多樣化產品加工需求,提高企業的生產效率和生產能力。
1 無心磨床介紹
1.1? ? 無心磨床加工原理
無心磨是磨削加工的一種特殊形式,磨削過程中工件不定回轉中心,可磨削圓柱面、圓錐面。無心磨床由磨削砂輪、砂輪架、床身、托架、導輪、縱向進給機構、支架等部分組成。常見的磨削方式有:切線進給磨削、切入進給磨削、斷面進給磨削和通過進給磨削。磨削砂輪高速旋轉對工件起磨削作用,導輪以較慢速度旋轉,從而帶動工件做旋轉運動,貫穿磨削時通過調整導輪軸線的傾斜角來實現軸向進給,切入磨削時通過導輪架的移動來實現徑向運動,支架起支撐縱向進給機構和工件的作用。
1.2? ? 無心磨床特點
無心磨床的特點主要包括:(1)導輪和支架支撐剛性好,易于實現高速磨削,有利于絲杠、光杠等細長軸類的精加工;(2)可實現連續加工,無需退刀,生產效率高;(3)工件靠外圓在無心磨定位機構上定位,磨削量是工件直徑上的余量,故砂輪的磨損、進給機構的補償、切入機構的重復定位精度誤差對零件尺寸精度的影響較小;(4)工件不需要打中心孔,可實現自動化上、下料。
2 優化前的無心磨床支架
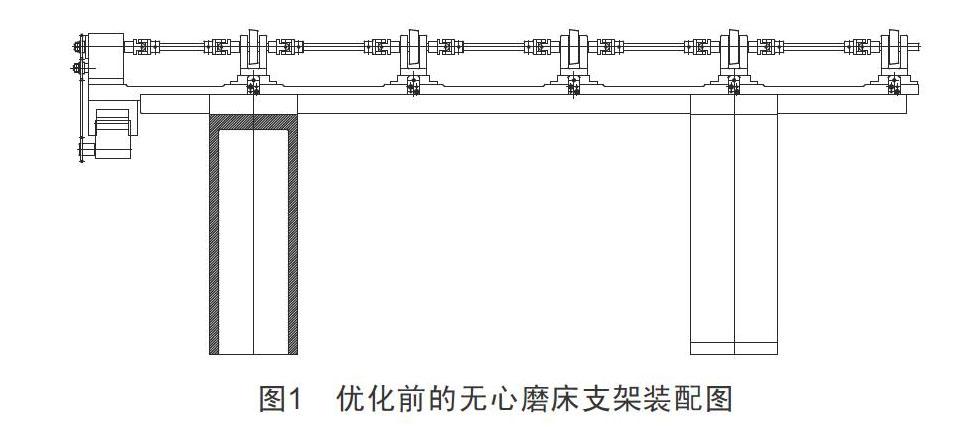
原有無心磨床由固定支架、縱向機構、砂輪、砂輪架、導輪、托板、床身等部分組成,固定支架支撐著縱向進給機構和工件部分。優化前的無心磨床支架裝配圖如圖1所示。對于生產中使用固定工件支架的無心磨床,其磨削直徑固定,磨削范圍小,只能磨削特定尺寸的長軸類零件。
在日常生產中,由于產品種類多,通常存在長軸類工件批量小、尺寸不統一的情況,如若再引進設備,必然會增加生產成本,同時部分設備閑置將造成資源浪費,而現有的固定支架無心磨床磨削尺寸一定,無法滿足磨削需求。因此,可以在現有固定工件支架的基礎上,對無心磨工件支架進行優化改造。
3 優化后的無心磨床支架
優化需要考慮的因素有:可調節支架的結構形式、各支架的承重、調節方式。在優化過程中,首先測量固定支架的高度以及砂輪的中心高度,根據所需要的調節范圍,確定可調節支架螺桿的調節行程、螺桿螺距以及螺母轉動一圈螺桿進給的距離,確保螺桿移動行程能夠滿足調節需要。同時還要計算可調節支架的支撐重量,確保各支架上螺桿有足夠的剛度。
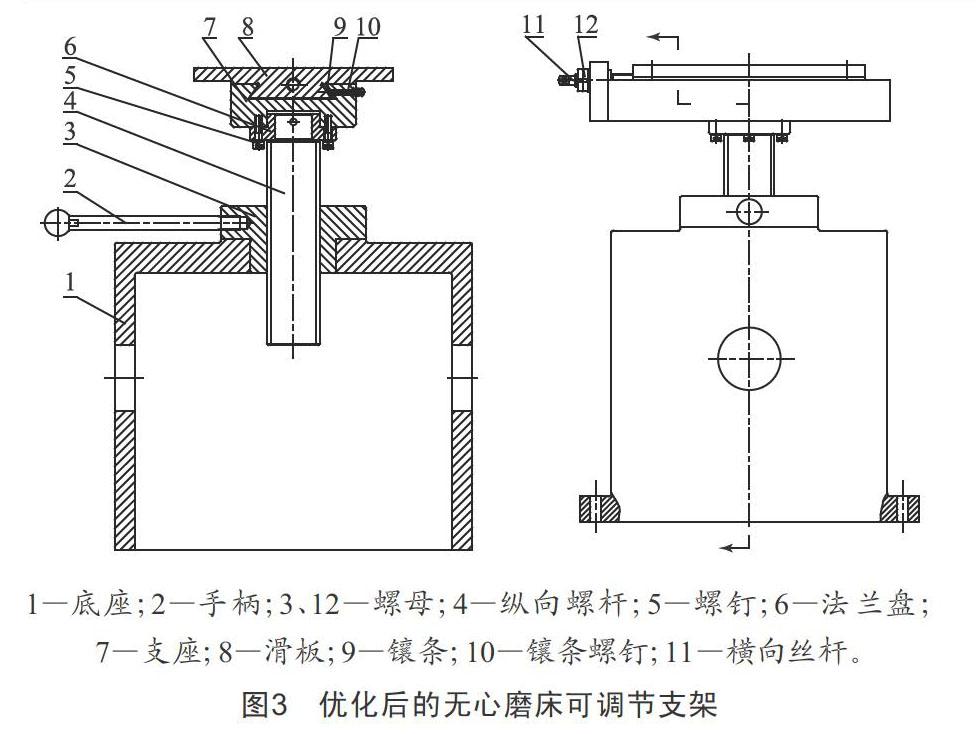
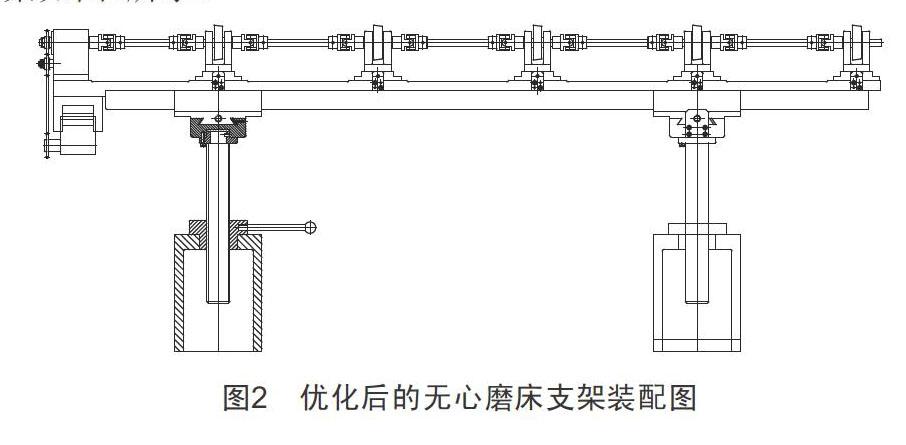
通過優化設計,將無心磨工件支架變為可調節支架,由底座、手柄、調節螺母、縱向螺桿、法蘭盤、支座體、橫向絲桿及滑板等部分組成。底座安裝在地基上;調節螺母與底座采用間隙配合,應嚴格控制其配合間隙;調節螺母與縱向螺桿配合,調節螺母上刻有刻度,根據螺母轉過的角度,確定縱向螺桿移動的距離;縱向螺桿通過螺釘、銷子與法蘭盤固定結合;法蘭盤用螺釘固定在支座體上,支撐著滑板;滑板與支座以燕尾形式配合,形成滑動導軌面;支撐板用銷子定位并用螺釘固定在支座上,用于支撐橫向絲桿;橫向絲桿與滑板配合帶動滑板移動。整個可調節支架支撐著上面縱向進給機構部分。優化后的無心磨床支架裝配圖如圖2所示,優化后的無心磨床可調節支架如圖3所示。
4 效果分析
4.1? ? 優化后的無心磨床調節方法
優化后的無心磨床在磨削不同直徑的長軸時,用手柄轉動螺母驅使縱向螺桿上下移動,通過縱向螺桿帶動上面支撐部分及進給機構部分上下移動,即可調節在支架上的工件與砂輪的相對中心高度,根據螺母轉動的角度控制縱向螺桿的移動距離。同時可以通過轉動橫向絲桿移動滑板,微調工件與砂輪的水平距離,以滿足加工要求。調節完成后,需對無心磨床進行整體精度檢測,檢測達到要求后即可進行磨削加工。
4.2? ? 優化后的無心磨床應用效果
優化后的無心磨床,改變了原來只能磨削特定工件尺寸的現狀,可以在可調節范圍內根據生產加工調節出所需要的加工直徑,調節過程簡單易操作,具有可行性,調節后磨削加工的細長軸類零件經檢測達到了工件的加工精度、粗糙度等各項要求。
5 結語
本文通過對無心磨床支架進行優化改進,擴大了無心磨床的加工范圍,充分滿足了加工產品種類多樣化的需求,既保證了細長軸類零件的加工質量,又提高了機床的加工能力,有利于降低企業生產成本。
[參考文獻]
[1] 王文章,杜君文,程國全.無心磨床磨削技術[M].北京:高等教育出版社,2002.
[2] 聞邦椿.機械設計手冊[M].5版.北京:機械工業出版社,2010.
[3] 上海教育委員會.無心磨床技術[M].北京:機械工業出版社,2000.
收稿日期:2020-06-06
作者簡介:王兵琴(1985—),女,甘肅天水人,工程師,從事工藝設計工作。
