供熱工程壓力管道安裝質量控制
2020-08-31 07:25:52王森
山西建筑 2020年17期
王 森
(太原市熱力集團有限責任公司,山西 太原 030001)
0 引言
當前,我國北方大中城市已逐步實現集中供暖的全面布置,隨著集中供熱管網的線路長度、管道直徑以及供熱壓力的增加,對供熱管道的安裝質量提出了更高的要求和挑戰,對居民的供熱質量和效果意義非凡[1]。目前,針對供熱工程壓力管道的主要安裝形式為焊接。為保證供熱壓力管道的安裝質量,需對安裝過程中的焊接工藝進行嚴格控制。本文將著重研究供熱工程壓力管道安裝的質量控制措施。
1 供熱管道安裝方法研究
供熱管道由供方運輸至現場后需對廠家所提供的管道進行驗收,主要查驗廠家的制造許可證、合格證、質量保證書以及化學元素分析等資料。待壓力管道驗收合格后,由施工方開展安裝操作。目前,根據壓力管道連接方式的不同,可分為螺栓連接安裝、法蘭連接安裝、焊接安裝、粘結安裝等方式。
1.1 螺紋連接安裝方式
根據管道連接所采用螺紋的類型不同,將螺紋分為圓柱管螺紋和圓錐管螺紋。由于圓柱管螺紋是單純依靠其預緊力實現壓力管道之間的密封效果,進而防止供熱介質的泄露。但是,在實際連接操作中基于圓柱管螺紋不允許纏繞任何填料。因此,一般采用圓錐管螺紋對壓力管道進行連接安裝方式居多[2]。但是,采用圓錐管螺紋連接安裝時受管道本身的影響較大;此外,基于圓錐管螺紋還需配合密封填料使用才能夠達到密封效果。
1.2 法蘭連接安裝方式
法蘭連接安裝時在螺栓和螺帽緊固力的作用下,通過墊片的變形將兩個壓力管道對應法蘭連接處的間隙進行填充,從而實現管道的連接安裝。實際安裝過程中,根據墊片材料形狀和尺寸的不同對應螺栓和螺帽的緊固力不同。法蘭的選型與壓力管道的直徑相關,如表1所示。

表1 法蘭與壓力管道直徑的關系 mm
采用法蘭連接安裝需對管道進行改變時,需采用異徑法蘭,此種安裝方式在一定程度上增加了供熱介質的流動阻力,甚至會造成壓力管道的阻塞,最終影響供熱效果和質量。
綜上所述,基于螺紋連接安裝和法蘭連接安裝均或多或少存在一定的缺陷。相比焊接連接安裝方式可避免上述兩種安裝方式的缺陷[3]。因此,焊接連接安裝方式被廣泛使用。本文將對焊接連接安裝方式的質量控制進行研究。
2 壓力管道焊接安裝質量控制方案
2.1 焊接準備階段的質量控制
壓力管道在焊接安裝前為其選用合適的焊條,保證在根部焊透。結合焊條的型號及其相關性能,為該工程選用纖維素堿性焊條。該焊條脫渣性能好、穿透能力強、熔池形成快、焊接質量佳等優勢。
傳統管道焊接一般從管道的仰位焊接,即自下而上焊[4]。針對供熱工程壓力管道的長度較長,采用自上而下的焊接方式,焊接方式如圖1所示。
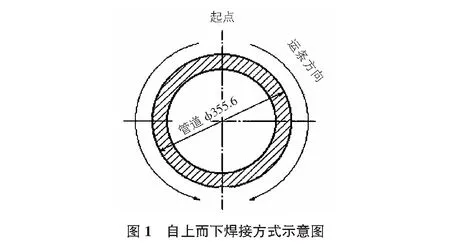
如圖1所示,按照工藝要求設定焊條角度、焊條移動速度以及焊弧長度等工藝參數開始焊接操作。鑒于自上而下焊接方式的獨特性,在焊接過程中無需采用斷弧、拉弧等操作。因此,由于自上而下焊接方式一般不被采用,為保證焊接質量應根據該焊接方式的工藝特點對作業人員進行特定培訓,使其熟練掌握自上而下的焊接工藝操作方式。
根據GB 50236現場設備、工業管道焊接工程施工及驗收規范制定焊接工藝。為確保焊接質量的要求,針對供熱工程管道的焊接工藝分為三次完成,具體焊接工藝如下:
1)采用直徑2.5 mm完成第一層焊接,保證管道充分焊透,并確保首層焊接完成后不出現焊瘤;
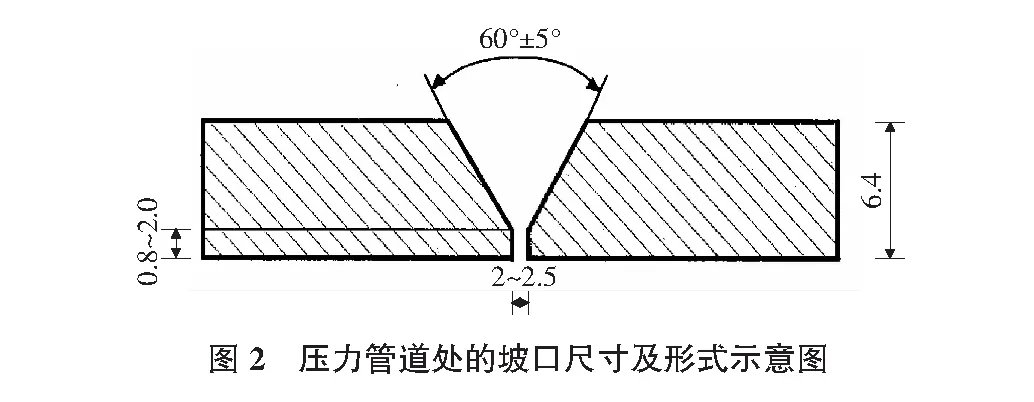
2)第二層和第三層焊接采用直徑為4.0 mm的焊條完成,并從坡口位置處開始焊接保證各層之間的焊接位置不重疊,要求各層的接頭位置錯開20 mm。工程壓力管道處的坡口尺寸及形式如圖2所示。
綜上所述,針對焊接前的質量控制可從如下幾個方面具體實施:1)加強對參與壓力管道焊接操作人員的培訓和管理,規范其操作并熟悉壓力管道的焊接工藝;2)在焊接操作前,作業人員應對涉及到相電焊機、焊條烘干機等設備的性能進行檢查;3)應將坡口表面以及兩側20 mm范圍內的油污、氧化皮以及熔渣等徹底清理干凈,并將附近不平整的地方打磨光滑;4)在焊接操作前,應將壓力管道焊接的材料、工藝參數、層間溫度以及熱處理溫度等詳細參數進行交底,保證焊接操作人員嚴格執行焊接工藝。
2.2 焊接實施階段的質量控制
為保證兩條管道的焊接質量,需采用內對口器將兩條管道對齊,要求兩條壓力管道對接完成后滿足表2所示的要求。
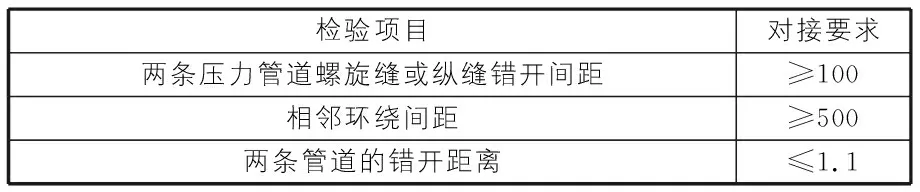
表2 壓力管道對接要求 mm
一般情況下,兩條管道的對接采用內對口器完成,且在焊接完成后才能撤出內對口器;針對特殊地段的壓力管道,必要時采用錨固和牽引等方式對其進行對接固定[5]。焊接施工工藝應嚴格按照管道向下焊接的工藝規程完成。具體工藝規程如下:
1)當焊接施工環境溫度低于0 ℃時,需對壓力管道焊接處進行預熱,保證焊縫處均勻加熱。若發現焊接位置處被污染時,應及時對污染物進行處理,且處理完成后需重新對焊縫處進行預熱。
2)確保焊道起弧和收弧的位置相互錯開20 mm,焊接之前應對接頭進行打磨處理。確保每條焊道一次性完成,中間不得有停頓。
3)當焊接施工環境溫度低于5 ℃時,焊接完成后應對焊道進行保溫,避免由于焊道溫度驟降影響焊接質量。
綜上所述,針對焊接實施階段可通過如下措施實現質量控制:1)嚴格按照壓力管道的定位標準對其進行定位,若管道的管壁厚度不一致,還需對其進行修磨過渡,為焊縫在同一方向做基礎;2)在安裝操作過程中,嚴格按照工序進行執行,比如將焊件管道等必須經過開孔、除銹以及脫脂等工序后才能焊接使用;各個工序完成后應做好防護處理,避免二次污染;3)若在焊接操作期間發現焊縫應及時進行返修,且焊縫的返修次數不超過2次,若返修2次后還需進行返修則需采用熱處理焊接方式。
2.3 焊接完成后的質量控制
每次焊接完成后應首先對其焊縫的外觀進行檢驗,要求壓力管道焊縫處不得有裂紋、焊縫低于管道表面以及存在還未熔合的現象。若發現焊縫表面存在上述缺陷應及時對其進行修補。待壓力管道焊縫外觀檢驗合格后,按照相關標準要求聯合超聲波探傷和射線檢驗對管道進行無損檢測。需要注意的是,射線檢驗需在焊接完成后24 h進行。除此之外,若在焊接過程中發現焊接缺陷或者問題時,應趁壓力管道焊縫溫度未降低時及時對其缺陷位置進行修補。
3 結語
壓力管道的安裝質量直接決定供熱工程的供熱效果和質量,焊接安裝工藝與螺紋安裝、法蘭連接安裝工藝相比具有先天的優勢。為保證焊接安裝工藝的質量,需對焊接準確階段、實施階段以及檢驗階段開展質量控制,具體如下:
1)保證壓力管道質量滿足要求,并為其選擇最佳的焊條,采用自上而下的焊接方式,并采用直徑為2.5 mm的焊條完成首層焊接,采用4.0 mm的焊條完成第二層和第三層的焊接,要求各層的接頭位置錯開20 mm。
2)在焊接實施期間應對焊縫位置處進行預熱處理,采用內對口器保證壓力管道對接后的錯開距離不得大于1.1 mm。
3)對焊接期間發現的缺陷和問題應在焊縫位置處的溫度降低前及時對其進行修補;焊接完成后應對其外觀進行檢驗,并對管道進行無損檢驗。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
