前頂自卸車(chē)上裝組合工藝分析
2020-08-25 00:38:30范亞衛(wèi)馬勝?gòu)?qiáng)
湖北農(nóng)機(jī)化 2020年12期
劉 明 范亞衛(wèi) 馬勝?gòu)?qiáng) 劉 楠
(1.陜西通力專用汽車(chē)有限責(zé)任公司,陜西 寶雞 722405;2.銅川職業(yè)技術(shù)學(xué)院,陜西 銅川 727031;3.中軟國(guó)際,陜西 西安 710065)
0 前言
對(duì)于自卸車(chē)上裝而言,其關(guān)鍵性能就在于其舉升性能,而將其與相關(guān)部件組合起來(lái),更是自卸車(chē)進(jìn)行改裝的重點(diǎn)所在,其質(zhì)量好壞對(duì)自卸車(chē)上裝使用壽命以及舉升性能有直接性影響。
1 當(dāng)前國(guó)內(nèi)代表性企業(yè)的前頂自卸車(chē)上裝組合工藝
1.1 東風(fēng)柳汽前頂自卸車(chē)上裝組合工藝
東風(fēng)柳汽是當(dāng)前我國(guó)發(fā)展時(shí)間比較久的自卸車(chē)生產(chǎn)企業(yè),截止2019年已有60多年的自卸車(chē)生產(chǎn)經(jīng)驗(yàn),該企業(yè)的前頂自卸車(chē)上裝組合工藝,是基于相關(guān)設(shè)計(jì)圖紙中要求將底板總成與底架總成,底板總成與邊板、后板以及前板組合起來(lái)進(jìn)行焊接,通過(guò)以上形成車(chē)廂總成,進(jìn)行底架總成與底盤(pán)兩者的裝配,最后將車(chē)廂總成落在底盤(pán)裝配的底架總成上方即可。
1.2 宏昌天馬前頂自卸車(chē)上裝組合工藝
宏昌天馬是當(dāng)前我國(guó)自卸車(chē)改裝比較大的企業(yè),該企業(yè)與上述東風(fēng)柳汽在前頂自卸車(chē)上裝組合工藝中存在的不同點(diǎn)主要在于:在進(jìn)行底板總成焊接過(guò)程中,其傾翻軸支架不需要進(jìn)行焊接處理,而是在車(chē)廂總成落在底盤(pán)完成裝配的底架總成時(shí)進(jìn)行傾翻軸支架焊接作業(yè)。
1.3 乘龍公司前頂自卸車(chē)上裝組合工藝
經(jīng)過(guò)多年對(duì)國(guó)內(nèi)外自卸車(chē)上裝組合工藝的分析和實(shí)踐,乘龍公司專門(mén)制定了自身企業(yè)特有的前頂自卸車(chē)上裝組合工藝。具體如下:在焊接底板總成時(shí),不需要對(duì)傾翻軸支架進(jìn)行焊接,完成底板總成焊接后,裝配車(chē)間與底盤(pán)兩者不進(jìn)行裝配,而是將沒(méi)有進(jìn)行焊接的傾翻軸支架的底板總成與底架總成兩者組合,然后將底板翻轉(zhuǎn)過(guò)來(lái),使底板總成與穩(wěn)定架其中一端兩者進(jìn)行裝配,將底架吊上去,穩(wěn)定架另一端與底板總成進(jìn)行裝配,裝配完成穩(wěn)定架之后,應(yīng)根據(jù)裝配實(shí)際情況對(duì)底架總成與底板總成兩者相對(duì)位置尺寸進(jìn)行相應(yīng)地調(diào)整,調(diào)整好之后,利用螺栓將地板總成與底架總成兩者拉緊,確保兩者接觸面不透光,然后進(jìn)行傾翻軸支架焊接。對(duì)已經(jīng)組合好的底板總成和底架總成進(jìn)行翻轉(zhuǎn),在其上方進(jìn)行車(chē)廂前板、邊板以及后板的組合焊接操作,之后轉(zhuǎn)裝配車(chē)間、油缸。將工藝螺栓松開(kāi),U型螺栓打緊,以此來(lái)保證地板總成與底架總成兩者的縱梁處于完全貼合狀態(tài),進(jìn)行液壓管路裝配,底盤(pán)與上裝進(jìn)行裝配,最后對(duì)此進(jìn)行調(diào)試入庫(kù)[1]。
2 3種前頂自卸車(chē)上裝組合工藝比較
其一,從鋼板角度來(lái)講,具有韌性好、剛性差的特征,例如在利用一根鋼絲繩綁在鋼板中間并將其吊起來(lái)后,鋼板兩端就會(huì)有明顯的下墜特征,鋼板彎曲度數(shù)可能會(huì)高于45°,如果將鋼板折彎后,其剛性就會(huì)因此發(fā)生變化。基于此,若將組合工藝的路線轉(zhuǎn)變?yōu)橄冉M合地板總成與底架總成,其主要原因就在于底板總成、底架總成折彎件比較多,剛性良好,如圖1所示為某汽車(chē)地板骨架總成,能夠盡可能防止工件吊離組合平臺(tái)后,其尺寸因此出現(xiàn)變化[2]。
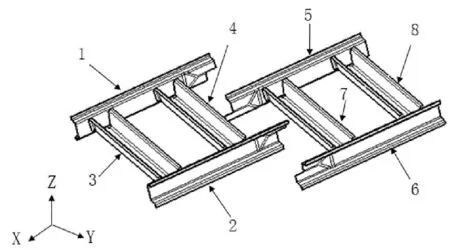
圖1 某汽車(chē)地板骨架總成
其二,從上裝舉升性能和生產(chǎn)效率來(lái)講,上文中提到的東風(fēng)柳汽前頂自卸車(chē)上裝組合工藝,其具有高制造精準(zhǔn)度、舉升性能良好、上裝使用周期久的優(yōu)勢(shì)特征,對(duì)于不足之處主要體現(xiàn)在因精準(zhǔn)度要求比較高,無(wú)法確保高效生產(chǎn)效率。因此根據(jù)該東風(fēng)柳汽對(duì)自卸車(chē)組合工藝的設(shè)計(jì)圖紙而言,要求底板穩(wěn)定梁、底架油缸拉桿支座兩者分別與傾翻軸支架之間的尺寸公差不得高于上下1mm,另外對(duì)形狀位置方面的公差要求也非常高,因基本尺寸比較大,焊接容易出現(xiàn)變形,以上尺寸就會(huì)經(jīng)常超出規(guī)定公差,而且上裝裝配期間存在多次不能沖銷(xiāo)情況,容易造成返工,而制造成本也因此增多,以上情況也就對(duì)產(chǎn)能方面帶來(lái)相應(yīng)影響;反觀宏昌天馬前頂自卸車(chē)上裝組合工藝,具有裝配效率高、操作簡(jiǎn)單方便,不容易出現(xiàn)生產(chǎn)瓶頸的優(yōu)勢(shì),對(duì)于不足之處主要體現(xiàn)在精度方面,這也就對(duì)自卸車(chē)舉升性能以及使用周期帶來(lái)影響;而乘龍公司前頂自卸車(chē)上裝組合工藝,首先就是將底板總成與底架總成組合起來(lái),這樣確保總成以及整個(gè)上裝具備一定的剛性要求,有效防止出現(xiàn)鋼板下墜情況,完成穩(wěn)定架于底板、底架裝配后,對(duì)傾翻軸支架進(jìn)行適當(dāng)調(diào)整,確保穩(wěn)定架于傾翻軸支架兩者位置處于相對(duì)狀態(tài),保證上裝舉升性能良好以及延長(zhǎng)車(chē)廂使用周期。圖2為一種支架總成及汽車(chē)制造技術(shù)原理圖,將傾翻軸支架裝配在穩(wěn)定梁后,使其套在傾翻軸上進(jìn)行焊接操作,這樣做的目的在于避免出現(xiàn)不能沖銷(xiāo)、不能裝配情況,有效提升生產(chǎn)效率,對(duì)節(jié)省生產(chǎn)成本也有積極性意義。
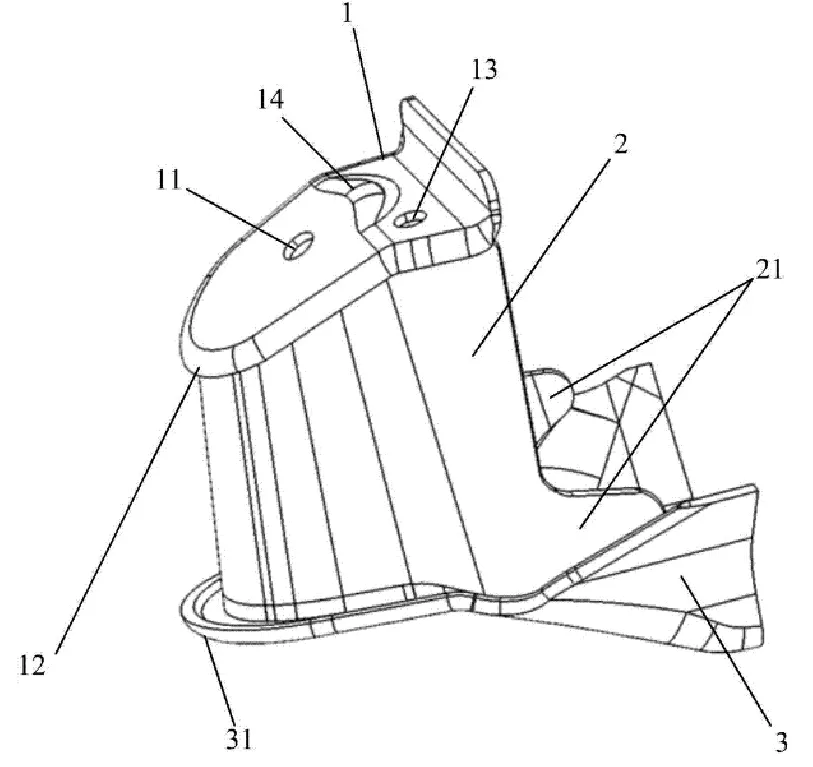
圖2 支架總成及汽車(chē)制造技術(shù)
3 總結(jié)
綜上所述,對(duì)于前頂自卸車(chē)上裝組合工藝在實(shí)際中的應(yīng)用,只有將實(shí)際進(jìn)行分析作為應(yīng)用原則,才能從根本上提升自卸車(chē)的生產(chǎn)質(zhì)量和生產(chǎn)效率,同時(shí)也在很大程度上節(jié)約了產(chǎn)品生產(chǎn)成本,縱觀本文探討的3種前頂自卸車(chē)上裝組合工藝,應(yīng)該積極選取其中的優(yōu)勢(shì)之處,改進(jìn)不足之處,真正為自卸車(chē)生產(chǎn)提供可提升其生產(chǎn)效益的組合工藝。
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
機(jī)械制造文摘(焊接分冊(cè))(2014年5期)2014-03-20 13:57:44