單反相機鎂合金外殼拉深成形回彈分析及補償
2020-08-31 08:56:16高孝書寧夏職業技術學院王旭東寧夏鎂業有限公司
鍛造與沖壓 2020年16期
文/高孝書·寧夏職業技術學院 王旭東·寧夏鎂業有限公司
拉深回彈控制的研究一直是熱點和難點。劉銘心等基于正交試驗對座椅撐板沖壓成形進行了回彈研究及優化;茍春梅等利用AutoForm 建立汽車后地板零件沖壓成形的全流程的有限元模型,研究了沖壓成形的工藝參數優化和回彈補償問題;熊文韜等針對汽車覆蓋件拉深成形過程中存在的回彈缺陷,以有限元分析軟件Dynaform 為平臺,對某汽車頂板進行了回彈分析與補償的研究。但是,現有研究大多將拉深的工藝參數優化和回彈補償分開,很少將二者結合來控制拉深件的回彈。
鎂合金密排六方晶體結構塑韌性差,在拉深成形過程中回彈量過大的缺陷會嚴重降低拉深件的成形精度。本文針對鎂合金板材拉深過程中回彈量大及成形精度不高的問題,以某單反數碼相機鎂合金外殼為研究對象,利用Dynaform 軟件建立拉深成形有限元模型,通過AutoForm 西格瑪模塊優化工藝參數,采用回彈補償法對拉深模具結構進行補償修正,并在Dynaform 軟件中驗證該方法的有效性。
有限元模型構建
利用UG NX 軟件設計單反數碼相機外殼三維模型,導入Dynaform 軟件中創建有限元分析模型,如圖1 所示。拉深工序采用倒裝的單動拉深成形工藝,拉深工具包括凹模、凸模、壓邊圈、切變線和沖孔線。
數值模擬分析
試驗材料選用1.0mm 厚商用AZ31B 鎂合金板材,在有限元軟件中建立對應材料模型,設置初始壓邊力F=9.8kN,拉深速度v=1.2mm/s,凸凹模間隙Z=1.1mm,板材溫度Tb=250℃,凸模溫度Tp=100℃。成形極限圖(FLD)如圖2 所示,經有限元模擬計算,板材沒有發生明顯的開裂或起皺缺陷。
拉深后的回彈情況如圖3 所示,回彈主要分布在工件右側邊緣區域,最大回彈量為2.311mm,超過了1.2mm 的產品回彈極限,拉深件回彈缺陷比較嚴重。如果不能將回彈量控制在合理范圍內,實際生產的拉深件將無法保證裝配精度,對后續工序也將產生不利的影響。
回彈優化
回彈優化機理
目前優化回彈缺陷的方法主要有兩種:一是通過工藝參數尋找最優方案,改變板料成形時的應變狀態以降低回彈量;二是采用修正拉深模具結構的方法進行回彈補償,通過拉深件發生過正向成形,使得拉深力卸載后的形狀符合期望形狀。
將以上兩種優化方法相結合的回彈優化流程,如圖4 所示。
工藝參數優化
影響拉深成形回彈的因素主要包括材料參數和工藝參數。當拉深件選材確定后,工藝參數成為影響回彈的主要因素。根據前期單因素拉深試驗數據,選取對鎂合金板材拉深成形回彈影響最大的兩個工藝參數進行回彈分析。本文選取壓邊力F 和板材溫度Tb進行回彈有限元計算,其工藝參數的設計變量情況見表1。
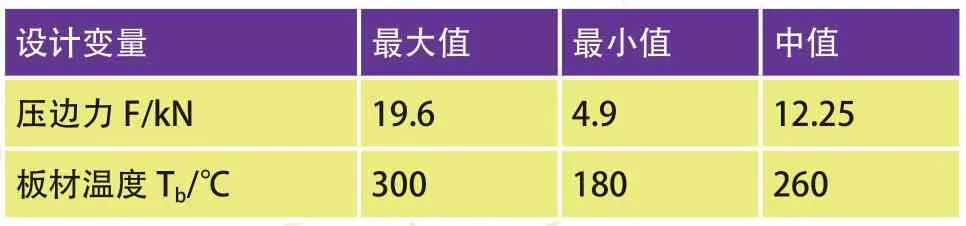
表1 工藝參數優化分析試驗的設計變量
借助AutoForm 西格瑪優化模塊,以最小回彈量為優化目標,進行25 組有限元模擬試驗,得到的模擬結果見圖5。由圖5 可知,第19 組模擬試驗的回彈量為1.343mm,是回彈最小的試驗組,即最優參數組,該組的壓邊力F 為17.7kN、板材溫度Tb為276.5℃。由于工藝參數優化后的最小回彈量1.343mm 仍然大于1.2mm 的產品回彈極限,因此只通過工藝參數優化難以徹底解決回彈問題。
回彈補償
采用工藝參數優化的方法只能盡量減小拉深件的回彈量,無法進一步解決回彈在成形精度方面的不利影響,需采用回彈補償的方法來抵消回彈缺陷。
利用Dynaform 軟件對拉深工序的模具結構進行回彈補償與修正,從而擴大拉深件過正向成形比例。在有限元計算中,回彈補償循環迭代3 次后的回彈分布如圖6 所示,A、B 兩個區域的最大回彈量分別為0.892mm 和0.801mm,均小于1.2mm 的產品回彈極限。因此,在拉深力卸載后,成形的拉深件滿足尺寸公差要求,其形狀尺寸符合產品的期望值。
結論
本文以最小回彈量為優化目標,通過AutoForm西格瑪模塊優化工藝參數,工藝參數優化中得到最優組的壓邊力F 為17.7kN、板材溫度Tb為276.5℃,工藝參數優化后的最優組回彈量為1.343mm。
在此基礎上對拉深模具結構進行回彈補償,當回彈補償循環迭代3 次后,拉深件的最大回彈量從2.311mm 降至0.892mm,滿足尺寸公差要求。試驗結果表明,工藝參數優化和回彈補償相結合的方法能夠有效地解決拉深件回彈問題,縮短試模修模時間,降低產品開發成本。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
