分程控制在壓縮機進出口壓力控制中的應用與研究
2020-08-24 12:54:26高韻涵樊星宇
當代化工 2020年4期
高韻涵 樊星宇
摘 ? ? ?要:在眾多復雜控制中,分程控制為其中一種,且在石油化工控制過程中應用廣泛。結合異構化裝置中氫氣壓縮機進出口壓力控制方法,通過對壓縮機進出口工藝流程的介紹,闡述分程控制的原理、方法及必要性。為控制異構化反應器中氫氣的進料量,采用氫壓縮機進出口緩沖罐頂壓力、氫氣干燥器出口流量為參數,將信號送至控制系統的選擇單元。此選擇單元與兩臺調節閥構成分程控制系統,兩臺調節閥控制氫氣回路流量,從而保證反應器內的氫氣量恒定。
關 ?鍵 ?詞:分程控制;壓力;流量;調節閥
中圖分類號:TP273 ? ? ? 文獻標識碼: A ? ? ? 文章編號: 1671-0460(2020)04-0692-04
Abstract: As a kind of complex control system, split-range control system is widely used in petrochemical control process. In this paper, combined with the pressure control method of hydrogen compressor inlet and outlet in isomerization unit, the principle, method and necessity of split-range control system were expounded by introducing the process flow of the compressor. In order to control the feed amount of hydrogen in the isomerization reactor, the pressure at the top of the buffer tank at the inlet and outlet of the hydrogen compressor and the discharge at the outlet of the hydrogen dryer were adopted as parameters to send signals to the selection unit of the control system. This selection unit and two control valves constituted a split-range control system, and the two control valves controlled the flow of hydrogen loop, so as to ensure the constant amount of hydrogen in the reactor.
Key words: Split-range control; Pressure; Flow; Control valve
伴隨電子科技的不斷發展,在石油化工領域自動化系統的普及程度逐年提高,較之傳統的單回路控制結構在實際的石油化工裝置上已經不能保證其有效性。針對石油化工企業提出的新要求,控制技術也在不斷進步,本文所運用的分程控制即是在這種條件下發展出來的一種復雜控制方案。
對于壓縮機進出口的壓力控制,單純采用多個單回路控制,很難取得滿意的控制效果,也不能及時的發現和反饋問題;而分程控制能擴大調節閥的可調范圍,滿足工藝過程要求,采用兩種或多種手段、介質來進行控制,滿足工藝生產不同負荷和開、停車過程對自控要求,從而采用分程控制更為突出[1] 。
1 ?分程控制系統
1.1 ?分程控制原理
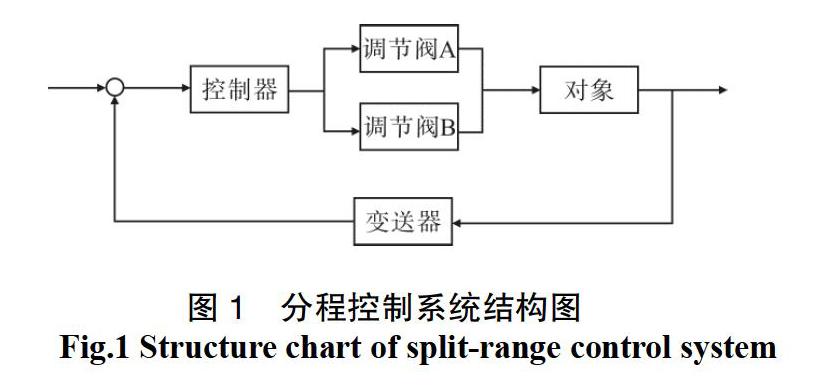
分程控制方案的本質就是改變以往傳統的單點控制,引入一點雙控的概念,即一個控制器同時控制兩臺或多臺被控對象的一種回路控制方案。與以往的控制方案相比較,分程控制在一個控制輸出條件下對同一信號或不同信號,通過規則加以區分信號段,利用不同信號段作為不同被控對象的控制源,從而實現以一控多的目的。如圖1所示[2]。
圖1表示了分程控制系統的簡圖。圖中表示了一臺控制器去操縱兩只調節閥。為了分程目的,需借助于附設在每個調節閥上的閥門定位器。借助于它對信號的轉換功能。
1.2 ?分程控制方案
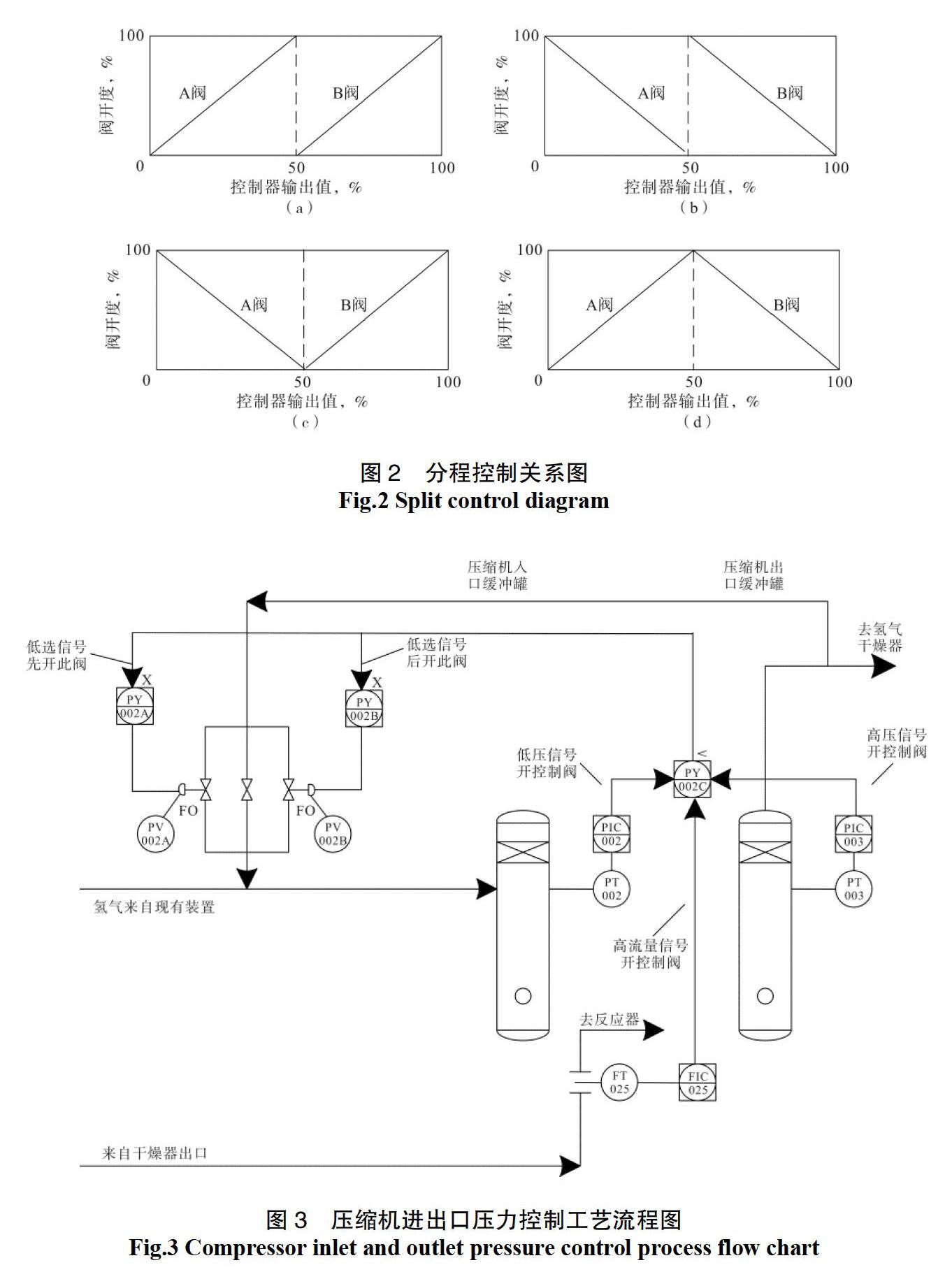
分程控制系統的實施方案,是解決控制器與調節閥的工作配合問題。調節閥一般為氣動閥門,輸入控制信號一般為20~100 kPa,工作形式共分兩種,一種是氣開,另一種是氣關。如圖2所示,分為以下幾種情況[3] :
分程控制方案中,閥門的開閉形式,可分為同向和異向兩種,同向和異向的選擇,由工藝的需求而確定。
設計分程控制有兩方面的目的:一是為擴大控制閥的調節范圍;二是滿足工藝上操作的特殊要求。
2 ?分程控制在壓縮機進出口壓力控制中的應用
2.1 ?工藝流程介紹
本文所提的壓力分程控制應用于臨氫異構化工藝中,此工藝過程是將來自石腦油分離裝置的輕石腦油與經壓縮機和干燥器處理后的氫氣送入反應器進行反應,生成高辛烷值的異構化油品。為了防止壓縮機對其入口緩沖罐抽真空,避免壓縮機振蕩,保證氫氣的進料量,在壓縮機進出口緩沖罐頂設壓力控制,氫氣干燥器出口設流量控制,并將三個參數同時送入DCS控制系統低選單元。當選擇器確認了主控制器后,主控制器與兩臺調節閥構成分程控制。當壓縮機入口緩沖罐頂壓力低時,PV-002A 打開,補充入口緩沖罐的氫氣量,使壓力回升,如果PV-002A閥全開仍不能使壓力恢復正常,則PV-002B打開,使氫氣進料量繼續快速增加;當壓縮 機出口緩沖罐壓力高,或干燥器出口流量增大時, 為了防止壓縮機振蕩和反應器氫氣進料量過多,PV-002A打開,若PV-002A全開仍不能讓壓力或流量恢復正常,則PV-002B打開。工藝流程如圖3所示。
2.2 ?分程控制的實現
傳統分程控制的實現方法是通過附在調節閥上的閥門定位器,給控制器的輸出信號進行分段,每個區間段內的信號變化分別通過閥門定位器去帶動調節閥做全程動作,這種形式被稱為“硬分程”。但這種分程控制會存在一些問題:
(1)硬分程是通過調節閥上的閥門定位器,使量程范圍發生改變,從而實現分程控制。但在生產裝置中,現場需要根據分程控制中的每一段輸出信號,進行調節閥調校,調校工作既錯綜復雜又浪費時間,而且維修十分不便。
(2)在現場還有可能會通過人為調整調節閥的閥門定位器來實現分程控制,但這樣人為的調整,有可能會產生錯誤,不能進行分程控制。
現在DCS集散控制系統生產裝置中的應用十分重要,分程控制可以通過控制器在DCS控制系統中組態并輸出進行分段來實現,讓每個AO點對應相應的調節閥。這種在DCS控制系統中,經過計算實現的分程控制,被稱為“軟分程”。
本異構化裝置就采用了軟分程的方式實現了分程控制。在氫氣壓縮機進出口壓力的控制調節過程中,調節閥為氣關式,閥位顯示0%對應控制系統的輸出為20 mA, 閥位顯示100%對應控制系統的輸出為4 mA。選用了一個正作用調節回路PIC-002,兩個反作用調節回路PIC-003和FIC-025,三個調節回路共同控制PV-002A和PV-002B兩個氣關調節閥,閥門定位器選擇正作用。PV-002A閥門先動作,PV-002B閥門后動作,三個調節回路輸出的信號經過低選器PY-002C選擇出主控制器后,則確定了控制器的作用方式。
(1) 當PIC-002為主控制器,控制器為正作用,即隨壓縮機入口緩沖罐頂壓力測量值的減小控制器的輸出減小,因為調節閥為氣關式,根據定位器為正作用,此時PV-002A閥門經過PY-002A先打開。若PV-002A全開后入口緩沖罐頂的壓力還不能恢復,則輸出AO信號將繼續減小,此時PV-002B閥門經過PY-002B后打開。
(2)當PIC-003為主控制器,控制器為反作用,即隨壓縮機出口緩沖罐頂壓力測量值的增加,控制器的輸出減小,因為調節閥為氣關式,根據定位器為正作用,PV-002A閥門經過PY-002A先打開。若PV-002A全開后出口緩沖罐頂的壓力仍沒能恢復,則輸出AO信號繼續減小,此時PV-002B閥門經過PY-002B后打開。
(3)當FIC-025為主控制器,控制器為反作用,即隨氫氣干燥器出口流量的升高,控制器的輸出降低,此時的閥門動作狀態同第(2)條所述的一致。
2.3 ?分程控制曲線的實現
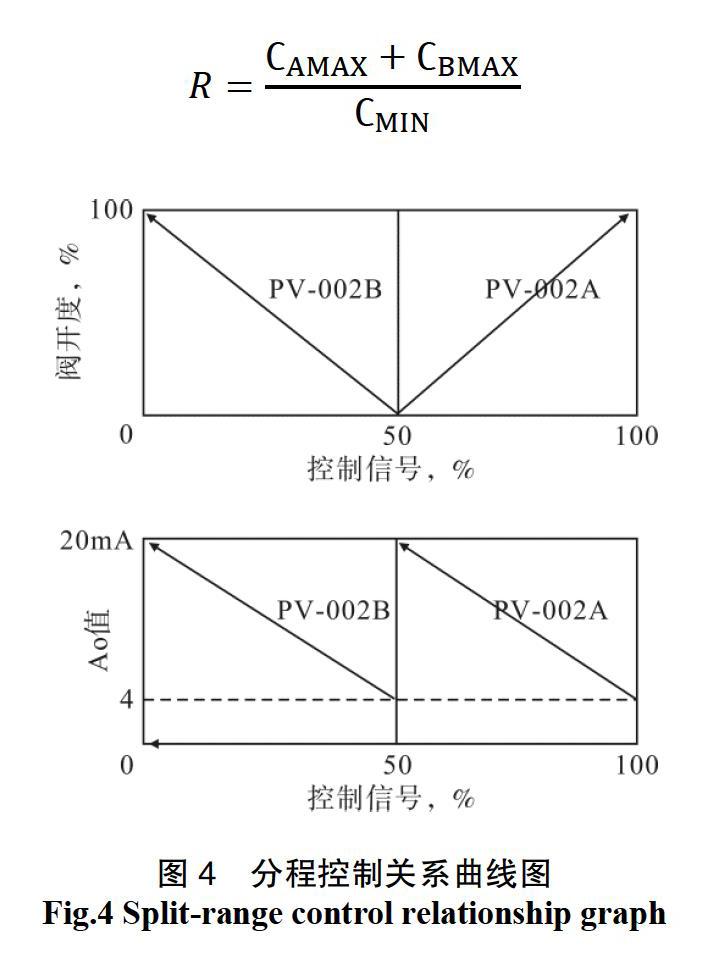
在PID控制中,控制器通過對現場采集的信號和反饋的信號計算后得出控制量,控制系統將控制量設為0%~100%。控制信號輸出至調節閥前必須通過D/A轉換成4~20 mA模擬信號,驅動調節閥動作。控制信號與標準電信號和閥門開度之間的關系曲線如圖4所示[4]。
PY-002A先打開,若PV-002A全開后出口緩沖罐頂的壓力仍沒能恢復,則輸出AO信號繼續減小,此時PV-002B閥門經過PY-002B后打開。
3 ?分程控制效果
分程控制中,調節閥PV-002A的最大流量設為?_AMAX,最小流量設為?_AMIN;調節閥PV-002B的最大流量為設?_BMAX, 最小流量設為?_BMIM。由于兩個調節閥的選型相同,所以兩閥的可調比RA=RB。在整個控制過程中,調節閥動作相同且A閥、B閥并聯,因此分程控制過程中可以看成是一個調節閥的控制,其組合可調比應為組合的最大流通能力與最小流通能力之比[5] [6],即:
R=(?_AMAX+?_BMAX)/?_MIN
國產柱塞型閥門的固有可調范圍一般為R=30,對于化工生產過程中的絕大多數場合,采用R=30的調節閥已經足夠滿足生產要求。但通過分成控制,可將兩閥門組合一起將可調范圍擴大至60,可見,此分程調節閥的可調比大于任一個調節閥的可調比值,從而改善了調節閥的工作特性,提高了系統的控制精度。
使用分程控制,可獲得擴展可調范圍的效果,但是從流量特性來看,還存在著從A閥門到B閥門流量變化平滑過渡的問題。假定兩閥門為線型閥,兩閥門組合在一起時,總的流量特性會在分程位置處出現大轉折,呈嚴重的非線性。為了實現圓滑的過渡,可采用兩只等百分比特性的分程閥門以實現總的流量特性為等百分比特性。如果系統要求閥門的流量特性為線性,則可通過添加非線性補償環節的方法將等百分比特性校正為線性。
4 ?結 論
本異構化裝置中,氫氣壓縮機進出口壓力控制采用分程控制系統進行調節,通過改善調節閥的可調比實現了對氫壓縮機進出口壓力的有效調節,較好地控制了異構化反應器中的氫氣量,有效地保護了催化劑,為異構化油品的順利生產打下了良好的基礎。
參考文獻:
[1]李鳳.分程控制在氯乙烯精餾尾氣排放壓力控制中的應用[J].新疆化工,2007(4): 22-24.
[2] 趙練奎.淺談化工過程控制技術[J].化工管理,2016(24):66-72.
[3] 馮曉玲.關于分程控制系統的研究[J].自動化與儀器儀表,2012(6): 1-2.
[4] 陳小新.分程控制系統的應用[J].石油化工建設,2019(S1):58-60.
[5]楊紀偉. 調節閥的可調比特性分析[J].閥門,2000(5):11-14.
[6]段國旺.改善催化再生器壓力儀表控制質量提高能量回收機組發電[J].當代化工,2012(5):468-470.
猜你喜歡
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
流程工業(2022年3期)2022-06-23 09:41:08
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
煤氣與熱力(2021年3期)2021-06-09 06:16:18
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
石油化工自動化(2018年5期)2018-11-14 02:34:26
電子制作(2018年11期)2018-08-04 03:25:42
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25