
數控機床的誤差快檢與標定研究
2020-08-26 07:36:40李軍利
機電工程技術 2020年7期
李軍利
(河源技師學院,廣東河源 517000)
0 引言
數控機床是解決精密零件加工的機電一體化設備,具有加工精度高、適用范圍廣、生產效率高等優點。當前的數控機床在誤差檢測方面已具有較為成熟的方法,常用的3 類誤差檢測有基于量尺、基于重力和基于激光的測量方法,其中以激光干涉檢測最為常見[1]。FURUTNANI R 等[2]提出用激光干涉儀對三軸機床的20余項指標進行誤差檢測,并將誤差分布運用到其他類型機床。由于激光干涉儀安裝復雜,調試程序難度大,且對現場測量環境要求較高,不利于實現機床誤差的快速檢測[3-4],本文設計階梯規結合CCD測微儀的誤差檢測系統,并消除測量過程中的各項誤差,實現了機床誤差的快速檢測和標定。
1 誤差檢測系統硬件設計
誤差檢測系統硬件主要由階梯規和AuroraII 系列CCD 測微儀組成。其中階梯規量塊由等距離陶瓷塊組成,其結構如圖1所示。從零點工作面開始,機床按程序依次步進至量塊,每次到達量塊后,CCD測微儀對其進行測量采樣,得到測量面Li(L0,L1,…,Ln)。當機床步進至采樣量塊時,CCD測微儀測得讀數與零點工作面相對位置差值則為機床的誤差。
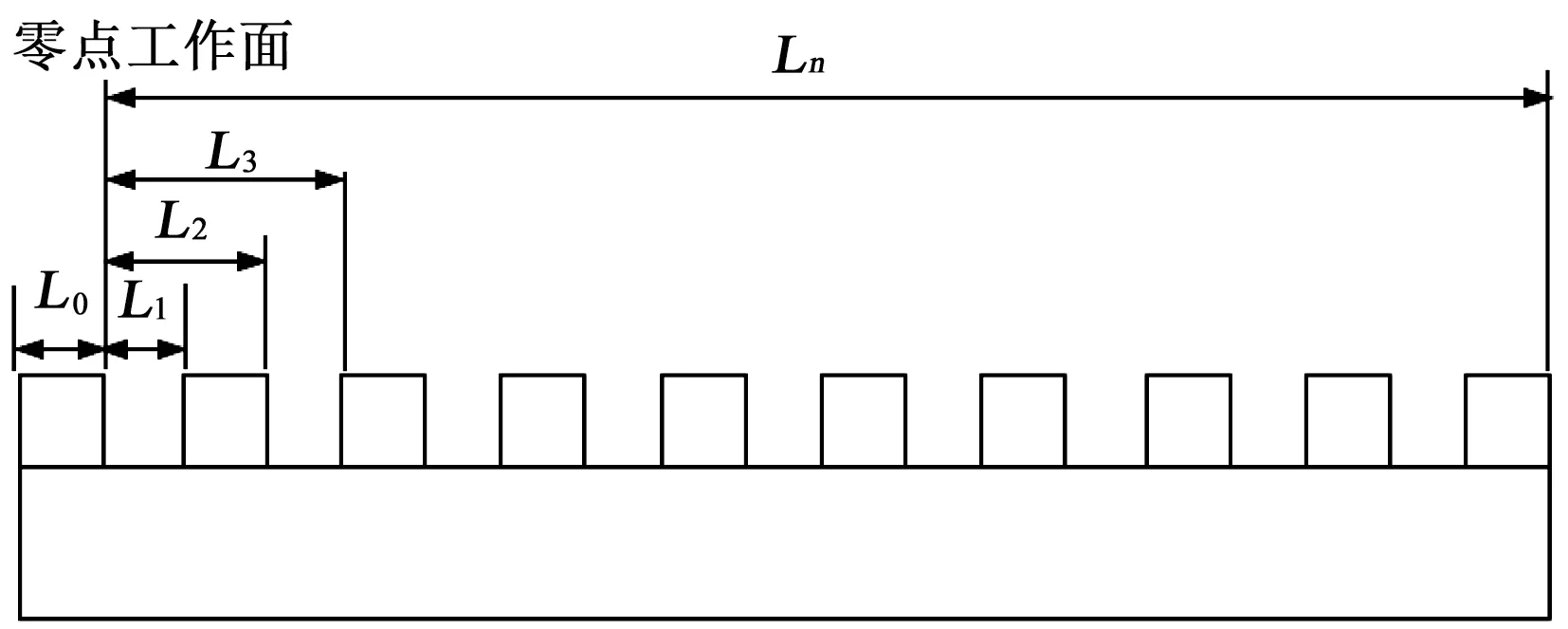
圖1 階梯規工作尺寸圖
由于測量儀器在工作狀態下不可避免受到一些誤差,例如CCD測微儀安裝、溫度變化、機床工作導致的形變等[5]。針對這些誤差,在軟件設計時應當考慮在內,并盡量消除隨機誤差,保持系統誤差恒定。一般而言,階梯規常用的校準溫度為22 ℃[6],螺紋鋼的螺距會隨溫度變化引起一定變化,陶瓷材料的量塊則能很好地解決這一問題。在此基礎上,階梯規平均誤差減小2%。階梯規在安裝軸線上應當與被檢測方向平行,在測量前應當進行校準。為簡化操作過程,將兩軸之間夾角測量,通過階梯規可以得出兩段的偏移量,進而計算出夾角大小。實際誤差與檢測值間差值則用夾角表示。
如圖2所示,階梯規空間與測量軸線存在一定誤差,其中可以得到以下關系式:

因此,當存在偏移時,機床的軌跡發生移動,其距離為階梯規量塊長度L0/cosθ;檢測到的誤差ΔL =(1/cosθ-1)×L。得到階梯規不平行待測軸導致的誤差,最大偏差為0.95 μm,最小偏差為0.2 μm,這樣就能消除階梯規與測量軸線不平行導致的誤差。
2 誤差檢測系統軟件設計
整個系統軟件主要是將CCD測微儀測得的數據通過數模轉換后輸入計算機,并通過誤差檢測算法對誤差進行消除。圖3所示為誤差檢測系統的軟件流程。

圖2 階梯規的空間位置
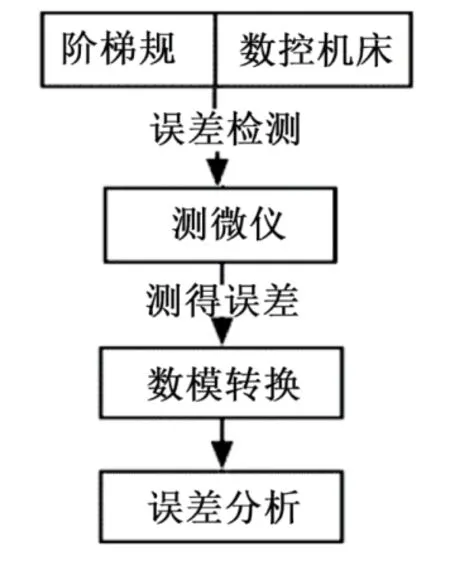
圖3 誤差檢測系統軟件流程
當機床開始步進,CCD測微儀將機床與階梯規測得誤差記錄,并通過數模轉換輸入誤差檢測模型中進行誤差分析,并根據數據生成相應的曲線圖,測量完成時可以得到數控機床的標定文件,并按照文件進行調整。為了更好地實現誤差快檢,本文將支持向量機的誤差算法模型引入,通過歷史誤差數據輸入支持向量機模型,得到當前誤差,實現誤差檢測系統的標定[7]。常用的支持向量機誤差算法具有可約束、精度高等特點,可以將誤差轉換為線性方程組進行求解,大大提高了誤差的計算速度,算法模型見參考文獻[8]。
首先將一組測得誤差值視為一組由確定誤差系統產生的組合,將誤差測量時間t、測得誤差E(t)建立關系,由下式表示:

當前測得誤差可由歷史誤差計算得到。式中:n為歷史誤差的維度。維度的選擇應由實際誤差大小決定,通過實驗得到當維度大于5時,預測的誤差已能控制在有效范圍內,因此維度設定為5。將機床作業時測量得到的誤差數據看作以時間為序列的一組離散值,在作業完成時可以將誤差作為樣本輸入支持向量機模型,這樣就能得到一組關于時間t 的預測值,可以做到短期內預測。由于維度選擇5,維度大于5的預測值已經不再發生變化,此時認為在充足誤差數據源輸入后得到最準確的預測值。
3 誤差測量與標定分析
本次實驗采用的數控機床行程為210 mm×450 mm,設計的階梯規L0、L1均為45 mm,共10 節,標定時溫度控制在22~24 ℃,測微儀誤差小于0.3%。當機床按照既定程序步進,每至一個測點暫停4 s。同時,將第一組測量結果作為支持向量機輸入,并得出當前機床誤差。
3.1 不同材質階梯規誤差測量分析
將陶瓷、鋼兩種材料同種規格階梯規作為量具同時進行誤差測量,在數控機床步進時記錄機床測點與階梯規量塊偏差,嚴格按照機床誤差測量方法進行。
圖4~5 分別為兩方向測得不同材質階梯規下的機床誤差。采用鋼材質階梯規測量的機床正向平均位置偏差最大為91 μm,最小為68 μm;陶瓷材質最大為72 μm,最小為56 μm;垂直方向的鋼材質階梯規測得最大位置偏差為32 μm,最小為22 μm,陶瓷材質最大為30 μm,最小為18 μm。在步進過程中,陶瓷材質階梯規測得誤差趨于平穩,說明在機床環境變化導致鋼材質階梯規自身出現誤差,平均約2%,因此用陶瓷材料可以避免因環境溫度等因素的變化引起的量具自身誤差。
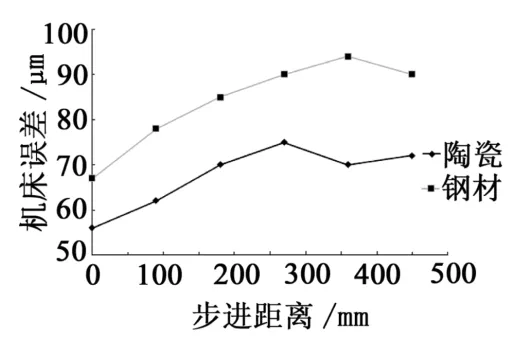
圖4 不同材質階梯規測水平方向誤差曲線
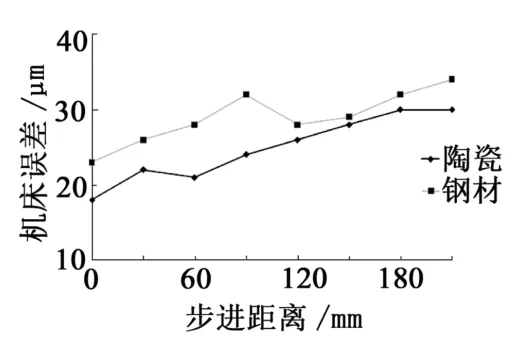
圖5 不同材質階梯規測得垂直方向誤差曲線
按照陶瓷階梯規測量的第一組數據對機床進行標定,標定后再次對機床進行一組步進測量,得到的結果如表1 所示。機床誤差結果說明數控機床標定后誤差得到減弱,此類誤差是由空間誤差、動態誤差等引起。在機床標定前,測得機床的平均定位精度為48.3 μm,而標定后定位精度減為39.7 μm,此類誤差占總誤差的17%,由環境溫度引起的誤差減小2%。

表1 機床誤差結果 μm
3.2 不同步進速度結果分析
為了避免步進速度對實驗結果造成的誤差影響,需對不同步進速度造成的誤差結果進行分析,以確認誤差影響范圍。實驗采用3種步進速度,并按同樣的方法對機床進行誤差測量,其結果如表2 所示。根據測量結果可知,不同步進速度對誤差檢測的影響較小,最大平均定位誤差不超過5.6 μm,反向間隙不超過1.9 μm。按照上述測量結果和溫度造成的誤差比對,發現由步進速度造成的熱誤差能在可控范圍內,所以機床的步進速度在一定程度上不會對測量結果產生較大影響,可當作隨機噪聲平滑處理。
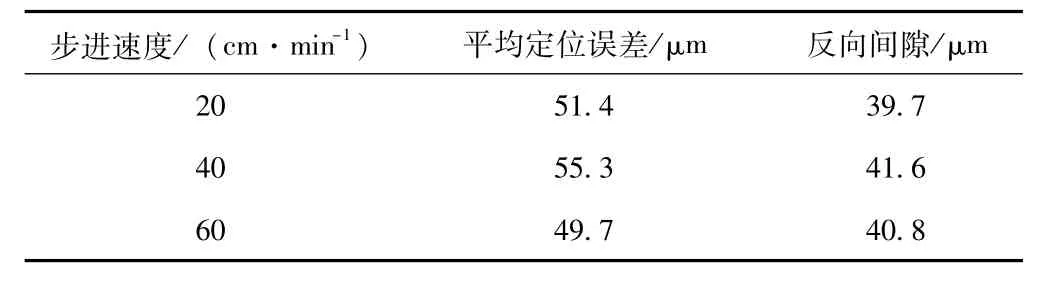
表2 3 種步進速度的誤差結果
3.3 綜合標定結果分析
采用本設計誤差快檢系統結合支持向量機模型,可以快速判斷快檢系統的階梯規、CCD 測微儀在工作一段時間后是否需要進行標定。讓快檢系統配合機床運行完整步進,同時用支持向量機計算當前誤差,然后開始標定。表3 所示為5組機床步進快檢系統測量結果。快檢系統在前4 組測量中,因自身引起的誤差在逐漸減小,但超過4 組后,支持向量機模型計算得出結果小于平均定位精度16%,此時應對測量系統重新進行標定,再次步進測量后,如果平均定位精度和支持向量機算得結果較吻合,則可再次進行測量。
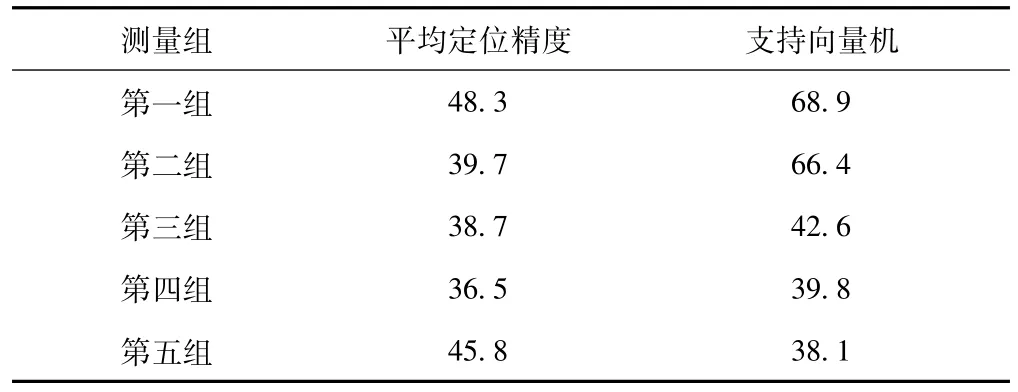
表3 機床誤差結果 μm
4 結束語
本文以階梯規為核心,結合高精度CCD測微儀實現機床快速誤差檢測,在保證階梯規與機床姿態穩固的情況下,改進操作步驟,結合激光干涉儀進行標定實驗。試驗結果證明,本設計能在小于4組的測量中保證快檢系統與待檢機床的位置精度,減少溫度等環境因素引起的誤差,結合支持向量機算法模型能快速完成裝置本身的標定,實現安裝、部署、測量及標定的快速可靠性。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
